平面磨削金属结合剂金刚石节块的实验研究
- 格式:pdf
- 大小:908.74 KB
- 文档页数:4

8ft Vol.53No.l1Nov.2020金刚石表面处理对铜基结合剂金刚石节块性能的影响朱振东,肖长江,栗正新(河南工业大学材料科学与工程学院,河南郑州450001)[摘要]为了验证金刚石表面处理对金属结合剂与金刚石间的把持力的影响,将人造金刚石、表面镀Ni金刚石和用MnC>2刻蚀的金刚石加入到铜基结合剂中,用热压烧结法得到铜基结合剂金刚石节块,测试了节块的密度、硬度和抗弯强度,用扫描电镜(SEM)对节块断口的微观形貌进行了观测。
结果表明:与表面未处理金刚石相比,表面处理对节块的硬度影响不大,但能使节块的抗弯强度提高。
SEM分析表明:镀覆金刚石表面镀层能使金刚石与铜基结合剂的结合更紧密,而表面刻蚀的金刚石和结合剂之间能形成锚定结合,提高两者间的结合力。
[关键词]金刚石;铜基结合剂;襟镀层;Mr!。
?刻蚀;力学性能;微观结构[中图分类号]TG732;TQ153[文献标识码]A[文章编号]1001-1560(2020)11-0084-04Effect of Diamond Surface Treatment on Properties of Cu-Matrix Bonded Diamond BitsZHU Zhen-dong,XIAO Chang-jiang,LI Zheng-xin(School of Materials Science and Engineering,Henan University of Technology,Zhengzhou450001,China)Abstract:In order to verify the influence of diamond surface treatment on the holding force between the metallic bond and diamonds,the diamonds with different surface treatment(raw diamond,Ni-coated and MnO2-etched)were added to the Cu-matrix bond,and the Cu-matrix bonded diamond bits were obtained by a hot-pressing sintering method.Moreover,the density,hardness and flexural strength of the bits were measured,and the fracture morphology of the bits was observed by scanning electron microscope(SEM).Results showed that compared with the raw diamond,the surface treatment of the diamond had a small effect on the hardness,while the flexural strength of the bits could be improved to a certain extent.The SEM image analysis indicated that the coating on the surface of diamond could make the stronger bond between diamond and Cu-matrix,and the aiming combination between etched diamond and Cu-matrix was formed,which could effectively improve the bonding force.Key words:diamond;Cu-matrix binder;Ni-coating;MnO2etching;mechanical properties;microstructure0前言金刚石具有硬度高、强度大、耐磨损、抗腐蚀、绝缘性好和传热系数高等优点,使其在超硬材料、磨料磨具等诸多领域具有广阔的应用价值⑴。

金属结合剂金刚石工具研究进展摘要:金刚石的硬度极高,被广泛用作磨料来加工硬质材料,如混凝土、硬质合金或天然石材等。
随着新型陶瓷混凝土等加工对象的不断出现和变化,要求金刚石工具要持续改进,以提高其切削效率、减少自身磨损、同时降低其制造和使用成本。
本文综述了人造金刚石颗粒的性能、不同类型金属结合剂的成分组成和基本性能、金刚石与金属结合剂的界面结合强度的措施,并对金属结合剂金刚石工具的发展作了进一步探讨。
关键词:金属结合剂;金刚石;界面结合强度引言本文将分类对前人的研究结果进行综述,归纳人造金刚石颗粒的特性,对比不同金属结合剂的成分组成和材料性能,总结金刚石/结合剂的界面行为,展望金属结合金刚石工具的发展方向。
1金刚石磨粒的特性金刚石磨粒承担去除材料的作用,不仅要能经受住高速下的冲击力,而且要具有自锐性,即当磨粒磨损钝化后,能破裂生成新的切削刃。
金刚石的品级、粒度、含量等基本性能,以及其同结合剂的匹配均影响工具的切削效果。
国际上具有代表性的金刚石制造商有元素六和ge公司,其制造的用于切割和钻探的高品级金刚石晶形规则、棱角饱满、对称度高、抗冲击强度和热稳定好。
我国的金刚石生产企业有中南钻石、黄河旋风、郑州华晶等,它们生产的金刚石品种齐全,虽然某些产品性能上与国外产品有差异,但价格上有优势。
我国已占据世界金刚石合成量的90%以上,是名副其实的生产大国,现正向质量强国迈进。
2金属结合剂特点种类金刚石磨具用结合剂主要有树脂、金属、陶瓷等3类。
金属结合剂按主要成分可以分为:钴基、铜基(常为青铜、黄铜)、铁基、钨基、镍基、铝基结合剂等。
金属结合剂通常由黏结金属、骨架材料和添加剂组成。
黏结金属应具有较低的熔融温度,使其具有液相烧结的特性,填充于骨架金属之间及骨架金属与金刚石之间,牢固地黏结骨架金属和金刚石,使工具具有较高的强度和抗冲击性。
黏结金属通常是几种金属的合金,如Co、Fe、Cu等金属及其合金。
骨架金属以碳化物为主,如WC、W2C、TiC等,也可用难熔金属W、Mo代替WC等使用,其作用是在高温烧结时保持固相状态,固定金刚石,同时提高基体韧性和耐磨性。

新型多孔金属结合剂金刚石磨盘研制与磨削实验研究赫青山;苏宏华;骆伟伟【摘要】针对引入孔隙结构后,多孔金属结合剂超硬磨具耐用度降低的问题,提出利用超硬磨料钎焊技术改善胎体对金刚石磨料的把持力,以提高工具寿命,并成功研制出一种新型多孔金属结合剂金刚石磨盘。
测试分析了新型磨盘的节块性能,并通过磨削花岗岩安溪红635试验,对新型磨盘的磨削效果进行评价。
实验结果表明:新型磨盘节块强度在100MPa左右,孔隙率为60%,孔隙在节块内部分布均匀,且金属结合剂与金刚石表面发生了牢固的化学冶金结合;磨削石材的表面粗糙度Ra0.77~1.59μm,磨盘的磨削比达到760。
%To solve the problem of low life produced by introducing porous structure into the porous metal-bonded diamond tool, improving holding force between matrix and diamond by brazing super-abrasive technology is proposed.One new porous metal-bonded diamond grinding disc was developed and the segment performance of the disc was analyzed.Grinding experiments of granite 635 were carried out to evaluate the grinding effect of the new disc.The results show that the strength of segments is about 100 MPa,that the porosity of segments is 60%,and that pores are uniformly distributed in the segments.Firm metallurgy-chemistry reaction exists on the contact surface between diamond and metal bond.Besides,the machined surface of granite 635 has Ravalues from 0.77 μm to 1.59 μm.The grinding ratio of diamond grinding disc is up to 760.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2014(000)004【总页数】5页(P31-35)【关键词】金刚石磨盘;钎焊;多孔结构;硬脆材料【作者】赫青山;苏宏华;骆伟伟【作者单位】河南工业大学机电工程学院,郑州 450007;南京航空航天大学机电学院,南京 210016;南京航空航天大学机电学院,南京 210016【正文语种】中文【中图分类】TG58;TQ164目前,使用超硬磨料工具对硬脆材料进行高效精密加工是常用有效的方法。
文章编号:2095-6835(2023)06-0143-03金属结合剂金刚石磨轮的随机修整技术沈斌1,2,沈文达3(1.苏州高等职业技术学校,江苏苏州215009;2.江苏联合职业技术学院苏州分院,江苏苏州215000;3.苏州新达高新技术应用研究所,江苏苏州215000)摘要:金属结合剂金刚石磨轮磨削超硬材料平面时,选用专用水基工作液,配上随机修整脉冲电源,边磨削边修整磨轮,能有效地消除堵塞,降低磨削阻力,可达到快速、高效、低耗的使用效果。
在普通的平面磨床上,采用成型电极和电火花随机修整加工工艺,对超硬材料进行异型精密的平面磨削,能为广大用户提供高质量的功能表面、复杂型面和准确尺寸。
采用细粒度金刚石的金属结合剂磨轮和随机修整脉冲电源,可对超硬材料镜面进行高精度加工。
关键词:金属结合剂;金刚石磨轮;随机修正;电火花中图分类号:TG661文献标志码:A DOI:10.15913/ki.kjycx.2023.06.043超硬材料(Superhard Material)是硬度特别高的材料,可分为天然以及人造2种,前者主要包括天然的钻石(金刚石)、黑钻石,后者则包括聚合钻石纳米棒(ADNR)、化学气相沉积金刚石(CVDD)、工程陶瓷、硬质合金等。
超硬材料由于具有优良的耐热性、耐磨性、抗腐蚀、抗高温蠕变等许多卓越的工程应用性能,日益成为当今各个高新技术领域不可缺少的新颖材料。
但超硬材料在加工过程中受工艺限制,不能获取准确的几何尺寸,易裂、硬脆、硬韧又增添了加工的难度。
为此,许多发达国家把开发超硬材料的加工方法列为重要的研究内容[1]。
现今人们主要使用金属结合剂金刚石磨轮加工超硬材料。
金属结合剂金刚石磨轮以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作为结合剂,制成的中央有通孔的圆形固结磨具被称作金刚石磨轮(合金磨轮)。
在结构上与普通磨轮有所不同,一般由金刚石磨料层、过渡层与基体组成。
工作层又称金刚石层,由磨料、结合剂和填料组成,是磨轮的工作部分。
2005年第4期 超 硬 材 料 工 程第17卷2005年8月SU PERHA RD M A T ER I AL EN G I N EER I N G总第62期平面磨削金属结合剂金刚石节块的实验研究①吴海融,徐西鹏(华侨大学石材加工研究重点实验室,福建泉州362021)摘 要:本文研究了一种铁基结合剂金刚石节块的氧化铝砂轮平面磨削。
通过在线测量水平和垂直方向磨削力,研究了氧化铝砂轮平面磨削加工金刚石节块过程中的法向力、切向力、力比以及磨削比能变化特征。
观察了磨削后的金刚石节块表面特征。
比较了逆磨和顺磨条件下的磨削特征。
结果表明,顺磨条件下的法向力、切向力以及磨削比能均高于逆磨,但是切向力与法向力的比值在两种磨削方式下基本相同。
关键词:金刚石节块;性能评价;平面磨削;金属结合剂中图分类号:TQ164 文献标识码:A 文章编号:1673-1433(2005)04-0001-04AN EXPER I M ENTAL STUDY ON THE SURFACE GR IND INGOF M ETAL-B OND ED D I AMOND SEG M ENTSW U H ai2rong,XU X i2p eng(K ey R esea rch L ab f or S tone M ach in ing,H uaqiao U n iversity,Q uanz hou,F uj ian362021) Abstract:In th is p ap er,a study w as conducted to investigate the su rface grinding of airon2based diam ond segm en ts w ith an alum ina grinding w heel.V ertical and ho rizon talfo rces w ere in2p rocess m easu red.T he characteristics of no rm al and tangen tial fo rce com2ponen ts,their rati o s and sp ecific energy w ere sub sequen tly studied fo r the grinding of thediam ond segm en t.T he m o rp ho logies of the ground segm en t su rfaces w ere ob served.Tw ogrinding m odes2up grinding and dow n grinding2w ere com p ared in the study.It is foundthat the no rm al fo rce,tangen tial fo rce and sp ecific energy fo r the dow n2grinding are h igh2er than the up2grinding.B u t the rati o s of tangen tial fo rce to no rm al fo rce fo r the tw ogrinding m odes are com p arab le.Keywords:diam ond segm en t;su rface grinding;p erfo rm ance evaluati on;m etal bond1 引言使用金刚石工具锯切加工是切割天然岩石材料的最主要方式。
而金刚石工具质量的优劣主要取决于金刚石节块的性能。
为了设计性能优越的锯切用金刚石节块,国内外学者进行了大量卓有成效的研究[1~4]。
但是对于金刚石节块性能的评价,过去主要依靠实际锯切加工。
但是,为了对金刚石节块的性能进行调整,需要在实际使用之前对节块性能做出评价。
但这项工作目前仍然是金刚石工具领域的一项难题。
本文在平面磨床上,采用普通氧化铝砂轮对金刚石节块进行磨削实验。
研究不同方式磨削金刚石节块过程中的磨削特征,为开发新的金刚石节块性能评价①收稿日期:2005-07-03作者简介:吴海融(1977- ),女,华侨大学2004级在职研究生,研究方向:超硬材料工具及加工。
基金项目:福建省自然科学基金资助项目(E0410022)方法提供基础依据。
1 实验条件与装置1.1 节块的制备实验中采用ISD -A Y 型人造金刚石,粒度为35 40,金刚石浓度为35%,结合剂为铁基金属结合剂。
节块尺寸为55mm ×10mm ×10mm 。
金刚石节块的制备在SJJ -H 自动热压机上压制烧结而成,烧结温度为710℃,烧结压力为80kN ,烧结加热时间及保温时间分别为3.5m in 和2.5m in 。
1.2 平面磨削实验磨削实验在卧轴矩台平面磨床(M 7115)上进行。
金刚石节块作为工件,用夹具与测力仪连接后,固定在工作台上;磨削用砂轮为陶瓷结合剂白刚玉砂轮,砂轮直径为250mm ,宽度为25mm 。
实验装置及测试系统如图1所示。
实验中采用K istler 9257BA 型压电晶体测力仪测量砂轮所承受的垂直方向磨削力F v 和水平方向磨削力F h 。
信号采样用PC I 2M I O 216E 21采集卡(差动接法),采样数据最后传输并存储到电脑中。
磨削之前先用单点金刚石修整笔对砂轮进行修整,然后进行切入式干磨。
砂轮线速度v s =19.6m s ,工作台进给速度为v w =190c m m in ,砂轮每次磨削深度a p =50Λm 。
砂轮修整后连续往复磨削金刚石节块。
由于砂轮旋转方向不变,而工作台进给往复不同,因此,就有顺磨和逆磨两种情况。
砂轮每切入进给磨削4~5次测量一次磨削力(顺、逆均测),每隔8~10次测量一次砂轮直径,并同时取下金刚石节块,洗净、吹干并称重,节块重量在精度为0.1g 的数字测量仪上测得。
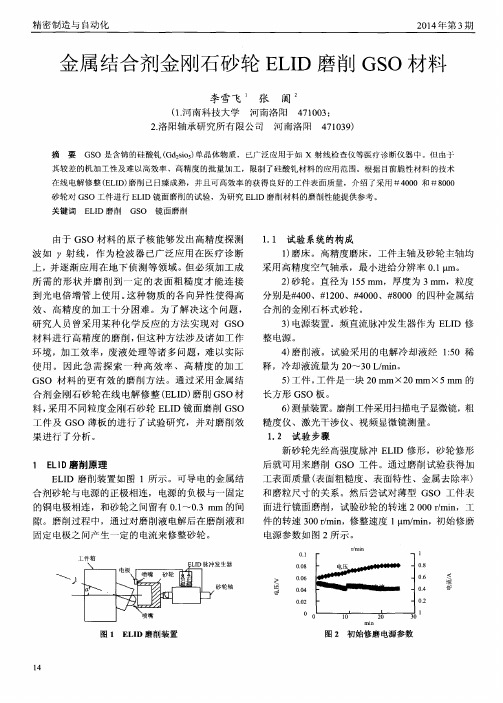
图1 实验装置及测试系统示意图F ig .1 Sketch of experi m en t equ i pm en t and testing system2 实验结果及分析2.1 垂直力与水平力图2和图3分别为垂直方向磨削力(F v )和水平方向磨削力(F h )的实验结果。
图中同时给出了顺磨和逆磨条件下的垂直力和水平力平均值比较。
可以看出,无论垂直力还是水平力,顺磨均比逆磨的高,这一结果和一般金刚石砂轮磨削石材的结果正好相反。
这也正好反映了磨削金刚石节块的过程不是一般的材料去除过程,在磨削节块的过程中,只有刚开始磨削阶段,以材料去除为主,但是,随着磨削次数增加,埋藏在节块结合剂中的金刚石磨料逐渐出露,节块反过来开始修锐砂轮。
这点从磨削力随磨削次数逐渐减小的变化趋势就可以得到很好说明。
图2 垂直力变化F ig .2 V ertical variati on of stress图3 水平力变化F ig .3 Ho rizon tal variati on of stress2.2 磨削力比和磨削比能实验中通过测力仪得到的是垂直方向的力(F v )和水平方向(F h )的力。
而与加工机理密切相关的是法向力(F n )和切向力(F t )。
在锯切条件下,F v 与F n 、F h 与F t 存在很大差别;而在平面磨削条件下,研究表明,F v 与F n 、F h 与F t 基本没有差别[5]。
因此,本文用F h 取代F t ,用F v 取代F n 。
并以此计算出磨削力比F t F n 和磨削比能:u =F t ・Μs a p Μw b(1)式中:v s 为砂轮线速度,b 为砂轮宽度。
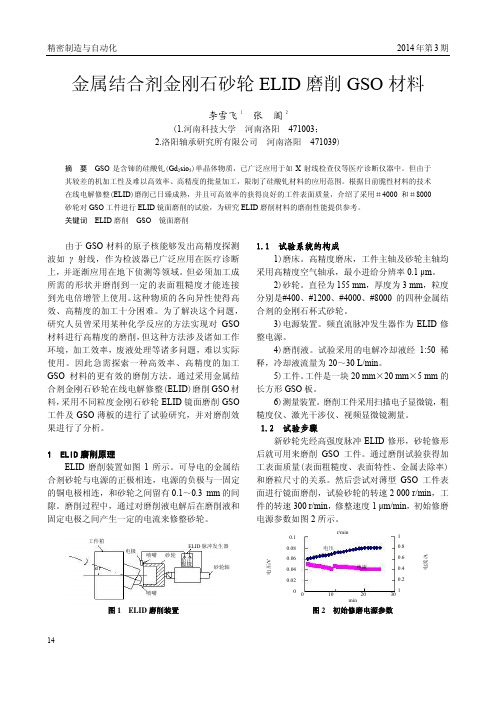
图4和图5分别为顺磨和逆磨条件下的力比和磨削比能变化结果。
和磨削力的变化结果类似,随着磨削次数的增加,力比和磨削比能逐渐减小。
顺磨的比能大于逆磨。
但是,磨削力比在两种模式下基本一致。
图4 力比变化F ig .4 V ariati on of fo rce rati o2.3 节块重量和砂轮直径的变化图6和图7分别为节块的重量和砂轮直径的变化曲线。
可以看出,砂轮的直径几乎呈线性减少,而节块重量的减少速度在开始阶段较快,然后呈逐渐减缓的趋势。
这一结果同样反映了磨削过程中节块对砂轮的修锐作用。
图8为磨削后金刚石节块表面形貌的扫描电镜照片,清晰反映了金刚石节块的有效出露。
3 结论用氧化铝砂轮平面磨削金刚石节块过程中,无论逆磨还是顺磨,磨削力和磨削比能均随磨削次数呈现逐渐下降的趋势。
顺磨下的磨削力和磨削比能均高于逆磨,但是切向力与法向力之比在两种模式下却基本相同。
磨削过程中,随磨削次数的增加,金刚石节块图5 磨削比能变化F ig .5 V ariati on of grinding specificenergy图6 节块重量变化F ig .6 V ariati on of segm en t w eight图7 砂轮直径变化F ig .7 V ariati on of grinding w heel diameter图8 节块表面的扫描电镜照片F ig .8 E lectrical scann ing pho to of segm en t su rface的重量和砂轮的直径均呈逐渐减少的趋势,但是,砂轮直径几乎呈线性趋势减少,而节块重量的减少速度在开始阶段较快,然后呈逐渐减缓的趋势。
参考文献:[1] Konstanty J .P roducti on of diamond saw blades fo r stone saw ingapp licati ons .Key Engineering M aterials ,2003,250:1-12.[2] M o linari A ,et al.Study of the diamond -m atrix interface in ho t -p ressed cobalt -based too ls .M aterials Science &Engi 2neering A :Structural M aterials :P roperties ,M icro structure and P rocessing ,1990,A 130(2):257-262.[3] Dw an J D .M anufacture of diamond i m p regnated m atrixes .M a 2terials Science and T echno logy ,1998,14(9-10):896-904..[4] Xu X P ,Yu Y Q .Saw ing perfo rm ance of diamond w ith alloycoatings ,Surface and Coatings T echno logy ,2005,198:459-463..[5] Xu X P,et al .Fo rces and energy in circular saw ing and grind 2ing of granite .T ransacti ons of A S M E:Journal of M anufactur 2ing Science and Engineering,2001,123(1):13-22.。