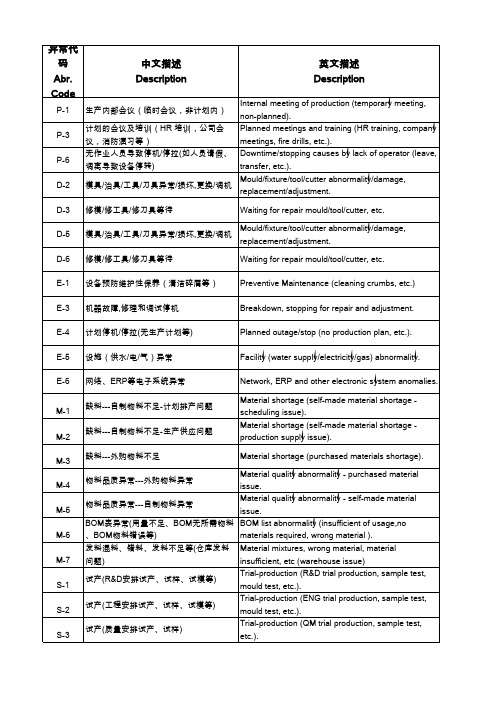
异常停机记录
- 格式:xlsx
- 大小:23.11 KB
- 文档页数:1
HGM6310G/6320G控制器用户手册郑州众智电子设备有限公司目录一、概述 (3)二、性能及特点 (3)三、技术参数 (5)四、操作 (6)1.按键功能描述 (6)2.自动开机停机操作 (6)3.手动开机停机操作 (7)4.短信遥控功能描述 (8)5.历史记录查询 (9)五、保护 (10)1.警告 (10)2.停机报警 (11)3.跳闸报警 (12)4.短信报警项目 (13)六、接线 (14)七、参数设置 (17)1.参数设置内容及范围一览表 (17)2.可编程输出口1-6可定义内容一览表 (21)3.可编程输入口1-6定义内容一览表 (23)4.自定义项目名称一览表 (24)5.传感器选择一览表 (25)6.起动成功条件选择一览表 (26)八、试运行 (27)九、典型应用 (28)十、安装 (30)十一、常见故障及排除方法 (31)十二、产品的成套 (32)一、概述HGM6310G/6320G发电机组自动化控制器集成了数字化、智能化、网络化技术,Z。
用于单台柴油发电机组自动化及监控系统,实现发电机组的自动开机/停机、数据测量、报警保护及“三遥”功能。
控制器采用大屏幕液晶(LCD)显示,中英文可选界面操作,操作简单,运行可靠。
HGM6310G/6320G发电机组自动化控制器采用微处理器技术,实现了多种参数的精密测量、定值调节以及定时、阈值整定等功能,既可从控制器前面板调整,又可使用PC机通过RS485接口调整及监测。
其结构紧凑、接线简单,可靠性高,可广泛应用于各类型发电机组自动化系统。
二、性能及特点➢HGM6300G系列分两种型号:◎HGM6310G:用于单机自动化;◎HGM6320G:在HGM6310G基础上增加了市电电量监测和市电/发电自动切换控制功能,特别适用于一市一机构成的单机自动化系统。
➢以微处理器为核心,大屏幕LCD带背光、可选中英文显示,轻触按钮操作;➢供电电源范围宽(8~35)VDC,能适应12/24V起动电池电压环境;➢具备双水温、双油压传感器输入。


车间停机管理制度一、总则为了规范车间设备的停机管理,提高设备利用率和生产效率,保障生产顺利进行,特制定本制度。
二、适用范围本制度适用于车间内所有设备的停机管理,包括日常维护保养、设备故障维修、设备更新改造等。
三、停机申请1. 日常维护保养需停机的设备,由设备操作员提前向主管领导递交停机申请,明确停机时间、原因和处理方案。
2. 设备发生故障需要维修时,设备操作员应立即向主管领导报告,并填写停机申请,详细描述故障情况和维修方案。
3. 设备更新改造需停机时,工程人员应提前向主管领导提出停机申请,说明停机时间、施工方案和预期效果。
4. 主管领导审批通过后,设备操作员可按申请停机进行操作。
四、停机程序1. 根据停机申请,设备操作员在停机前应先将生产线上的半成品转移到暂存区,清理设备周边杂物,做好安全防护措施。
2. 停机时应先停止设备的供电和加工操作,将设备切换到停机状态。
3. 设备操作员应认真配合维修人员或工程人员的工作,确保维修或改造工作的顺利进行。
4. 停机期间,设备操作员应仔细观察设备状况,及时向上级领导报告发现的问题,配合维修或改造工作。
五、停机确认1. 维修或改造完成后,设备操作员应参与设备的测试和调试工作,确保设备恢复正常运行。
2. 维修或改造完毕后,设备操作员应填写停机报告,说明停机原因、处理过程和恢复情况,交由主管领导审核确认。
3. 主管领导确认后,设备操作员方可进行生产恢复。
六、停机记录与分析1. 车间内所有设备的停机记录应做好归档和保存,方便随时查询和分析。
2. 主管领导应定期对设备停机情况进行分析,找出常见的停机原因和改进措施,并组织相关人员进行讨论和总结。
3. 定期开展设备停机故障的分析研讨会,培训设备操作员和维修人员,提高设备维护维修的技能和水平。
七、异常情况处理1. 若设备的故障无法在规定时间内修复,应及时向上级领导报告情况,主动提出应对方案。
2. 如果停机时间超出预定时间,需重新申请确认后可进行延时。

设备异常停机处置方案背景在生产、制造、物流等领域,大量设备被广泛使用,设备异常停机会导致生产线或者流程的中断,给公司带来很大的损失。
因此,设备异常停机的处置成为了企业必须重视的问题。
异常停机分类设备异常停机大致可以分为以下三类:1.浅层原因:设备故障或者老化,最常见的故障包括电气设备故障、机械设备故障、液压系统故障等。
2.中层原因:因人为操作不当而导致的故障,比如:错操作、误拆、未进行预防性维护等。
3.深层原因:整个系统的结构异常,或者设备本身设计固有缺陷等。
针对不同的异常停机原因,我们需要采取不同的处置措施。
处置方案1. 浅层原因针对浅层原因,我们需要立刻寻找专业人员进行维修或者更换部件。
在等待维修期间,我们可以先进行以下几个步骤:•将设备电源彻底关闭或断开,防止出现其他安全隐患。
•将设备附近的工作人员撤离,特别是危险区域。
•对于能够拆卸的部件进行封存,以免丢失或者错放。
2. 中层原因中层原因的处置比较棘手,我们需要找到犯错的人员解决问题。
在处置时,我们需要:•迅速排除隐患点,消除停机原因。
•与工作人员进行沟通,防止因为沟通不畅造成同类故障的再次出现。
•建议进行培训,提高工作人员技能和操作水平。
3. 深层原因针对深层原因,我们需要技术部门介入,进行分析,并修订程序或者修改结构。
在处理过程中,要注意以下几个方面:•进行深入调查,找到根源问题。
•记录故障信息,制定相应的改进计划。
•对于设备的设计固有缺陷,需要建议技术部门改进设备设计。
总结设备异常停机对企业产生的影响是非常严重的,即使是一次瞬间,也会带来巨大的时间和财务上的损失。
彻底解决异常停机问题,需要在日常管理中严格监督和要求,并且制定合理的处置方案以及落实有效的处理形式。
希望以上方案能为企业在遇到异常停机问题时提供一些有效的帮助。
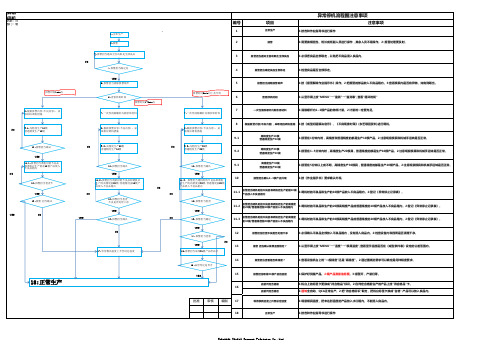
重要设备异常停机记录作业程序设备是工业生产过程中的重要组成部分,一旦设备出现异常停机,将会导致生产延误、产量下降、成本增加等一系列问题。
因此,为了及时发现设备异常、解决设备问题,制定重要设备异常停机记录作业程序是十分必要的。
一、记录作业程序的目的和意义1.目的(1)及时发现设备异常停机情况,减少生产损失;(2)追踪设备异常停机原因,进一步优化生产流程;(3)提供数据支持,为设备维修和改造提供依据;(4)为设备异常停机进行归类和分析,总结经验教训,提出改进建议。
2.意义(1)提高设备利用率,提升生产效率;(2)减少设备故障对生产的影响,保障生产稳定;(3)提升设备维修效率,降低维修成本;(4)为设备管理和运维提供科学依据。
二、记录作业程序的内容和步骤1.设备异常停机参数记录:(1)记录设备名称、型号、编号等基本信息;(2)记录异常停机时间、停机原因、停机时长等具体参数;(3)记录影响范围、生产受损程度、生产损失等详细信息。
2.设备异常停机根本原因分析:(1)采集停机信息,初步分析停机原因;(2)调查设备操作人员、维修人员的意见和看法;(3)分析设备运行参数、维修记录,找出潜在的故障原因。
3.设备异常停机改进措施:(1)根据根本原因分析,制定改进措施;(2)确保改进措施针对性强、可操作性强,并合理安排实施时间表;(3)加强设备保养,提高设备维修质量。
4.设备异常停机总结与分析:(1)定期对设备异常停机情况进行统计与分析;(2)总结停机原因的频率和影响因素;(3)根据停机情况总结经验教训和改进建议;(4)编制设备异常停机报告,提供给相关部门,并进行汇报。
三、记录作业程序的执行和管理1.执行实施(1)确定责任人,负责设备异常停机记录的实施和统计工作;(2)制定计划并分配任务,确保记录及时准确;(3)建立数据采集和分析的标准化流程,规定必须包括的内容和格式;(4)利用信息化手段,对设备异常停机信息进行实时记录和分析。
停机停产标准管理制度第一章总则第一条为规范停机停产过程,提高企业停机停产管理水平,保障设备设施安全,保证生产质量,维护企业形象,特制定本制度。
第二条本制度适用于本企业所有设备设施的停机和停产管理。
第三条本制度的制定与实施,目的是要求各级管理人员和操作人员遵守,贯彻执行,相互监督,保证制度的有效顺利实施。
第二章停机停产前的准备第四条在任何情况下,停机前必须制定详细的停机计划,并报批停机技术交底书及相关文件。
第五条涉及停机的设备必须由设备管理人员批准,由设备操作人员进行设备检查确认。
第六条停机停产前,停机申请人须向上级相关部门、相关操作人员上报申请。
第七条停用设备前,需按要求做好操作站和设备的清洁工作,并记录站点和设备清洁的具体情况。
第三章停机停产的操作第八条停机前必须做好设备的清洗、清灰准备工作,关闭相关传动装置,疏通泄压,放空设备内容物。
第九条停机前需确认设备内无残留可燃、易燃物,并张贴告示,禁止明火。
第十条停机期间需实时巡查被停用设备的运转情况,及时处理停机过程中产生的险情。
第十一条停机后的设备必须由设备管理人员进行确认并记录确认结果。
第四章停机停产的恢复第十二条待设备停用运转完毕后,需重新处理被停机设备,恢复正常运行。
第十三条恢复运行前需确认设备正常后,方可进行操作。
第十四条恢复运行后,需在半小时内对设备运行情况进行监测,如发现异常要及时报告设备管理人员。
第五章停机停产的记录第十五条停机期间发生所有异常情况,停机结束后应及时在“停机停产记录簿”中做好记录。
第六章命令保卫第十六条违反本制度内容,造成设备损坏或人身伤害的,将由相关责任人员承担法律责任。
第七章其他第十七条本制度由企业管理部门负责解释。
第十八条本制度经签定后即时生效。
以上就是关于停机停产标准管理制度的全部内容,希望各位员工严格遵守,确保公司设备设施的安全运行。
医疗机构医疗器械不良事件报告举例按照医疗器械分类目录对不同品种医疗器械的主要表现进行了列举,供各医疗机构参考。
医疗器分类名称产品名称不良事件表现械分类6801 基础外科手术器械6804 眼科手术器械6805 耳鼻喉科手术器械6806 口腔科手术器械医用缝合针医用缝合针断裂(不带线 )一次性使用操作不利基础外科用刀备皮刀手术刀片生锈、折断、缺损基础外科用剪手术剪生锈、缺损基础外科用钳持针钳断裂、缺损止血钳血管钳使用后有缺损基础外科用镊无损伤镊弹力不够夹一次性使用盘底不平,凹槽太浅,导致消毒液外溢基础外科其它换药盘器械一次性使用断裂划破医生手指、异物、边缘不整齐有倒刺压舌板其他一次性卫生导致皮肤破损垫眼科手术用其常规眼科手睫毛镊夹不住睫毛他器械术器械包耳鼻喉科用其一次性使用检查时弹簧弹出、闭合欠佳造成鼻腔窥见困他器械鼻镜难口腔用镊、夹一次性镊子折断口腔用其它器械口腔用钩、根管锉针器械分离针一次性使用异物、器械盒封闭不严、断裂、生锈口腔用其它器齿科器械盒械一次性使用毛刺、断裂压舌板1/ 216808 腹部外科手其他术器械矫形(骨科)外科用钳矫形(骨科)6810 矫外科用有源器形外科械(骨科)手术器械其他6812 妇妇产科用剪产科用手妇产科用其他术器械器械6815 注射穿刺器注射穿刺器械械一次性使用不能击发、打开包装后, 钉已经出仓、手柄开直线型吻合裂器半月板篮钳篮钳头部断裂脱落于膝关节腔内助力枪助力枪上的螺丝脱落创伤手术工钻孔错误具脊柱内固定系统配套工工具断裂遗留在螺钉上具会阴剪螺丝脱落、刀刃有破损阴道牵开器无螺丝泵用注射器针头弯曲一次性使用无菌避光注注射乳头断裂射器一次性使用动静脉瘘穿穿刺针有折痕刺针一次性使用冠状动脉注漏液射器注射器乳头端断裂不能使用包装盒内无针头动脉血气针包装封口密闭不严动静脉穿刺断裂、脱落、钢针偏斜器动脉采血器漏气、异物、漏血一次性使用针头外露,刺破针帽、无法推出余下液体、针无菌胰岛素头脱落、断裂、针头堵塞注射器一次性使用真空采血器包装破损、脱节、漏血配套用针一次性使用断裂、疼痛、脱落、裂口、外包装破损、穿刺静脉输液针针平头无尖2/ 21体温计6820 普通诊察器血压计械听诊器(无电能)用于心脏的治疗、急救装置6821 医用电子仪器设备有创式电生理仪器及创新电生理仪器有创医用传感器一次性使用静脉血样采连接部位脱离、漏血、针头不锋利、异物、针头弯曲集针密闭式针尖接头不能对接、破损、断开、排液不滴、针尖自动回储型毛刺、不排除留置针因素的穿刺部位感染、漏留置针液一次性使用活塞裂开、变形、连接不良、漏液、断裂、破注射器损、无刻度、针头带钩、活塞密闭不严、异物体温计水银柱断裂、甩不下去、规定时间内体温计不升高电子血压计、测试值不准、气囊漏气、血压计漏液、水银溢立式血压计出(排除操作不当因素)听诊器脱落、折断压力导丝压力导丝压力错误盐水导管无信号除颤监护仪除颤仪无法蓄电、无法到达设置的焦耳电生理诊断无电信号、临时起搏电极引起并发症导管除颤起搏监无高压放电、无心电信号护仪射频消融电无法放电极导管埋藏式心脏囊袋感染复律除颤器植入式心脏导线脱出、起搏器电极脱位、电池提前耗竭、起搏器程控仪与起搏器之间无法通讯、囊袋感染容量监测仪注射器变形附件无抽搐电休近记忆力下降克治疗仪有创血压传连接后无压力显示感器心电监护仪多功能心电监护波形紊乱带 S-T 段的监血氧无结果护仪3/ 21无创医用传感器心电诊断仪器其他生物电诊断仪器电声诊断仪器无创监护仪器多功能心电多功能心电监护仪不显示心电波形监护仪病人监护仪 血氧饱和度未测出、 血压不能测出、 袖带漏气压力传感器 测量值出错、不显示有创血压、断裂、无压力及其附件 波形一次性使用有创压力监 连接不紧密、漏气、不能校“ 0”、管路破损测传感器血氧传感器 监测过程中血氧值时有时无单导心电图检测异常机动态心电记 心电图信息杂乱录分析系统多路心电遥 心电监测错误信息报警测仪十二道心电 接触点夹板损坏图机自动分析心 使用过程中出现黑屏电图机心电图机导不出图像测量时结果无二导,且不出诊断分析 心电分析仪不能抗电磁干扰,打印时卡纸使用监护仪监测血压不稳定且偏低 多导心电图 接头断裂、接触点易脱落机心电图机 异常图形、异常关机、运行异常多功能眼病 电流不稳定 治疗仪听力筛查仪 探头损坏紧凑型麻醉 麻醉监护仪心电图示不显示数字 监护仪心电监护仪 心电监护仪不出心电波形电休克治疗 异常的原因不明的遗忘, 定向力障碍, 不能排仪除器械因素。