发那科机械手程序
- 格式:docx
- 大小:14.37 KB
- 文档页数:3
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4。

发那科机器人编程实例及解释发那科机器人是一种广泛应用于工业领域的机器人系统,其编程复杂且需要具备较高的技术水平。
本文将介绍发那科机器人编程的多个实例,并对这些实例进行详细的解释和分析。
一、发那科机器人编程的基础知识在开始编写发那科机器人程序之前,需要掌握一些基础知识。
首先,需要了解发那科机器人的指令系统和编程语言。
发那科机器人的指令系统是基于日本发那科公司的 APT(Advanced Process Technology) 系统的,其编程语言主要包括 ST 语言和 PLC 语言。
ST 语言是一种面向对象的语言,主要用于对机器人进行控制和编程。
ST 语言的语法较为复杂,需要掌握其基本语法和常用函数。
PLC 语言则是一种基于逻辑运算的语言,主要用于对机器人进行逻辑控制和程序编写。
PLC 语言的语法相对简单,主要掌握其基本语法和常用函数。
二、发那科机器人编程的实例1. 机器人路径规划机器人路径规划是机器人编程中最常见的任务之一。
在该任务中,需要根据机器人的当前位置和目标位置,计算出机器人的运动轨迹,并将其存储到机器人的内存中。
示例代码:// 定义机器人内存RAM100 = 20;RAM200 = 30;// 定义运动轨迹line RAM100, RAM200;line RAM100, -RAM200;line -RAM100, RAM200;line -RAM100, -RAM200;// 将轨迹存储到机器人内存中RAM100 = RAM100 + cos(angle)*RAM200;RAM200 = RAM200 + sin(angle)*RAM100;2. 机器人自适应控制机器人自适应控制是一种通过调整机器人的控制参数来实现机器人自适应控制的方法。
在该任务中,需要根据机器人的当前状态和目标状态,计算出机器人的控制参数,并将其存储到机器人的内存中。
示例代码:// 定义机器人控制参数Kp = 0.1;Ki = 0.01;Kd = 0.01;// 定义机器人状态state = 0;// 计算机器人控制参数delta_t = time - last_time;if (delta_t > 0) {Kp = Kp + delta_t*Ki;Ki = Ki + delta_t*Kd;Kd = Kd + delta_t*Kp;}// 将控制参数存储到机器人内存中last_time = time;Kp = Kp + delta_t*Ki;Ki = Ki + delta_t*Kd;Kd = Kd + delta_t*Kp;3. 机器人人机交互机器人人机交互是一种通过人类界面与机器人进行交互的方法。
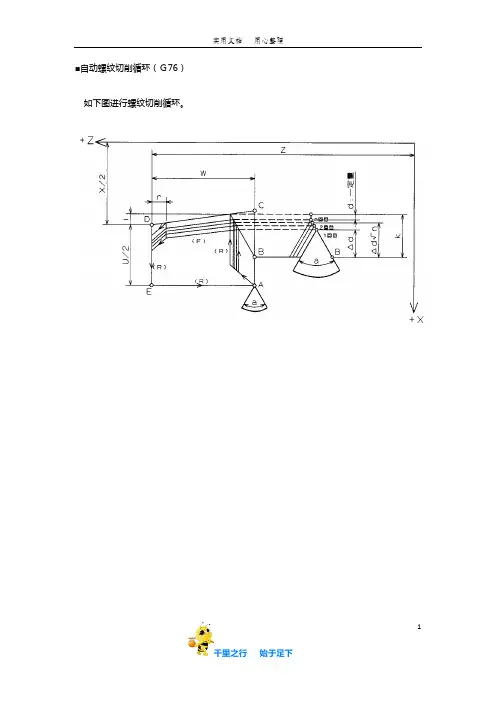
■自动螺纹切削循环(G76)如下图进行螺纹切削循环。
1◇格式G76 P(m)(r)(a) Q(△dmin) R(d) ;G76 X(U) Z(W) R(i) P(k) Q(△d) F(L) ;m:最终精加工返回次数1~99该指令为模态指令,直到下一指令前有効。
也可通过参数(No.5142)进行设定,根据程式指令的不同改变参数值。
r:螺纹的精加工量螺距L在0.0L~9.9L范围内输入0.1L,为2位00~99数值指令。
该指令为模态指令,直到下一指令前有効。
也可通过参数(No.5130)进行设定,根据程式指令的不同改变参数值。
a:刀尖的角度(螺纹齿形角度)可选择80゜60゜55゜30゜29゜0゜6种,该角度数值以2位进行指令。
该指令为模态指令,直到下一指令前有効。
也可通过参数(No.5143)进行设定,根据程式指令的不同改变参数值。
m,r,a在地址符P中一次进行指令。
例:m=2,r=1.2,a=60゜时,指令为P021260。
△dmin:最小切入量21次切入量小于(△d√n-△d√n-1)△dmin时,切入量为恒定为△dmin。
该指令为模态指令,直到下一指令前有効。
也可通过参数(No.5140)进行设定,根据程式指令的不同改变参数值。
d:精加工余量该指令为模态指令,直到下一指令前有効。
也可通过参数(No.5141)进行设定,根据程式指令的不同改变参数值。
i:螺纹部的半径差i=0时为直螺纹切削。
k:螺纹齿形高度(以半径值进行X轴方向距离指令)△d:第1次的切入量(半径指定)L:螺距(与G32螺纹切削相同)3例:〈程式例〉G00 X18.0 Z15.0(M23);G76 P031260 Q100 R0.05 ;G76 X(x) Z35.0 R0 P(k) Q50 F(L);在G76指令的M23(倒角ON)状态下,可进行螺纹的精切削。
45・螺纹切削时,与JOG/OVERRIDE开关无关,其固定执行100%。
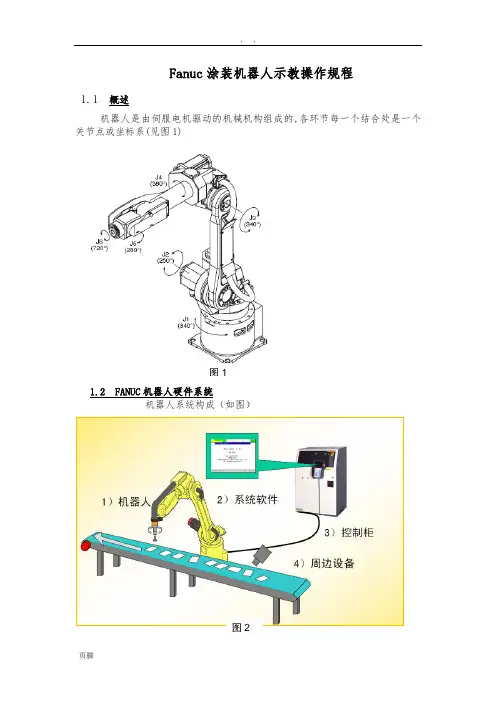
Fanuc涂装机器人示教操作规程1.1 概述机器人是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1)图11.2 FANUC机器人硬件系统机器人系统构成(如图)1.3示教盒TP1.3.1 认识TP 上的键(见图4)图4Pre :显示上一屏幕DISP :分屏显示 STEP:单步运行 Reset :复位键 数字键MENU:菜单Select :程序选择界面 Edit 、:程序编辑界面 DATA:参数设置界面 FCTN:功能键机器人动作键 正向运行程序键 反向运行程序键 坐标系切换键 速度加减键1.3.2 TP上的开关1.3.3 TP的显示屏. 安全操作规程1.4 示教和手动机器人1) 请不要带者手套操作示教盘和操作盘。
2) 在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。
3) 在按下示教盘上的点动键之前要考虑到机器人的运动趋势。
4) 要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5) 机器人周围区域必须清洁、无油,水及杂质等。
1.5 生产运行1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。
2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下按这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
1.6操作机器人1.6.1 通电和关电1.通电1)接通电源前,检查工作区域包括机器人、控制器等。
检查所有的安全设备是否正常。
2)将操作者面板上的断路器置于ON2.关电1)关闭电源前,确保机器人处于静止状态2)将操作者面板上的断路器置于OFF注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏。
1.6.2手动示教机器人1.示教模式(见表1,图1)图1设置示教模式,按TP上的COORD键进行选择。
FANUC发那科工业G76代码使用方法及程序例一、G76代码简介G76代码是FANUC发那科工业中的一种功能强大的编程指令,主要用于实现末端的精确钻孔操作。
通过合理运用G76代码,可以大大提高生产效率,保证钻孔精度。
下面将详细介绍G76代码的使用方法及程序例。
二、G76代码使用方法1. 确认型号及配置在使用G76代码前,请确保您的FANUC发那科工业型号支持该功能,并且已正确配置相关硬件设备,如钻孔工具、控制器等。
2. 编写G76代码程序O1000;(程序编号)G90 G54;(设置绝对坐标系,选择工件坐标系)G43 H1;(启用工具长度补偿)G76 P1 Q1 R1;(设置钻孔参数)G0 X100 Y100;(移动到钻孔起点)G76 X100 Y100 Z50 R1;(执行钻孔操作)G80;(取消循环)M30;(程序结束)3. G76代码参数说明P:孔径补偿值,单位为mm。
Q:每次进给深度,单位为mm。
R:退刀安全高度,单位为mm。
4. 执行G76代码程序三、G76代码程序实例O2000;(程序编号)G90 G54;(设置绝对坐标系,选择工件坐标系)G43 H1;(启用工具长度补偿)G76 P10 Q5 R10;(设置钻孔参数,孔径补偿10mm,每次进给5mm,退刀安全高度10mm)G0 X100 Y100;(移动到钻孔起点)G76 X100 Y100 Z20 R10;(执行钻孔操作,孔深20mm)G80;(取消循环)M30;(程序结束)四、G76代码注意事项1. 钻孔前检查在执行G76代码前,务必检查工具是否安装正确,工件是否固定牢固,以及钻孔路径是否畅通无阻。
2. 参数调整根据实际钻孔需求,合理调整P、Q、R参数。
过大的孔径补偿会导致工具与工件接触不良,而过小的退刀安全高度则可能引起撞刀事故。
3. 安全监控在程序运行过程中,操作人员应密切关注的运行状态,如有异常立即暂停程序,排查问题。
五、G76代码在实际应用中的技巧1. 多孔加工若需要在工件上连续钻多个孔,可以复制G76代码段,并修改相应的坐标值,以实现快速编程。
发那科机器⼈编写简单的程序教程Robot 为⾃动化设备,但在⾃动化运转之前,必须先告诉Robot 要⾃动完成哪些动作,透过「撰写Robot 程序」可达到此⽬的。
Robot 程序主要由「动作指令」构成,只要熟悉⼿动操作Robot 的⽅式,将Robot 移动到欲记錄的位置,即可在「教点」的同时完成动作指令与Robot 程序。
这⼀次将介绍如何撰写简单的Robot 程序。
⼀、建立新程序(CREATE)与许多计算机软件⼀样,⾸先需要「开新档案」,建立⼀个新的Robot 程序。
按下进⼊Robot 程序选择⼀览表。
此时功能应显⽰为CREATE,若不是,请按切F1~F5的功能键⾄下⼀列,即可出现CREATE。
上图画⾯中,的右⽅有「>」符号,代表F1~F5 功能键有其他功能可供换。
按下CREATE 以建立⼀个新的Robot程序,此时显⽰以下画⾯等待输⼊程序名称:程序名称有以下限制:1. 不可与其他已存在的程序名称相同。
2. 由英⽂⼤写字母、數字、_(底线)组成。
3. 共1~8 个字符。
4. 第1个字必须是英⽂字母。
5. 中间不可有空格。
请先将教⽰盘的开关切换到ON的位置,程序名称输⼊完成请按兩次,进⼊程序编辑画⾯。
出现此画⾯代表新程序建立完成。
⼆、点位教导(Teaching)此时功能应显⽰为POINT,若不是,请按切换F1~F5 的功能键⾄下⼀列,即可出POINT。
切换到⼿动模式,将Robot ⼿动移动到需求的位置。
按下POINT,将出现4 个选项。
虽然这些选项各有其不同意义,但⽬前请任意选其中⼀个,例如选。
即可记錄现在Robot 的位置,并同时撰写⼀行动作指令。
如上图。
接下來继续⼿动移动Robot 到下⼀个位置,按下+POINT,即可记錄第2 个位置,并撰写第2行动作指令。
+ POINT 代表上述4 个选项中,沿⽤上次选择的选项。
如此重复进行每⼀个位置的点位教导,即可完成如下的程序。
此程序会使Robot 执行如下的动作,从Robot现在位置移动到第1 个记錄位置,然后移动到第2个记錄位置,再移动到第3 个记錄位置。
![FANUC机器人程序[1]](https://uimg.taocdn.com/9481aa4bf7ec4afe04a1df49.webp)
KESE 程序信号指令1.D0【2:T9-WAIT】=OFF2.D0【9:GRL-WAIT】=OFF3.D0【4:P3-WAIT】=OFF4.D0【43:GJ-OPEN】=OFF5.D0【41:FB-OPEN】=OFFP[99:HOME] 基本位(兼T9等待位)P[100:STOP-P0] 停车位P[101:P3-P01] P3等待位置P[103:GRL-P0] 固熔炉等待位置P[102:P3-P02] P3等待位置(翻手腕)P[104:FB-P0] 甩飞边等待位置P[105:SLX-P0] 甩料箱等待位置主程序:PNS0011.OVER RIDE=5%2.CALL RESET 信号清零3.L:P[99:HOME] 500MM/S FINE 从停车位置到基本位置4.DO[43:GJ-OPEN]=ON 手抓打开5.DO[41:FB-OPEN]=ON6.LBL[1]7.DO[2:T9-WAIT]=ON R5在T9等待抓工件8.CALL T9-PICK R5在T9取件后至P3等待放工件9.DO[4:P3-WAIT]=ON R5在P3等待10.CALL P3-DROP R5在P3放工件后置P3等待取工件11.CALL P3-PICKG R5在P3取工件后置P3等待取飞边12.CALL P3-PICKF R5在P3取飞边后置飞边框放飞边再置固熔炉前等待13.DO[9:GRL-WAIT]=ON R5固熔炉前等待14.CALL GRL-DROP R5去固熔炉放料后回基本位15.IF DI[1:MOVE-STOPPER]=OFF JOMP LBL[1]如R5未接到停工信号返回循环工作16.L:P[100:STOP-P0]500MM/S FINE R5下班回停车位1.DO[43:GJ-OPEN]=ON2.IF DO[2:T9-WAIT]=ON JOMP LBL[1]3.LBL[99]4.UALARM[99]5.LBL[1]6.IF DI[4:T9-PICK]=ON JOMP LBL[2]7.WAIT DI[41:MT9-PICK]=ON TIMEOUT LBL[99]8.LBL[2]9.IF DI[15:R4R5-IN]=ON JOMP LBL[99]10.DO[14:R4R5-IN]=ON11.L:P[11:T9-UP] 500MM/S FINE12.L:P[12:T9-UP] 500MM/S FINE13.L:P[13:T9-PICK] 300MM/S FINE14.DO[43:GJ-OPEN]=OFF15.L:P[14:T9-UP3] 300MM/S FINE16.L:P[11:T9-UP1] 500MM/S FINE17.L:P[15:T9P3-P1] 500MM/S FINE18.L:P[16:T9P3-P2] 500MM/S FINE19.L:P[101:P3-P0] 500MM/S FINE20.DO[3:T9-PKOK]=ON PLUSE 1.0S21.DO[14:R4R5-IN]=OFF-DROP 取工件1.IF DO[4:P3-WAIT]=ON JOMP LBL[1]2.LBL[99]3.4.LBL[1]5.IF DI[6:P3-DROP]=ON JOMP LBL[2]6.WAIT DI[42:MP3-DROP]=ON TMEOOT LBL[99]7.LBL[2]8.IF DI[16:R3R5-IN]=ON JOMP LBL[99]9.DO[13:R3R5-IN]=ON10.L:P[11:R3-UP1] 500MM/S FINE11. L:P[12:R3-UP2] 500MM/S FINE12. L:P[13:R3-DROP] 500MM/S FINE13. DO[43:GJ-OPEN]=ON14. L:P[14:R3-UP3] 500MM/S FINE15.L:P[11:R3-UP1] 500MM/S FINE16. L:P[1O1:R3-PO] 500MM/S FINE16. DO[5:P3-ODROP]=PLUSE 1.0S17. DO[13:R3R5-IN]=OFF1.DO[43:GJ-OPEN]=ON2.IF DO[4:P3-WATI]=ON JOMP LBL[1]3.LBL[99]4.UALARM[99]5.LBL[1]6.IF DI[7:P3-PICK]=ON JOMP LBL[2]7.WAIT DI[43:MP3-PICK]=ON TIMEOOT LBL[99]8.LBL[2]9.IF DI[16:R4R5-IN]=ON JOMP LBL[99]10.DO[13:R4R5-IN]=ON11.L:P[11:R3-UP1] 500MM/S FINE12.L:P[12:R3-UP1] 500MM/S FINE13.L:P[13:R3-PICK] 500MM/S FINE14.DO[43:GJ-OPEN]=OFF15.L:P[14:R3-UP3] 300MM/S FINE16.L:P[11:R3-UP1] 500MM/S FINE17.L:P[102:P3-P02] 500MM/S FINE18.D0[6:P3-PKGOK]=PLUSE 1.0S19.DO[13:R4R5-IN]=OFF20.DO[12:LUVSE]=ON1.DO[41:FB-OPEN]=ON2.IF DO[4:P3-WAIT]=ON JOMP LBL[1]3.LBL[99]4.V ALARM[99]5.LBL[1]6.WAIT DI[8:P3DL]=ON TIMEOOT LBL[99]7.IF DI[9:P3-PICKFB]=ON JOMP LBL[2]8.WAIT DI[44:MP3-PICKFB]=ON TIMEOUT LBL[99]9.LBL[2]10.IF DI[16:R4R5-111]=ON JOMP LBL[99]11.DO[13]=ON12.L:P[11:R3-UP1] 500MM/S FINE13.DO[12:LUVSE]=ON14.L:P[12:R3-UP2] 500MM/S FINE15.L:P[13:R3-PICK] 300MM/S FINE16.DO[41:FB-OPEN]=OFF17.L:P[14:R3-UP3] 300MM/S FINE18.L:P[11:R3-UP1] 500MM/S FINE19.L:P[102:P3-P0S2] 500MM/S FINE20.DO[7:P3-PKFOK]=PLUSE 1.0S21.DO[13:R4R5-IN]=OFF22.L:P[21:FB-DROP1] 500MM/S FINE23.L:P[22:FB-DROP2] 500MM/S FINE24.L:P[104:FB-OPEN] 500MM/S FINE25.DO[12:LUVSE]=ON26.L:P[31 ] 500MM/S FINE27.L:P[32:] 500MM/S FINE28.L:P[103:GRL-PO] 500MM/S FINE 手腕以反转29.DO[12:JUVSE]=OFF30.DO[8:FB-DPOK]=PLUSEGRL-DROP 固熔炉放料1.IF DO[9:GRL-WAIT]=ON JOMP LBL[1]2.LBL[99]3.L:P[41:SLX-UP] 500MM/S FINE4. L:P[105:SLX-PO] 500MM/S FINE5.DO[43:GJ-OPEN]=ON6. L:P[41:SLX-UP] 500MM/S FINE7. L:P[99:HOME] 500MM/S FINE8.LBL[1]9.IF DI[13:GRL-DROP1]=ON AND DI[14:GRL-DROP2]=OFF JOMPLBL[2]10.IF DI[13:GRL-DROP1]=OFF AND DI[14:GRL-DROP2]=ON JOMPLBL[3]11.W AIT DI[45:MGRL-DROP1]=ON OR DI[46:MGRL-DROP2]=ON TIMEOUT JOMP LBL[ ]12.IF DI[45:MGRL-DROP1]=ON AND DI[46:MGRL-DROP2]=OFF JOMP LBL[ ]13.IF DI[45:MGRL-DROP1]=OFF AND DI[46:MGRL-DROP2]=ON JOMPLBL[3]14.LBL[2]15. DO[15:GRLR5-1N]=ON16. L:P[11:GRL-UP11] 500MM/S FINE17. L:P[12:GRL-UP12] 500MM/S FINE18. L:P[13:GRL-DPP01] 500MM/S FINE19. DO[43:GJ-OPEN]=ON20. L:P[14:GRL-UP13] 500MM/S FINE21. L:P[11:GRL-UP1] 500MM/S FINE22. L:P[99:HOME] 500MM/S FINE23. DO[10:GRL-DROP1]=ON PIUSE 1.0S24. DO[15:GRLR5-1N]=OFF25.LBL[3]26. DO[15:GRLR5-1N]=ON27. L:P[21:GRL-UP21] 500MM/S FINE。
FANUC机器人操作说明书1.概要 (3)2.坐标系 (7)3.程序创建 (11)4.动作指令 (12)5.焊接指令 (16)6.摆动指令 (18)7.寻点指令 (20)概要•机器人•控制装置•示教器机器人机器人是由通过伺服电机驱动的轴和手腕构成的机构部件。
手腕叫做机臂,手腕的接合部叫做轴杆或者关节。
最初的3轴(J1.J2.J3)叫做基本轴。
机器人的基本构成,由该基本轴分别由几个直动轴和旋转轴构成而确定。
机械手腕轴对安装在法兰盘上的末端执行器(焊枪)进行操控。
如进行扭转、上下摆动、左右摆动之类的动作。
机械臂控制装置机器人控制装置,由电源装置、用户接口电路、动作控制电路、存储电路、I/O电路等构成。
用户在进行控制装置的操作时,使用示教操作盘和操作箱。
动作控制电路通过主cpu印刷电路板,对用来操作包含附加轴在内的机器人的所有轴之伺服放大器进行控制。
示教操作盘与菜单相关的键控开关与JOG相关的键控开关与执行相关的键控开关与编辑相关的键控开关2.坐标系坐标系是位确定机器人的位置和姿势而在机器人或空间上进行定义的位置坐标系统。
坐标系有关节坐标系、关节坐标系关节坐标系是设定在机器人的关节中的坐标系。
关节坐标系中的机器人的位置和状态,以各关节的底座侧的关节坐标系为基准而确定。
下图中的关节坐标系的关节值,处在所有轴都为0°的状态.关节坐标系刀具坐标系这是用来定义刀尖点(TCP)的位置和刀具姿势的坐标系.刀具坐标系必须事先进行设定.位定义时.将由机械接口坐标系代替刀具坐标系。
世界坐标系世界坐标系,是被固定在空间上的标准笛卡尔坐标系,其被固定在机器人事先确定的位置。
用户坐标系基于该坐标系而设定。
她用于位置数据的示教和执行。
用户坐标系用户坐标系,是用户对每个作业空间进行定义的笛卡尔坐标系。
它用于位置寄存器的示教和执行、位置补偿指令的执行等。
位定义时将由世界坐标系来替代该坐标系。
注:在程序示教后改变了刀具或用户坐标系的情况下,必须重新设定程序的各示教点和范围。

FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4514:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 17:J P[5] 100% CNT50 ;18:L P[6:w261bs1115] 2000mm/sec FINE : SPOT[SD=10,P=2,S=2,ED=10] ; 19:J P[7] 100% CNT50 ; . . . . . .87:L P[72:w261bs1245] 2000mm/sec FINE : SPOT[SD=10,P=1,S=1,ED=10] ; 88:J P[73] 100% CNT80 ; 89:J P[74] 100% CNT100 ; 90:J P[75] 100% CNT100 ; 91:J P[76] 100% CNT100 ;焊点号,将机器人光标移到P[X]上,点击ENTER 键即可编辑。
法兰克机械手编程教程本教程旨在介绍如何编程法兰克机械手,让读者能够掌握基本的编程技能并使用机械手完成各种任务。
法兰克机械手是一种高度自动化的机器人系统,广泛应用于工业制造领域。
通过学习本教程,您将了解机械手的基本工作原理、编程方法和应用技巧,从而为未来的工作和研究积累基础知识。
机械手简介法兰克机械手是一种多关节机器人,由多个铰链结构构成,能够模拟人类手臂的运动。
机械手通常配备有传感器、执行器和控制系统,能够精确地执行各种任务。
在工业领域,机械手可以用于装配、焊接、搬运等工作,提高生产效率和产品质量。
编程准备在进行机械手编程之前,需要准备以下工具和环境: - 一台法兰克机械手 - 机械手控制器 - 编程软件 - 编程手册和参考资料编程基础在学习机械手编程之前,需要掌握一些基本的编程概念,包括: - 编程语言的基本语法 - 变量和数据类型 - 控制流程和循环结构 - 函数和模块化编程编程步骤1.连接机械手和控制器,并确保电源正常。
2.打开编程软件,并加载机械手控制程序。
3.编写机械手的运动轨迹和动作序列。
4.调试程序并检查运动轨迹是否符合预期。
5.上传程序到机械手控制器,并开始执行任务。
编程技巧在编程机械手时,可以使用以下技巧提高编程效率和代码质量: - 划分任务模块,提高代码的可读性和可维护性。
- 使用注释说明程序的逻辑和功能,方便他人阅读和理解。
- 考虑机械手的运动范围和速度限制,避免出现碰撞或意外情况。
应用案例法兰克机械手可以应用在多个领域,例如: - 汽车制造:机械手可以用于汽车装配线上的零部件装配和焊接。
- 医疗领域:机械手可以用于手术辅助和医疗设备生产。
- 电子制造:机械手可以用于电子产品的组装和检测。
通过学习本教程,您将掌握机械手编程的基本原理和技巧,能够独立进行机械手编程并应用于实际工作中。
祝您学习愉快!。
1.IF (DO[120]=OFF,JMP LBL[88]//机械手有没有在等待点附近 //2.3.DO[101]=OFF4.DO[102]=OFF5.DO[103]=OFF6.DO[104]=OFF7.DO[105]=OFF8. DO[107]=OFF将所有用到的输出点全部关闭9.DO[109]=OFF10.DO[110]=OFF11.DO[111]=OFF12.DO[112]=OFF13.DO[108]=OFF14.15.16.IF(DI[111]=OFF ANDDI[112]=OFF JMP LBL[88]// 如果两台磨床门没有打开,跳转到标签8817.WAIT DI[107]=ON// 等待有料盘信号打开 //18.DO[104]=ON//电机正转,送料 //19.WAIT DI[108]=ON// 等待料盘到位信号打开 //20.DO[103]=ON//推料盘气缸推出,将料盘顶住 //21.DO[104]=OFF// 电机正转停止 //22.23.24.R[1]=0//计数器清零 //25.R[2]=0 //计数器清零 //26.R[3]=0 //计数器清零 //27.(从此处开始,机械手去料盘拿料)28.LBL[1]//标签 1//29.UFRAME_NUM=4// 使用 4 号用户坐标 //30.UTOOL_NUM=4//使用4号工具坐标 //31.J P[1]100% FINE32.J P[2]100%CNT10033.34.PR[5,1]=R[1]*6035.PR[5,2]=R[2]*6036.PR[5,3]=037.PR[5,4]=038.PR[5,5]=039.PR[5,6]=040.41.PR[4,1]=R[1]*6042.PR[4,2]=R[2]*6043.PR[4,3]=044.PR[4,4]=045.PR[4,5]=046.PR[4,6]=047.48.CALL HAND1_OPEN49.50.L PR[2] 1000mm/sec FINE offset,PR[4]51.L PR[2] 1000mm/sec FINE offset,PR[5]52.53.CALL HAND1_CLOSE54.55.WAIT 1.00 (sec)56.57.L PR[2] 1000mm/sec FINE offset,PR[4]58.59.J P[2] 100% CNT100 OFFSET,PR[5]60.J P[1] 100% FINE (到此处,机械手去料盘拿料结束)61.62.IF DI[101]=OFF AND DI[102]=OFF,JMP LBL[66]// DI[101] 和 DI[102] 同时关闭,说明夹爪 1 上没有料,跳转到标签 6663.64.WAIT(DI[109]=ON OR DI[110]=ON)// 等待一个允许上下料信号//65.IF (DI[109]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART1//如果一号磨床上下料信号为 ON 并且一号夹爪上有料,呼叫程序 part1//66.67.IF (DI[110]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART2//如果二号磨床上下料信号为 ON 并且一号夹爪上有料,呼叫程序 part2//68.69.(从此处开始,机械手把从磨床取下的料放回料盘)70.UFRAME_NUM=471.UTOOL_NUM=472.73.74.J P[1] 100% FINE75.J P[4] 100% FINE76.L PR[3] 1000mm/sec FINE OFFSET,PR[4]77.L PR[3] 100mm/sec FINE OFFSET,PR[5]78.79.CALL HAND2_OPEN80.81. WAIT 1.00 (sec)82.83.L PR[3] 1000mm/sec FINE OFFSET,PR[4]84.J P[4] 100% FINE85.J P[1] 100% FINE (到此处,机械手放料结束)86.87.88.R[2]=R[2]+1 (Y 方向计数器加 1)89.R[3]=R[3]+190.IF (R[3]=R[5]),JMP LBL[99]91.IF(R[3] MOD 6=0),JMP LBL[2]92.JMP LBL[1]93.LBL[2]94.R[1]=R[1]+1 (x 方向计数器加 1)95.R[2]=0 (Y 方向计数器清零)96.97.JMP LBL[55]98.LBL[77]99.UALM[1] (用户报警 1)100.LBL[55]101.102.JMP LBL[1]103.104.LBL[99]105.DO103]=OFF // 推料盘气缸缩回 //106.WAIT 2.00 sec107.DO[105]=ON // 电机反转,料盘回起始位 //108. WAIT DI[107]=ON// 料盘回到起始位//109.DO[105]=OFF //反转关闭 //110.END111.112. LBL[66]113. DO[82]=PULSE,3.0 SEC// 将 DO[82]打开3秒//114. UALM[3] (用户报警3)115.116.JMP LBL[1]117.118.END119.120.LBL[88]121.DO[82]=PULSE,8.0 SECEND。
fanuc机器人程序调用的方法Fanuc机器人程序调用的方法通常包括以下几个步骤:首先,在Fanuc机
器人控制器的 teach pendant 上进入程序调用界面,选择要调用的程序。
然后,确认程序调用的位置和参数,确保程序可以正常运行。
接着,根据需要修改
程序中的一些参数或者逻辑,例如速度、路径等。
最后,保存修改后的程序
并执行调用指令,让机器人按照程序中设定的步骤进行操作。
调用程序时需
要确保程序正确无误,以避免出现安全问题或生产故障。
Fanuc机器人程序
调用的方法需要操作者具备一定的编程和操作技能,以保证机器人的正常运
行和生产效率。
Fanuc机器人程序:选择/删除/复制/查看/ 选择并操作程序删除程序复制程序查看程序属性FANUC 机器人选择并操作程序的详细步骤如下:创建程序:按【SELECT】(程序一览)键显示程序目录画面;选择F2【CREATE】(新建);移动光标选择程序命名方式,再使用功能键(F1-F5)输入程序名。
程序命名方式有:Words(默认程序名)、Upper Case(大写)、Lower Case (小写)、Options(符号)。
注意,不可以用空格、符号、数字作为程序名的开始字母;按【ENTER】(回车)键确认,按F3【EDIT 】(编辑)进入编辑界面。
选择程序:按【SELECT】(程序一览)键显示程序目录画面;移动光标选中需要的程序;按【ENTER】(回车)键进入编辑界面。
删除程序:按【SELECT】(程序一览)键显示程序目录画面;移动光标选中要删除的程序名;按F3【DELETE】(删除)键,出现Delete OK?(可不可以删除?);按F4【YES】(是),即可删除所选程序。
复制程序:按【SELECT】(程序一览)键显示程序目录画面;移动光标选中要被复制的程序名;若功能键中无【COPY】(复制)项,按【NEXT 】(下一页)键切换功能键内容;按F1【COPY】(复制),出现;移动光标选择程序命名方式,再使用功能键(F1-F5)输入程序名;程序名输入完毕,按【ENTER】(回车)键确认,出现画面;按F4【YES】(是)键,即可。
查看程序属性:按【SELECT】(程序一览)键显示程序目录画面;移动光标选中要查看的程序;若功能键中无【DETAIL】(细节)项,按【NEXT】(下一页)键切换功能键内容;按F2【DETAIL】(细节)键,出现画面;把光标移至需要修改的项(只有1-7项可以修改),按【ENTER】(回车)键或按F4【CHOICE 】(选择)键进行修改。
IF (DO[120]=OFF,JMP LBL[88] 〃机械手有没有在等待点附近 // DO[101]=OFF DO[102]=OFF DO[103]=OFF DO[104]=OFF DO[105]=OFF DO[107]=OFF DO[109]=OFF
DO[110]=OFF
DO[111]=OFF
DO[112]=OFF
DO[108]=OFF
IF(DI[111]=OFF AND
DI[112]=OFF JMP LBL[88] //如果两台磨床门没有打开,跳转到标签 WAIT DI[1O7]=ON //等待有料盘信号打开//
DO[1O4]=ON //电机正转,送料//
WAIT DI[108]=ON 〃等待料盘到位信号打开// DO[103]=ON //推料盘气缸推出,将料盘顶住 // DO[104]=OFF //电机正转停止// R[1]=0
〃计数器清零// R[2]=0
〃计数器清零// R[3]=0
〃计数器清零// (从此处开始,机械手去料盘拿料)
LBL[1] //标签 1// UFRAME_NUM=4 //使用 4号用户坐标// UTOOL_NUM=4 〃使用 4号 工具坐标// J P[1]100% FINE J P[2]100%CNT100 PR[5,1]=R[1]*60 PR[5,2]=R[2]*60 PR[5,3]=0 PR[5,4]=0 PR[5,5]=0 PR[5,6]=0 PR[4,1]=R[1]*60
PR[4,2]=R[2]*60
1.
2.
3.
4.
5.
6.
7.
8.
9. 10. 11. 12. 13. 14.
15.
16. 17. 18. 19.
20.
21.
22.
23.
24.
25. 26. 27. 28.
29. 30. 31. 32. 33.
34.
35.
36.
37.
38.
39.
40.
41. 42. 88
PR[4,3]=0 PR[4,4]=0 PR[4,5]=0 PR[4,6]=0 CALL HAND1_OPEN L PR[2] 1000mm/sec FINE offset,PR[4] L PR[2] 1000mm/sec FINE offset,PR[5] CALL HAND1_CLOSE WAIT 1.00 (sec) L PR[2] 1000mm/sec FINE offset,PR[4] J P[2] 100% CNT100 OFFSET,PR[5] J P[1] 100% FINE (到此处,机械手去料盘拿料 结束)
IF DI[101]=OFF AND DI[102]=OFF,JMP LBL[66] // DI[101] 和 DI[102] 同时关闭,说明 夹爪 1 上没有料,跳转到标签 66 WAIT(DI[109]=ON OR DI[110]=ON) // 等待一个允许上下料信号
IF (DI[109]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART1 下
料信号为 ON 并且一号夹爪上有料,呼叫 程序 part1//
IF (DI[110]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART2 下料信号为 ON 并且一号夹爪上有料,呼叫 程序 part2// (从此处开始,机械手把从磨床取下的料放回料盘) UFRAME_NUM=4 UTOOL_NUM=4 J P[1] 100% FINE J P[4] 100% FINE L PR[3] 1000mm/sec FINE OFFSET,PR[4] L PR[3] 100mm/sec FINE OFFSET,PR[5] CALL HAND2_OPEN
WAIT 1.00 (sec)
L PR[3] 1000mm/sec FINE OFFSET,PR[4]
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62. 63. 64.
65. 66. 67. 68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83. // //如果一号磨床上 //如果二号磨床上
84. J P[4] 100% FINE
85. J P[1] 100% FINE (到此处,机械手放料结束)
86.
87.
88. R[2]=R[2]+1 (Y 方向计数器加1)
89. R[3]=R[3]+1
90. IF (R[3]=R[5]),JMP LBL[99]
91. IF(R[3] MOD 6=0),JMP LBL[2]
92. JMP LBL[1]
93. LBL[2]
94. R[1]=R[1]+1 (x 方向计数器加1)
95. R[2]=0 (Y 方向计数器清零)
96.
97. JMP LBL[55]
98. LBL[77]
99. UALM[1] (用户报警1)
100. LBL[55]
101.
102. JMP LBL[1]
103.
104. LBL[99]
105. DO103]=OFF // 推料盘气缸缩回//
106. WAIT 2.00 sec
107. DO[105]=ON // 电机反转,料盘回起始位//
108. WAIT DI[107]=ON // 料盘回到起始位//
109. DO[105]=OFF //反转关闭//
110. END
111.
112. LBL[66]
113. DO[82]=PULSE,3.0 SEC // 将DO[82] 打开3 秒// 114. UALM[3] (用户报警3)
115.
116. JMP LBL[1]
117.
118. END
119.
120. LBL[88]
121. DO[82]=PULSE,8.0 SEC
END。