绕线机操作说明ppt课件
- 格式:pdf
- 大小:312.68 KB
- 文档页数:2
1. 前言 (2)2. 主要特征 (2)3.面板说明 (3)4. 编辑绕线资料 (5)5. 绕线方式选择 (6)6. 执行绕线功能 (9)7. 装机设定 (10)8. 安装与接线 (12)9.简易保养及故障排除 (16)/ 、八—1.前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2 . 主要特征♦采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
♦记忆体使用FLASH ROM,容量大,可储存1000步序之绕线资料,每一步序可分别设定9 种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
♦可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
♦绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
♦绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
♦计数分辨率高,可达0.05圈。
♦排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
♦排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
♦排线轴提供99段定位速度选择。
♦排线轴位移单位设置范围广,适用各类规格的螺杆。
♦具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
♦ 一组编辑密码设定,以防止设定资料被任意更改。
♦兼容性强,可直接替代同类型控制器。
♦电源可分AC 100〜120V 及220V 〜240V 等机种供选择。
I^IPI H序MI A IMI産定Ifill 01110B |兩;||自|| I 0 II清除|門|輸入|自動I 丘車I I 跳段I I 退段3.1 .电源:附有指示灯之电源开关,管制本控制器之 AC 电源3.2 .按键厘用: 共十键,用来输入数值之用 寵:用来进入或离开资料设定状态C 翦:用来设定目标产量。
友豪绕线机线操作说明在操作前操作者必须仔细阅读过此操作手册,并在理解的基础上方可操作设备!要确定设备上无其它杂物及人体不要靠近设备的动作元件,气压正常,电源电压稳定,这时方可把设备的空气开关扳到上面,再把急停开关旋到上面,再按开机按钮以接通电源,要确保设备在停止的状态时才可靠近设备的工作区域,停止状态可通过白灯亮来确认。
面板按钮主要由启动按钮(绿色),停止按钮(黄色),急停按钮(蘑菇头红色),复位按钮(黑色),开机(白色)在刚上电时必须按复位按钮进行复位。
当把急停按钮旋到上面接通电源,再按下复位按钮时设备开始复位,等复位完成设备会停止,等待按启动按钮,按了启动设备会根据是自动方式还是单步方式运行,自动的话设备会连续的的运行,单步的话设备是要人工每按一次启动设备运行一个动作在出现报警或检测信号超时设备停止工作,排除了报警情况方可按启动按钮让设备工作。
按下停止按钮时设备运行将停止,再按启动按钮设备会接着原来的步骤做下去。
按下急停按钮时设备将断开电源,设备无法运行!按下复位按钮此设备进行复位!操作流程1.首次开机会自动复位。
2.进入开机画面点说明书,查看操作流程。
3.在开机画面中点进入,将进入到操作画面。
4.在操作画面中请输入相关的参数。
如:骨架的宽度、线径的大小、开机的速度、产量的设定和圈数的设定。
5.设定方案:触摸需要设定的功能键,将跳出键盘,输入正确的数值;输入错误时按CR键清除,按ES键退出,输入完后按ENT。
6.设定时需要注意:有小数点的一定要看清楚,不要超出范围,否则导致不能输入或机器的不正常工作,甚至损坏。
7.设定完成后,不要急于开机,按设定画面进入,在此画面您可以选择绕线的旋转方向,排线开始的方向,刹车的开启与否,张力的归位,张力归位很重要,归位的方法为将张力检测器位置与线拉成一条直线,然后按下归位按钮,在每次开机前都应执行此操作,否则将出现不正常的现象,在此画面中还有产量的归零,还包括排线的开始点设定提前减速的速度设定,提前减速度是指圈书快到时而减速停机,防止圈到马上急停由于惯性而导致的圈数不准,提前减速的圈数设定,即设定在提前几圈时开始减速,开机时的慢速设定圈数设定,是为了在开机时加速的缓冲,减速时的刹车时间设定一般设定为0.2,停机时的刹车时间设定,当刹车开关打开时,时间设定无效。
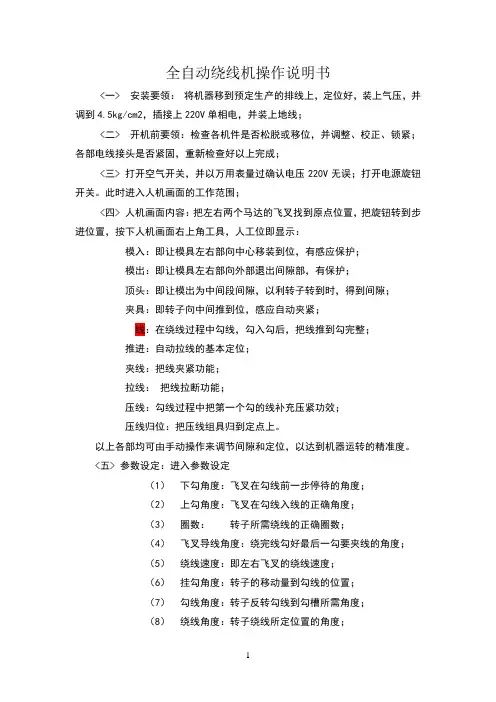
全自动绕线机操作说明书<一> 安装要领:将机器移到预定生产的排线上,定位好,装上气压,并调到4.5kg/cm2,插接上220V单相电,并装上地线;<二> 开机前要领:检查各机件是否松脱或移位,并调整、校正、锁紧;各部电线接头是否紧固,重新检查好以上完成;<三> 打开空气开关,并以万用表量过确认电压220V无误;打开电源旋钮开关。
此时进入人机画面的工作范围;<四> 人机画面内容:把左右两个马达的飞叉找到原点位置,把旋钮转到步进位置,按下人机画面右上角工具,人工位即显示:模入:即让模具左右部向中心移装到位,有感应保护;模出:即让模具左右部向外部退出间隙部,有保护;顶头:即让模出为中间段间隙,以利转子转到时,得到间隙;夹具:即转子向中间推到位,感应自动夹紧;线:在绕线过程中勾线,勾入勾后,把线推到勾完整;推进:自动拉线的基本定位;夹线:把线夹紧功能;拉线:把线拉断功能;压线:勾线过程中把第一个勾的线补充压紧功效;压线归位:把压线组具归到定点上。
以上各部均可由手动操作来调节间隙和定位,以达到机器运转的精准度。
<五> 参数设定:进入参数设定(1)下勾角度:飞叉在勾线前一步停待的角度;(2)上勾角度:飞叉在勾线入线的正确角度;(3)圈数:转子所需绕线的正确圈数;(4)飞叉导线角度:绕完线勾好最后一勾要夹线的角度;(5)绕线速度:即左右飞叉的绕线速度;(6)挂勾角度:转子的移动量到勾线的位置;(7)勾线角度:转子反转勾线到勾槽所需角度;(8)绕线角度:转子绕线所定位置的角度;(9)转子导线角度:绕完线勾好最后一勾,转子转到让夹线达到入导槽的角度;(10)压线角度:补助第一次勾线不让线脱或断的角度;<六>转子分类为对比槽数与勾数的设定法,分为1:1式、1:2式和1:3式,一般只取前二者用之,而此二者各分类:左叠式和右叠式。
(1) 1:1的左叠法,其参数设定如下,例如10槽 10勾,分度即每一勾的角度为360°/10=36°,依勾线管口和预勾线的位置需求角度为128°,而勾线角度即为:128°。
wk-20无刷直流绕线机说明书
一、按钮开关说明﹕
1、显示器
2、夹嘴
3、按键面板
二、操作步骤﹕
1、打开绕线机电源开关。
2、设置机器。
A、设置绕线圈数:按产品设置按键→移动光标至(T)→设置产品绕线圈数(T)→设置刹车时间(t)
B、恢复出厂状态模式:请注意使用此功能。
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。
清空后,系统将在1号产品内放置一套默认的产品数据作为当前产品。
C、机器参数设置模式:用户可根据自己的需求对控制系统进行个性化设置,设置方法只需按“转换”键在“Y”(yes)与“N”(no)之间转换。
3.关机。
产品绕线完成以后关闭电源。
三、注意事项
1、保持设备表面清洁,每天不定时对其表面进行抹擦。
2、如非必要,请勿打开设备门。
3、机器在转动时请勿将手放在转动处,应注意安全操作。
4、非相关专业技朮人员严禁修改仪器的各项参数设置。
5、本仪器的接入电压为220V。
6、气压规格0.45Mpa-0.68Mpa。
绕线机说明书CNC-210EXDCNC-210EXD使用手冊 F-6681版本DOC NO:010503 Page 1 of 15 目錄1.2.3.4.5.6.7.8.9.前言 (2)主要特性 (2)面板說明 (3)編輯繞線資料.............................................................4 繞線方式選擇.............................................................6 執行繞線功能.............................................................8 裝機設定....................................................................9 安裝與接線...............................................................12 簡易保養及故障排除 (14)1. 前言CNC-210S 是本公司所發展出的㆒系列繞線機控制器,由於控制機能完整,廣為繞線業界所愛用,因此CNC-210S幾乎已成為繞線機的標準配備。
本公司為追求 CNC-210S 控制器機能的更加提升,特別針對各方客戶的不同須求及寶貴意見,開發完成新的CNC-210EXD外接驅動器專用機型,以取代原有之外接型控制器。
此新機型採用更精密且功能更強大的單晶片微處理器,不但保留了與原機型相容之操作方式及所有功能,更提升了控制器之運轉效率及介面擴充能力,可依不同運用場合及客戶之需求提供更有彈性的功能修改,使用範圍更為廣泛。
CNC-210EXD 系列依內部驅動迴路的有無分為 CNC-210EXD1 外接㆒型, CNC-210EXD2 外接㆓型等機種,以供不同使用場合選用。
绕线机操作手册介绍绕线机是一种用于线材绕制和绕线的设备。
本操作手册旨在向操作人员提供关于绕线机的正确使用和操作的指南。
安全注意事项- 在操作绕线机之前,确保已经仔细阅读并理解了本操作手册中的所有内容。
- 操作人员应知晓和理解绕线机的工作原理和操作步骤,同时遵守相关的安全规定。
- 在进行任何维护、调整或更换配件之前,务必将绕线机断开电源,并等待机器完全停止运行。
- 使用绕线机时,操作人员应戴上适当的个人保护装备,如手套和护目镜。
绕线机操作步骤1. 将绕线机连接到电源,并确保电源接线正确无误。
2. 打开绕线机的电源开关,并等待机器初始化。
3. 根据需要,调整绕线机的绕线速度和张力控制。
4. 将待绕线的线材固定在绕线机的夹持装置上。
5. 按下启动按钮,绕线机开始工作。
6. 监视绕线过程,确保线材按照预定要求进行正确绕制。
7. 在完成绕线后,按下停止按钮,绕线机停止工作。
8. 断开绕线机的电源,关闭电源开关。
维护和故障排除- 定期清洁绕线机的表面和机械部件,以确保其正常运行。
- 如果绕线机出现异常响声、异味或其他不寻常情况,立即停止使用,并联系维修人员进行检查和维修。
- 遵循维护计划,及时更换损坏或老化的配件,确保绕线机的正常使用和安全性。
总结本操作手册提供了绕线机的操作指南,包括安全注意事项、操作步骤和维护要点。
请操作人员在使用绕线机之前,仔细阅读并遵守本操作手册中的所有指导,并确保安全操作和正常绕线机的运行。
注意:本操作手册提供的信息仅供参考,具体操作和维护步骤可能因绕线机型号和制造商而异。
在实际操作中,请始终遵循绕线机制造商提供的具体操作手册和指导。
手排绕线机操作说明书LQ-100绕线机功能及操作说明一、功能说明:1.段位:0-10段(可扩充至99段)。
2.可绕圈数:0-9999.9圈。
3.启动慢速:0-99圈(本功能须在“调速模式”致ON时,方能设定)。
4.预先停车:0-999圈。
5.生产量:0-9999个。
6.刹车时间:0.1-5秒.二、按键说明:0号键:于待机状态长按此键5秒以上,则会显示内码1100011或100011。
此内码如不符则更改成任一种。
1号键:于停车时作进一段功能(所设定之段位须有2段以上)。
2号键:于停车时作当前段位的圈数归零用。
3号键:于停车时各段归零用,无论当前段位和圈数如何,都归位至第一段,圈数为零。
4号键:持续按一秒以上会显示4=0或4=1,作刹车保持与否之切换。
0=不保持,1=刹车保持用。
5号键:刹车次数选择,可选择1次,2次,3次。
(本功能须在“调速模式”为ON时,方能设定)。
6号键:启动慢速的圈数设定,0-99圈。
此设定无论有几段,其启动慢速都以此设定为准,无法逐段设定。
(本功能须在“调速模式”为ON时,方能设定)。
三、内部功能介绍及选定:以下功能须在停车时按住0号键2秒,即进入设定状态,依每一项的号码直接作选择更改。
四、操作说明:1、段位、圈数、马达正反转及预先停车设定:若要绕三种圈数:第一段为1000圈,预行停车为5圈;第二段为2000圈,马达反转,预先停车为8圈;第三段为3000圈,预先停车为10圈。
按(设定) 1(第一段) 1000(圈数) 按[-1]键选择马达方向,每按一次即自动切换方向一次按预先停车按5后第一段完成。
按(设定) 按2(第二段) 再按2000(圈数) 按[-1]键改变马达方向按预先停车按8后第二段完成。
按(设定) 按3(第三段) 再按3000(圈数) 按[-1]键改变马达方向按预先停车按10后第三段完成。
2、修改设定:若要修改已设定之其中段位的圈数时,可直接按段位选择再输入新的数值即可,无须再从第一段开始设定。
注意:使用本机之前,请仔细阅读本说明书,否则操作错误将给机器造成毁灭性的损坏一、 上电前注意事项1-1、 检查机器的接入电源是否满足要求,本系统使用AC220V (±20V ),50Hz 交流电源;1-2、 检查气源是否满足4Bar —7Bar;气源过低会使机器工作不正常,过高则将使机器的气动元件出现过早损坏现象;1-3、 确定排位电机是否在正常行程内;如果不在,可用手慢慢推到正常行程内;工作画面操作键说明 :回首按键:按下后屏幕将返回开机画面;手动调试按键:在停机或侍机状态下,按下后屏幕将跳转到手动画面参数设置按键:按下后屏幕将跳转到参数存取画面操作模式切换按键:每按一次,机器在单步、单周期、全自动三种模式中切换;电机启动按键:每按一次,分度盘步进电机、主轴电机、排位电机在启动、停止两种状态切换;启动按键:按下后,机器启动运行;停止按键:机器运行时,按下后,机器运行完当前步骤后,自动停止;复位按键:机器侍机状态下,按下后,机器执行复位动作;参数存取画面:系统设置画面:转至系统设置画面转至输入输出点监视画面设置是气压低时是否关闭热风参数设置画面:参数设置画面的参数说明:总匝数:设置线圈的总匝数;主轴转速:设置绕线时主轴的最大速度;每层匝数:设置线圈每层的匝数;启绕点:设置开始绕线时排位轴的位置;线材直径:设置线材的直径;转层角度:设置绕圈每层绕完设置的匝数后再转层的角度;脱模点:设置线完线圈后,飞叉退回时的位置;启绕角度:设置开始绕制线圈时,飞叉的角度;停止角度:设置绕线完成时,飞叉停止的角度;A盘自转:每次线完一个产品时,A盘转动的位置数;B盘自转:B盘每次转动的位置数;B盘间隔:设置B盘旋转间隔;加速时间:设置主轴从启动到最高速的比例;减速时间:设置主轴从最高速到停止时的比例;定位速度:设置排位轴定位的速度;转盘速度:设置转盘的运转速度;启绕延时:设置挂线完成后,延时启动主轴的时间;停绕延时:设置绕线完成后,延时后,排位轴再退回;启绕点修正画面:启绕线修正是为了补偿模具制造误差而设立的,经1#模具为参考值,分别对每个模具的启绕点修正;模具的装卸:一套模具总共有19件,其中六个轴芯,六个轴套、一个小模头、六个接线棒。
引言概述绕线机是一种常见的电工设备,用于将导线或线圈绕在线轴上。
它广泛应用于电子设备制造、电力工程和通信领域。
正确操作绕线机对提高生产效率、保证产品质量至关重要。
本文将详细介绍绕线机的操作步骤和注意事项,帮助操作人员正确使用该设备。
正文内容一、设备准备1.1 检查设备完整性:确认绕线机的各个零部件齐全,并检查是否有损坏或缺失的情况。
1.2 供电连接:确保设备的电源线正确连接到电源插座,并检查电源开关是否处于关闭状态。
1.3 安全防护:佩戴符合规定的个人防护装备,如安全手套、护目镜和防护服等。
二、操作步骤2.1 线轴准备:根据所需绕线规格选择合适的线轴,并将其安装到绕线机上。
2.2 线材准备:选择适当长度和规格的线材,并解开其绕成的圈圈。
2.3 设置绕线参数:根据需要的线圈直径、绕线速度等参数,将绕线机设定为合适的模式。
2.4 固定线头:将线材的一端固定在线轴上,确保其稳定且没有松动。
2.5 启动绕线机:按下启动按钮,开始绕线过程。
2.6 监控绕线过程:观察线材是否正常绕在线轴上,并注意是否有异常情况发生。
2.7 结束绕线:当绕线达到设定要求时,按下停止按钮停止绕线机的运行。
2.8 剪断线材:使用剪线钳将线材剪断,并留出适当长度的线头。
三、注意事项3.1 安全操作:在操作绕线机时,应注意避开运动部件,避免手部或其他身体部位被夹住。
3.2 线材质量:选择符合规定的线材,确保其质量良好,以免对绕线机的正常运行产生影响。
3.3 绕线速度:根据线材规格和绕线要求,适当调整绕线机的绕线速度,避免过快或过慢导致线圈质量不符合要求。
3.4 线材张力:绕线过程中,要确保线材的张力适当,过大过小都可能导致线圈质量下降。
3.5 维护保养:定期清洁和检查绕线机,确保设备正常运行,并根据需要进行润滑和更换磨损部件。
四、故障处理4.1 停电故障:当绕线机停电时,应立即停止绕线并检查电源连接情况。
4.2 线材卡住:当线材被卡住时,应及时停下绕线机,并小心操作将线材解卡,避免线材断裂或其他损坏。
深圳市兴锐达電子机械有限公司SHENAHEN XINRUIDA ELECTRONICS TECHNOLOGY CO .LTO地址:深圳市宝安区龙华镇赤岭头工业区十七巷二号邮编:518109TEL:*************FAX:0755-******** 网址: E-mail:*********************目錄一、功能介紹 (2)二、面板介紹 (2)三、按鍵指引 (2)四、數值顯示窗功能 (3)五、狀態指示燈介紹 (4)繞線機資料設定編輯 (4)六、設定專案資料說明 (4)七、選擇專案資料說明 (4)繞線資料設定方式 (5)八、設定啟始步序及結結步序 (5)九、設定繞線資料 (5)十、圖例說明 (5)繞線資料變更修改 (5)特殊繞線功能介紹 (6)繞線技巧討論 (7)系統內部功能設定 (8)特殊功能設定 (9)保證書 (11)保修卡 (12)一、功能介紹:◆本電腦控制器系採用最新同步隨耦式排線,精准度極高,在超速排線中不會有擋機現象。
◆超高智慧模式,具自我檢測功能,包括設定錯誤、超速追蹤及速度校準。
◆採最新式交換式電源供應器,穩定性佳。
◆具遊標量尺功能,可輕易測得繞線寬度,啓繞點。
◆於運轉中,可隨意改變主軸馬達速度,排線器隨之同步隨耦。
◆主軸馬達啓動後,速度爬昇時間可依機種特性隨意更改。
◆具排線超速偵測功能,能自動降低主軸速度至最穩定狀態。
◆運轉速度RPM及生産量,於運轉中及停車時自動切換顯示。
◆超大記憶容量,可存取1000組步序。
◆一組RS-485介面,可與個人電腦連線,以便統合管理繞線資料。
◆刹車時間及次數選擇,可依機械特性、線逕大小及速度快慢自行設定,一次、兩次或三次。
二、面板介紹:三、按鍵指引:=共十個鍵,爲設定各項資料之數據。
╋=該鍵爲運轉中,微調主軸速度用,可隨意昇降其速度,原設定速度值隨其更改並輸入記憶體=該鍵爲排線器遊標尺功能,可於停車時作遊標尺測定啓繞點及寬度,亦可於資料設定時直接以遊標值做資料設定“存入”動作。
MRJ-3型自动排线绕线机使用说明第一章第一次开机前的准备工作1、注意事项●开机之前请仔细阅读本说明书定使用)。
●请勿受腐蚀性气体侵蚀,并保证不让油污进入机箱●请勿将本机置于室外或能浸水的地方●请将本机放在平稳的桌子上或平板上,保证机器平稳运行2、电源要求及连接方法◆电源要求:本机对电源的要求不高,但为了保证机器正常、安全地工作,请严格按要求连接电源。
①本机器的工作电压为:220±10%V。
如当地电网电压不符合要求,请配备一个稳压电源。
②本机器要求可靠接地。
◆电源线的连接:本设备随机有一副电源线,只要将电源线的一端插在机器后面板电源插座上,另一端插在符合要求的电源上,两端接插要可靠,无松动即可。
第二章基本功能参数1、总功率:<120W2、主轴无刷直流电机功率:80W3、主轴转速:0-6000r/min4、主轴精度:0.1圈5、排线杆行程:<=25mm6、排线杆精度:0.005mm7、绕制线经范围:0.02-0.40mm第三章主要部件名称及功能为了使每一位用户能在最短的时间里学会操作,那么对本设备的几个主要部件必须得有一个了解。
本机器主要由四大部分组成,包括:主轴系统,控制系统,排线系统、张力系统。
下面就这四部分的主要功能作简单的说明:1.主轴系统:主轴系统是由一台无刷直流电动机、一套手轮、一套编码器等组成。
它主要是完成绕线动作,使需要绕线的绕线体作圆周运动,带动铜线使其绕在绕线体上,同时准确记录绕制匝数,并向控制系统提供绕线反馈信息。
2.控制系统:控制系统是绕线机的中枢,它控制着绕线机的所有动作。
包括主轴系统和排线系统的工作、显示、功能操作等。
因此,这个控制系统必须是一个功能强大,性能稳定、可靠的系统。
本机采用的是单片机控制,外加一些进口的元器件、名牌部件组成的控制系统,它能确保绕线机长期稳定地工作。
3.排线系统:排线系统由步进电机、步进电机驱动器、滚珠丝杠、排线杆、丝杠限位开关及丝杠位置闭环检测等部分组成。
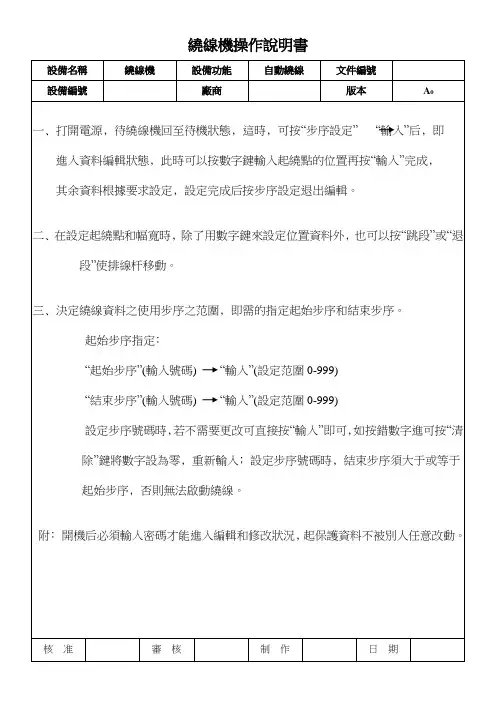
第 1 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
1 2
3
一﹑按钮开关说明﹕
1、显示器
2、夹嘴
3、按键面板
核准审核制作日期
第 2 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
二﹑操作步骤﹕
1﹑打开绕线机电源开关。
2﹑设置机器。
A﹑设置绕线圈数:
按产品设置按键→移动光标至(T)→设置产品绕线圈数(T)→设置刹车时间(t) →
B、恢复出厂状态模式:请注意使用此功能!!!
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。
清空后,系统将在1号产品内放置一套默认的产品数据作为当前产品。
C、机器参数设置模式:
用户可根据自己的需求对控制系统进行个性化设置,设置方法只需按“转换”键在“Y”
(yes)与“N”(no)之间转换。
3.关机
产品绕线完成以后关闭电源。
三﹑注意事项
1﹑保持设备表面清洁﹐每天不定时对其表面进行抹擦。
2﹑如非必要﹐请勿打开设备门。
3﹑机器在转动时请勿将手放在转动处﹐应注意安全操作。
4﹑非相关专业技朮人员严禁修改仪器的各项参数设置。
5﹑本仪器的接入电压为220V。
6、气压规格0.45Mpa~0.68Mpa
核准审核制作日期。