金刚石工具基础知识
- 格式:ppt
- 大小:7.49 MB
- 文档页数:42


第一章金刚石钻头基本知识第一节概述金刚石钻头的发展历史金刚石钻头是不同于牙轮钻头的另一类钻井破岩工具,其使用可以追溯到19世纪60年代。
最初人们以天然金刚石为切削元件制作打炮眼和挖掘隧道的工具,后来出现了用于石油钻井的钢体鱼尾式天然金刚石全面钻进钻头和取心钻头。
早期的金刚石钻头是将天然金刚石冷镶在低碳钢上的。
由于天然金刚石来源有限,价格昂贵,加之本身尺寸、性能方面的原因以及当时落后的制造工艺,大大限制了金刚石钻头在石油钻井工业中的应用。
随着粉末冶金技术的发展,出现了采用烧结碳化钨作为钻头体的胎体式金刚石钻头。
这种技术的出现使金刚石钻头的制造水平大大提高。
胎体式金刚石钻头具有耐冲蚀、耐磨损的特点,具有良好的使用性能,其制造工艺也不复杂,因此一经出现就迅速推广开来。
人造聚晶金刚石的研制成功,对金刚石钻头技术的发展起了巨大的推动作用。
人造聚晶金刚石复合片钻头(PDC钻头)的出现一度被称为20世纪80年代钻井工业技术的一大突破,这种新技术对石油钻井业的发展产生了巨大的影响。
现场使用证明,软到中等硬度地层钻井用PDC钻头具有机械钻速高、进尺多、寿命长、工作平稳、井下事故少、井身质量好等优点,并能与井下动力钻具配合用于高速钻井。
合理使用金刚石钻头可以大大缩短建井周期,降低钻井成本,提高钻井经济效益。
金刚石钻头的发展前景经过近二十多年的发展,金刚石钻头已经成为继牙轮钻头之后的又一重要破岩工具。
时至今日,PDC钻头在石油钻头市场所占的份额越来越大,几乎每年以30%的速度侵吞牙轮钻头市场。
随着新的设计理论、设计方法和材料等技术的发展,PDC钻头的适用范围也在不断扩展,以前被认为不适用于PDC钻头的地层现在也广泛使用,比如我国中原油田的文留区块的沙二至沙三地层由于地质情况复杂、夹层多,可钻性差,以前一直被认为是PDC钻头的禁区,在这里钻的井除了取心之外用的都是牙轮钻头。
可是从2000年开始,PDC钻头在这个区块的使用量逐渐增多,效果也很好,而2001年底我公司的一只8 1/2 BK542-4型PDC钻头更在该区块的文-133井创下了1600米(东营组)入井,打到3390米(沙三上)完井,纯钻时间小时,进尺1790米,平均机械钻速米的好指标。
金刚石工具分类及特点
金刚石工具根据其用途的不同,主要分为:金刚石磨削工具、金刚石锯切工具、金刚石刀具、金刚石钻探工具等几个大类。
金刚石工具是指用结合剂把金刚石(一般指人造金刚石)固结成一定形状、结构、尺寸,并用于加工的工具产品。
广义地,金刚石研磨膏、滚压锯片、冷镶金刚石拉丝模、冷镶金刚石刀具、钎焊金刚石复合片刀具等,也都属于金刚石工具。
金刚石工具分类
1、按结合剂划分有:树脂、金属和陶瓷结合剂金刚石工具三大类。
金属结合剂工艺分为烧结、电镀和钎焊等几类。
2、按用途结构划分
有:磨具——砂轮、滚轮、滚筒、磨边轮、磨盘、碗磨、软磨片等;
锯切工具——圆锯片、排锯、绳锯、筒锯、带锯、链锯、丝锯;
钻探工具——地质冶金钻头、油(气)井钻头、工程薄壁钻头、石材钻头、玻璃钻头等;
其它工具——修整工具、刀具、拉丝模等。
与金属结合剂胎体相比,树脂、陶瓷结合剂胎体强度较低,不适合做锯切、钻探、修整类工具,一般只有磨具类产品。
金刚石工具特点
金刚石具有坚硬性,故制成的工具特别适合加工硬脆材料尤其非金属材料,如石材、墙地砖、玻璃、陶瓷、混凝土、耐火材料、磁性材料、半导体、宝石等;也可以用于加工有
色金属、合金、木材,如铜、铝、硬质合金、淬火钢、铸铁、复合耐磨木板等。
目前金刚石工具已广泛应用以建筑、建材、石油、地质、冶金、机械、电子、陶瓷、木材、汽车等工业。
全面金刚石工具基础1.1金刚石的成份:早在公元1世纪的文献中就有了关于金刚石的记载,然而,在其后的1600多年中,人们始终不知道金刚石的成分是什么。
直到18世纪的70至90年代,才有法国化学家拉瓦锡(1743~1794)等人进行的在氧气中燃烧金刚石的实验,结果发现得到的是二氧化碳气体。
证明了组成金刚石的材料是碳。
1.2金刚石和石墨的区别石墨和金刚石都属于碳单质,但金刚石和石墨不是同种物质,它们是由相同元素构成的同素异型体. 所不同的是物理结构特征。
二者的化学式都是c ,石墨原子间构成正六边形是平面结构,呈片状。
金刚石原子间是立体的正四面体结构,呈金字塔形结构。
正是这种致密的结构,使得金刚石具有最大的硬度。
换句话说,金刚石是碳原子被挤压而形成的一种矿物。
1.3金刚石的硬度金刚石的硬度一般用莫氏硬度来表示,其硬度值为10 。
显微硬度10000kg/mm2,显微硬度比石英高1000倍,比刚玉高150倍。
依照莫氏硬度标准(Mohs hardness scale)共分10级,钻石(金刚石)为最高级第10级;如小刀其硬度约为5.5、铜币约为3.5至4、指甲约为2至3、玻璃硬度为6。
1.4工业金刚石金刚石由其生成方式分为天然金刚石和人工合成金刚石,用于金刚石工具制作的一般是人工合成金刚石。
也称作工业金刚石。
其密度为 3.52g/cm3, 其质量单位一般情况用“克拉”表示,1克拉=0.2克。
人造金刚石的粒度(颗粒大小)一般用“目”表示。
人造金刚石常见粒度为25/30、30/40、40/45、45/50、50/60、60/70… …2、粉料金刚石工具的原材料,除金刚石之外,其它主要为粉末,这些粉末可以是金属、非金属,也可以是合金、化合物。
金刚石工具采用的粉末,不仅仅对化学成分有一定的要求,而且对粉末颗粒的大小、形状、松装比重、压制性、烧结性等也有不同的要求,这取决于金刚石工具的用途、品种、生产工艺等因素。
(a) 铜粉:电解法制取,颗粒形态为树枝状,玫瑰红色,氧化后颜色发暗,严重时变成黑色粉末。

金刚石工具中合金元素的基本性质与作用金属的分类1、按密度:重金属(﹥4.5g/cm3)轻金属(﹤4.5g/cm3)2、按冶金传统:黑色金属:Fe 、Cr、Mn有色金属:除Fe 、Cr、Mn外3、壳中含量:常见金属:Zn、Mg、Fe、Al稀有金属:Ta钽、Mo钼按地一. Fe的基本性质1.1 Fe 的物理性质:具有银白色光泽的金属l良好的导电性、导热性和延展性,密度较大(7.86g/cm3)熔点(1535℃)、沸点较高。
图1.1纯Fe棒照片1.2 Fe的化学性质1、与非金属反应:2Fe+3Cl2 = 2FeCl3 3Fe+2O2 = Fe3O42、与酸反应:Fe+2HCl = FeCl2+H2↑常温:遇到浓H2SO4、浓HNO3会发生钝化3、与盐反应:Fe+CuSO4= FeSO4+ CuCu包Fe的化学反应方程式4、与水反应:3Fe+4H2O(g) = Fe3O4+4H2烧结时,受潮铁粉会产生严重氧化二.Fe在金刚石工具中的作用2.1 Fe的基本作用:1、是金刚石工具中最基本、最常用的胎体烧结成分。
2、常用的铁粉有还原铁粉、电解铁粉和羰基铁粉(Fe(CO)5)。
其中羰基铁粉颗粒细、使用效果好,价格高,常用于高档工具。
对于传统的铁基金刚石工具,使用羰基铁粉能提高基体对金刚石的把持力,提高基体的耐磨性能。
3、在金刚石工具胎体中与Ni、Cu、Sn等元素共同作用,形成烧结组织,共同把持金刚石。
4、是烧结胎体中的基本耐磨相。
5、胎体中的Fe含量高时,胎体的烧结温度提高、硬度提高、耐磨性提高,但工具的锋利度下降。
6、花岗岩小锯片、中径花岗岩锯片、大直径花岗岩锯片(大刀头)、低档薄壁钻、陶瓷滚筒、磨边轮、磨块中Fe的含量较高。
图2.1电解Fe粉的SEM形貌图2.2 Fe在金刚石工具中的基本特性:1、Fe在1550℃下对金刚石的润湿角为50°,比Ni、Co稍低,但却具有对金刚石最高的附着功,约为3040×10-7J/cm2,说明Fe和金刚石的界面结合最牢固;2、Fe的热膨胀系数为11.7×10-6/℃,比Cu、Ni、Co都低,在加热及冷却过程中的体积效应也要比Cu、Ni、Co基粘结剂小一些;3、Fe基粘结剂具有广谱性,可广泛应用于软岩、中硬岩、硬岩等的切割工具中。
刀具基础知识一、刀具材料应具备的性能;A,高的硬度和高耐磨性1.硬度是刀具材料应具备的基本特性2.耐磨性是指材料抵抗磨损的能力。
B,足够的强度和韧性1.强度是刀具材料抵抗破坏的能力2,韧性是指材料发生断裂时外界做功的大小。
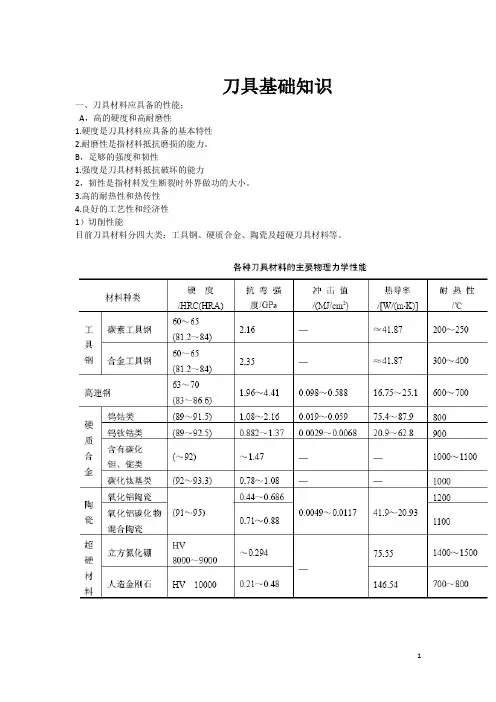
3.高的耐热性和热传性4.良好的工艺性和经济性1)切削性能目前刀具材料分四大类:工具钢、硬质合金、陶瓷及超硬刀具材料等。
常用的刀具材料一、工具钢1. 碳素工具钢碳素工具钢是含碳量为0.65%~1.3%的优质碳素钢。
常用的钢号有T7A、T8A等。
耐热温度:200℃~300℃。
2. 合金工具钢1868年,英国的穆舍特制成含钨的合金工具钢。
在碳素工具钢中加入适当的元素铬(Cr)、硅常用的合金工具钢有9CrSi,CrWMn等(Si)、锰(Mn)、钒(V)、钨(W)等炼成的。
耐热温度:325℃~400℃。
主要用于制造细长的或截面积大、刃形复杂的刀具。
二,高速钢高速钢是一种富含钨(W)、铬(Cr)、钼(Mo)、钒(V)等元素的高合金工具钢。
美国的F.W.泰勒和M.怀特于1898年创制的。
含碳量一般在0.70~1.65%之间。
耐热温度:500℃~650℃。
高速钢的抗弯强度是硬质合金的3~5倍,冲击韧性是硬质合金的6~10倍1.普通高速钢(HSS)2.钨系高速钢:W18Cr4V (W18)3.具有较好的综合性能,可制造复杂刃型的刀具。
但由于钨是稀有金属,现在很少使用。
4.钨钼系高速钢:W6Mo5Cr4V2 (M2)5.M2的碳化物颗粒小,分布均匀,具有较高的抗弯强度、塑性、韧性和耐磨性。
又因为钼的存在,使其热塑性非常好。
2. 高性能高速钢(HSS-E)高性能高速钢是在普通高速钢中增加一些碳、钒及添加钴(Co)、铝等元素的新钢种。
钴高速钢:W2Mo9Cr4VCo8 (M42)一种含钴的超硬高速钢,常温硬度67HRC-69HRC,具有良好的综合性能。
铝高速钢:W6Mo5Cr4V2Al在M2的基础上加Al、增C,提高了钢的耐热性和耐磨性。
金刚石刀具篇,你要找的这里都有——天然钻石刀具、人造钻石刀具等以金刚石为代表具有硬度很高的物质,统称为超硬材料,金刚石是当之无愧的超硬材料,是目前发现的最硬的工具材料。
超硬材料刀具——金刚石刀具是由超硬材料金刚石为主要切削部分制作的,是人类生产工具中的一种先进工具,特别是现代制造业,金刚石刀具以其超凡的锋利和性能为制造业创造了很高的生产率!金刚石刀具种类金刚石刀具的种类多种多样,常见的分类方式有按照刀具材料和刀具结构应用。
1、按照刀具材料和制造工艺划分,可以分为单晶金刚石刀具和聚晶金刚石刀具,天然金刚石刀具和人造金刚石刀具,其中单晶金刚石刀具有天然钻石刀具和人造单晶钻石刀具(高温高压合成和CVD合成),人造金刚石刀具又分为人造单晶钻石刀具、聚晶金刚石刀具、CVD金刚石涂层刀具等。
天然钻石刀具、人造单晶钻石刀具、聚晶金刚石刀具(PCD刀具)、CVD金刚石刀具等。
2、按照刀具结构来分,主要有车刀、数控刀片、铣刀、轮廓刀、倒角刀、切槽刀。
(单晶车刀、刀片所配备的机床为单点金刚石车床或其他精密车床;铣刀、倒角刀类常搭载CNC雕铣机或加工中心。
)金刚石刀具材料单晶金刚石刀具有天然和人造两种,天然单晶金刚石数量少,价格昂贵,主要用于光学行业如眼镜、光学镜头、数码电子光学配件、汽车光学系统、航天特殊飞行眼镜等,以及某些有色金属的超精密切削加工中。
人造单晶金刚石具备与天然单晶金刚石相同的结构而且有与之相媲美的性能,同时成本相对天然金刚石低廉,具有广泛的工业应用和商业前景,主要用于有色金属的超精密切削、亚克力领域以及要求高光效果的机加工中。
(1)天然金刚石(ND):天然金刚石约98%属于Ia型氮[N](~2500ppm)天然金刚石的形成大部份是在至少25亿年的岩石中产生,而且大约在140~200公里的地底下形成,在这个深度下的强大压力(每平方基叶150万磅)和极高温度(约2800℃)造成稀有的碳原子紧密的聚集在一起,而形成的晶体结构。
刀具基础知识一、刀具材料应具备的性能;A,高的硬度和高耐磨性1.硬度是刀具材料应具备的基本特性2.耐磨性是指材料抵抗磨损的能力。
B,足够的强度和韧性1.强度是刀具材料抵抗破坏的能力2,韧性是指材料发生断裂时外界做功的大小。
3.高的耐热性和热传性4.良好的工艺性和经济性1)切削性能目前刀具材料分四大类:工具钢、硬质合金、陶瓷及超硬刀具材料等。
常用的刀具材料一、工具钢1. 碳素工具钢碳素工具钢是含碳量为0.65%~1.3%的优质碳素钢。
常用的钢号有T7A、T8A等。
耐热温度:200℃~300℃。
2. 合金工具钢1868年,英国的穆舍特制成含钨的合金工具钢。
在碳素工具钢中加入适当的元素铬(Cr)、硅常用的合金工具钢有9CrSi,CrWMn等(Si)、锰(Mn)、钒(V)、钨(W)等炼成的。
耐热温度:325℃~400℃。
主要用于制造细长的或截面积大、刃形复杂的刀具。
二,高速钢高速钢是一种富含钨(W)、铬(Cr)、钼(Mo)、钒(V)等元素的高合金工具钢。
美国的F.W.泰勒和M.怀特于1898年创制的。
含碳量一般在0.70~1.65%之间。
耐热温度:500℃~650℃。
高速钢的抗弯强度是硬质合金的3~5倍,冲击韧性是硬质合金的6~10倍1.普通高速钢(HSS)2.钨系高速钢:W18Cr4V (W18)3.具有较好的综合性能,可制造复杂刃型的刀具。
但由于钨是稀有金属,现在很少使用。
4.钨钼系高速钢:W6Mo5Cr4V2 (M2)5.M2的碳化物颗粒小,分布均匀,具有较高的抗弯强度、塑性、韧性和耐磨性。
又因为钼的存在,使其热塑性非常好。
2. 高性能高速钢(HSS-E)高性能高速钢是在普通高速钢中增加一些碳、钒及添加钴(Co)、铝等元素的新钢种。
钴高速钢:W2Mo9Cr4VCo8 (M42)一种含钴的超硬高速钢,常温硬度67HRC-69HRC,具有良好的综合性能。
铝高速钢:W6Mo5Cr4V2Al在M2的基础上加Al、增C,提高了钢的耐热性和耐磨性。
金刚石锯片知识全解答——湖北银天金刚石锯片是一种切割工具,广泛应用于石材,陶瓷等硬脆材料的加工.金刚石锯片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前最硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。
在使用过程中,金属胎体与金刚石一起消耗,一般较理想的情况是金属胎体消耗较金刚快,这样就既能保证刀头的锋利度又能确保刀头有较长的寿命.金刚石锯片的分类: 越来越多的行业在生产过程当中使用金刚石锯片,随着行业的整合细分,金刚石锯片的种类愈见细化。
一.制造工艺分类: 1、烧结金刚石锯片:分冷压烧结和热压烧结两种,压制烧结而成。
2、焊接金刚石锯片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。
3、电镀金刚石锯片:是将刀头粉末通过电镀方法附着在基体上。
二.外观分类: 1、连续边缘锯片:连续锯齿金刚石锯片,一般通过烧结方法制作,常用青铜结合剂作为基础胎体料,切割时须加水以保证切割效果,并有用激光将刀头切割缝隙的种类。
2、刀头型锯片:锯齿断开,切割速度快,适合干、湿两种切割方法。
3、涡轮型锯片:结合了前面1、2两项的优势,锯齿连续呈现涡轮状均匀凸凹,提高了切割速度,增加使用寿命。
不同的材料选用不同种类的金刚石锯片,不同粉类配方适合不同材质的特性,对材料产品的质量、效果、合格率乃至成本和效益造成直接的影响。
影响金刚石圆锯片效率和寿命的因素有锯切工艺参数和金刚石的粒度、浓度、结合剂硬度等。
据切能数有锯片线速、锯切浓度和进刀速度。
一、锯切参数 (1)锯片线速度:在实际工作中,金刚石圆锯片的线速度受到设备条件、锯片质量和被锯切石才性质的限制。