焊接试板制造工艺卡
- 格式:docx
- 大小:15.47 KB
- 文档页数:1
产品名称
焊接工艺评定试板
部件名称
焊接工艺评定试板
部件型号/材质
120×90×20/16MnⅡ
件号
产品编号
图号
材料标记
代用材料规格及牌号
筒节号
工艺过程及工艺要求
控制项目及数据
自检
专检
序号
工序
名称
控制点
工艺要求
控制项目
控制数据
实测数据
操作者
日期
实测数据
检验员
日期
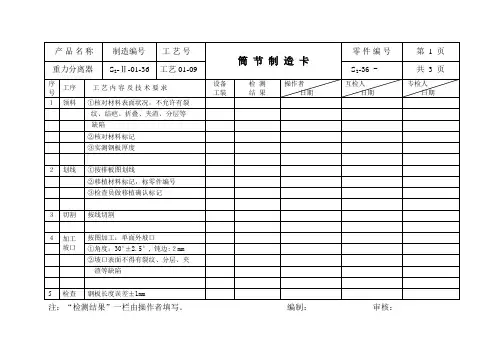
1
备 料
核对材料规格及标记,检查表面质量。
材料规格
δ=20
a≥150
b≥120
2
堆焊
在板材上堆焊不锈钢复合层,保证切除整平后不锈钢复合层厚度为4mm。堆焊参见焊接工艺卡
3
划线
1、按图纸尺寸划线,两对角线长度差≤3mm2、打样冲标记 3、作出材料标记移植。
长×宽×厚
120×90×20
对角线长度
200±2
4
下料
1、按划线样冲切割 2、清理熔渣及飞边 3、按图样边
焊接工艺评定试板
部件名称
焊接工艺评定试板
部件型号/材质
120×90×20/16MnⅡ
件号
产品编号
图号
材料标记
代用材料规格及牌号
筒节号
工艺过程及工艺要求
控制项目及数据
自检
专检
序号
工序
名称
控制点
工艺要求
控制项目
控制数据
实测数据
操作者
日期
实测数据
检验员
日期
1
备 料
核对材料规格及标记,检查表面质量。
材料规格
δ=20
a≥150
b≥120
2
堆焊
在板材上堆焊不锈钢复合层,保证切除整平后不锈钢复合层厚度为4mm。堆焊参见焊接工艺卡
3
划线
1、按图纸尺寸划线,两对角线长度差≤3mm2、打样冲标记 3、作出材料标记移植。
长×宽×厚
120×90×20
对角线长度
200±2
4
下料
1、按划线样冲切割 2、清理熔渣及飞边 3、按图样边