石油套管接箍
- 格式:ppt
- 大小:207.50 KB
- 文档页数:4

石油油套管接箍管坯技术协议吐哈油田公司机械厂衡阳华菱钢管有限公司二零一一年一月石油油套管接箍管坯技术协议买方:吐哈油田公司机械厂卖方:衡阳华菱钢管有限公司1、规格1.1 本协议规定了卖方供给买方的所列规格石油油套管接箍管坯的主要技术要求。
1.2 油套管接箍管坯规格和钢级产品规格(mm)钢级数量φ93.17×13 N80 215吨φ114.3×15.5 N80 90吨φ153.67×14 N80 120吨φ194.46×16 N80 270吨2、执行标准2.1 GB/T222-2006钢的成品化学成分允许偏差2.2 GB/T10561-2005 钢中非金属夹杂物显微评定方法2.3 GB/T2102-2006 钢管验收、包装、标志及质量证明书的一般规定2.4 API Spec 5CT 套管和油管规范第8版2.5 GB/T223 钢铁及合金化学分析方法2.6 以上标准如有最新版本,按最新版本执行。
3、外形、尺寸及重量偏差3.1 长度接箍管坯供货长度范围为8~12米。
3.2 外径3.3 圆度接箍管坯规格:φ93.17×13、φ114.3×15.5,钢级:N80,圆度直径误差不得大于0.4mm;接箍管坯规格:φ153.67×14mm,钢级:N80,圆度直径误差不得大于0.8mm;接箍管坯规格:φ194.46×16mm,钢级:N80,圆度直径误差不得大于0.8mm;圆度误差的评定按GB/T 4380-2004执行。
3.4 直度偏差接箍管坯弯曲度≤2mm/m。
3.5端部外形钢管两端应切成直角,切斜度≤2mm, 并清除毛刺。
3.6重量偏差符合API Spec 5CT(第8版)要求。
4、技术要求4.1化学成分N80钢级接箍管坯化学成分要求按API Spec 5CT(第8版)执行,成品成分偏差执行国标GB/T222-2006。
卖方向买方提供每炉的产品分析报告。
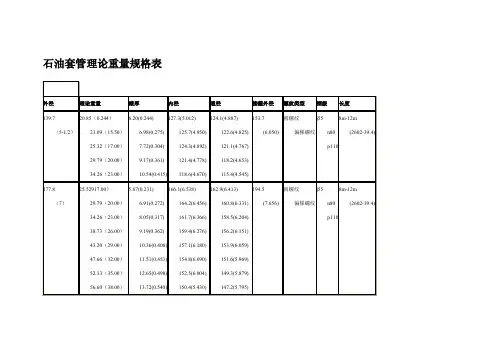
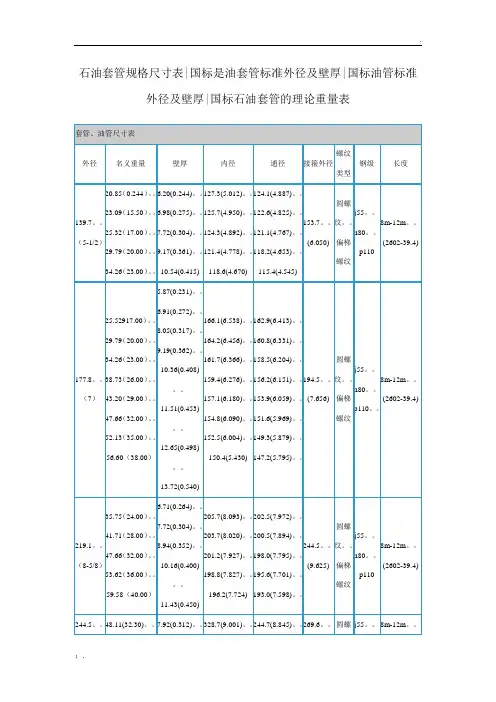
石油套管理论重量规格表石油套管重量计算公式[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 套管和油管用无缝钢管美国API标准:管线管石油套管API标准2、石油套管标准API SPEC 5CT-2001用途油管用于油井中抽取石油或天燃气;套管用作油气井的井壁。
主要生产钢管牌号H40、J55、K55、N80、M65、L80、C90、T95、P110等化学成份、机械性能工作总结-财务处长个人工作总结[工作总结-财务处长个人工作总结]工作总结-财务处长个人工作总结(范文)工作总结-财务处长个人工作总结2009-07-06 11:52财务处长个人工作总结光阴似箭、岁月如梭,转眼之间一年过去了,新的一年已经开始,工作总结-财务处长个人工作总结。
回顾一年来的工作,我处在局党组和*局长的正确领导下,在各兄弟处室和同志们的大力支持和积极配合下,全处上下团结奋进,开拓创新,圆满地完成了全年的各项工作任务。
现将主要情况汇报如下:一、加强政治业务学习,努力提高自身素质。
我深知作为财务处长,肩负的任务繁重,责任重大。
为了不辜负领导的重托和大家的信任,更好的履行好职责,就必须不断的学习。
因此我始终把学习放在重要位臵。
一是认真学习党的"十六大"和十六届三中全会精神,特别是重点研读了胡锦涛总书记在"三个代表"重要思想理论研讨会上的讲话。
通过认真研读、冷静思考,使我充分理解了"三个代表"重要思想是我们党立党之本、执政之基、力量之源的深刻内涵;深刻认识了"发展是执政兴国第一要务"的精神实质。
也使自己的理论水平、思想觉悟和用"三个代表"指导工作的能力有了明显提高和进步。
二是加强业务知识的学习。
财务工作是一项专业性很强的工作,特别是近几年来预算体制改革,新政策、新规定不断出台。
1.本质量控制标准为PSL-1等级规范,不涉及PSL-2,PSL-3产品。
2.本质量控制标准涉及钢级为常用钢级,对C90、T95等特殊要求和规范没有涉及。
3.本质量控制标准所有附表和图表后都注明了所在相关标准的页数。
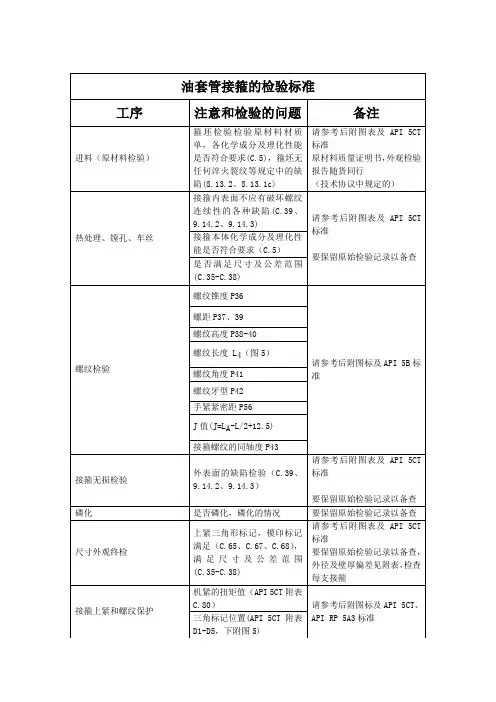
接箍分为外协和本厂加工两种形式,不管哪种生产加工模式,符合API 5CT国际标准的管子接箍应是无缝的,其钢级、类型和热处理均应与管子相同,除替换性钢级或未规定热处理及采购单有特殊规定的(9.2-9.3)。
接箍的尺寸和公差应符合下表:
接箍的表面检查:
所有成品接箍内表面用肉眼观察不应有破坏螺纹连续性的各种缺陷(包括开裂、裂纹和气孔)。
应运用磁粉检测和NDT检测设备进行内外表面的检查。
并保留相应的无损检验记录,证实产品的相关的检验数据。
以下是接箍外表面缺陷允许范围:
油套管及接箍的螺纹检验方法:
针对螺纹的手紧紧密距、J值(J=L A-L/2+12.5)、螺纹锥度、螺距、螺纹长度、螺纹角度、螺纹牙型进行相应的测量,其中接箍还包括接箍螺纹的同轴度的测量。
相关的检验标准及尺寸公差可以祥查API 5B,螺纹密封脂及储存脂应满足或高于RP 5A3标准。
以下是相应的参考图表:
因所附图标过多,在此就不进行罗列,附详查图表。
扣型是工具中最常见的部分,也是比较难区分的一部分。
扣型对于工具师或是监督是很重要的,一个工具师如果不了解扣型,要料、准备到指挥作业都是行不通的,要出大问题的。
这一周主要是学习认识各种常见扣型,包括油管扣型,冲管扣型,筛管盲管扣型,密封单元连接扣形,钻杆扣型等。
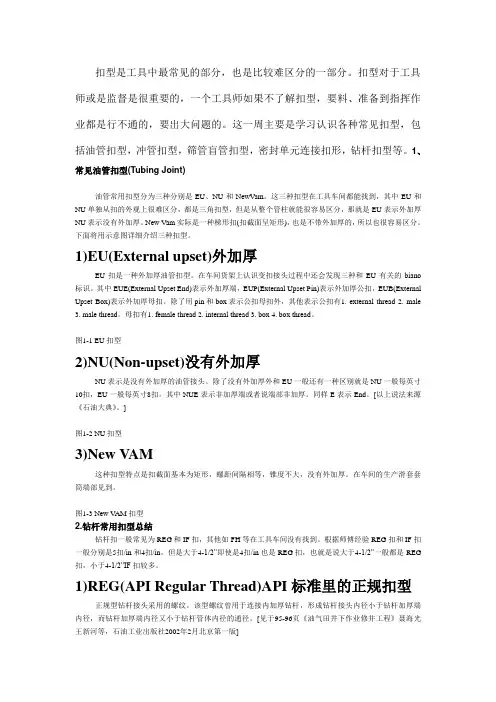
1、常见油管扣型(Tubing Joint)油管常用扣型分为三种分别是EU、NU和NewV am。
这三种扣型在工具车间都能找到,其中EU和NU单独从扣的外观上很难区分,都是三角扣型,但是从整个管柱就能很容易区分,那就是EU表示外加厚NU表示没有外加厚。
New V am实际是一种梯形扣(扣截面呈矩形),也是不带外加厚的,所以也很容易区分。
下面将用示意图详细介绍三种扣型。
1)EU(External upset)外加厚EU扣是一种外加厚油管扣型。
在车间货架上认识变扣接头过程中还会发现三种和EU有关的biano 标识。
其中EUE(External Upset End)表示外加厚端,EUP(External Upset Pin)表示外加厚公扣,EUB(External Upset Box)表示外加厚母扣。
除了用pin和box表示公扣母扣外,其他表示公扣有1. external thread 2. male 3. male thread。
母扣有1. female thread 2. internal thread 3. box 4. box thread。
图1-1 EU扣型2)NU(Non-upset)没有外加厚NU表示是没有外加厚的油管接头。
除了没有外加厚外和EU一般还有一种区别就是NU一般每英寸10扣,EU一般每英寸8扣。
其中NUE表示非加厚端或者说端部非加厚。
同样E表示End。
[以上说法来源《石油大典》。
]图1-2 NU扣型3)New V AM这种扣型特点是扣截面基本为矩形,螺距间隔相等,锥度不大,没有外加厚。
在车间的生产滑套套筒端部见到。
图1-3 New V AM扣型2.钻杆常用扣型总结钻杆扣一般常见为REG和IF扣,其他如FH等在工具车间没有找到。
石油套管接箍加工工艺关键词: 石油套管接箍前言石油套管接箍是用来连接两油管套管的必要工件。
制造方法与无缝管相同,国内用j55 n80Q等特种钢材制造。
钢管两端车有内螺纹,以便与上下两油管连接。
为保证接头处的密封性,对螺纹精度有较严格的要求。
一、用途用于连接上下两油管套管。
二、种类国产油套管分为不加厚的石油套管接箍和两端加厚的石油套管接箍。
不加厚的又分为3 1/2” 5 1/2” 7 1/2”等,我们所讲述的是不加厚5 1/2”油套管接箍的加工工艺。
三、加工工序车端面——车外圆——镗孔——车内螺纹——检验——磷化四、规格及外观质量1、规格按SY/T6194-96规定,通常长度(不定尺)为304mm 139mm 204mm等2、直径153.5 140.5 136.5等3、外观质量按标准规定接箍的内外表面不得有折叠、裂缝、离层、发纹、结疤和深的直道缺陷存在。
钢管表面的上述缺陷可用锉、砂轮或其他方法清除掉,清除深度不得超过公称壁厚的12.5%。
缺陷不得焊补或用其他方法填补。
五、化学成分检验1、接箍的钢号应相同,用J55N80Q号钢制造。
硫和磷的含量均不得超过0.045%,砷的含量不得超过0.15%。
按GB222-84规定取样;按GB223中的有关部分进行化学分析。
2、美国石油学会标准APISPEC5CT1988年第1版规定化学分析测定应按ASTME350最新版本进行。
六、物理性能检验1、按GB228-87的规定进行拉力试验。
水压试验根据钢种和钢管口径不同,均有明确要求。
油管套管接箍的螺纹验规,根据钢管的口径有严格的要求。
2、美国石油学会标准APISPEC5CT1988年第1版规定油管套管接箍作拉伸试验;压扁试验;静水压试验;硫化物应力腐蚀开裂试验;晶粒度测定(按ASTME-112最新版本);横向冲击试验(按ASTMA370、ASTME23的最新版本规定进行);硬度试验(按ASTME18《金属材料的洛氏硬度试验标准方法》。
油套管接箍的安装方法如下:
1. 锯掉合适长度的无缝管,并清除端口处的毛刺,管孔应垂直于中心线,视角尺寸公差不应超过0.5。
如果管子需要用金属板弯曲,
管道内孔至弯曲位置的平行线距离不得超过螺母长度的三倍。
2. 将螺母和套管接箍安装在无缝管上,注意螺母和套圈的方向,无需安装反向。
3. 在自备接头的外螺纹和套圈上刷上油脂,将管子插入接头体内,用指尖拧紧螺母。
4. 拧紧螺母,直到套管接箍堵住系统管道,这个历史大转折时期可以通过根据需要拧紧力矩的增大来感受。
5. 达到工作压力点后,拧紧夹紧螺母1/2圈。
6. 拆下连接器本体,检查芯边的插入状态,使可见凸面需要覆盖在芯孔的室内空间,环可以略微旋转,但不能径向旋转。
7. 后安装。
在连接器本体的外螺纹上涂上润滑脂,用它来拧紧夹紧螺母,直到毛毡拧紧力可以提高为止,然后拧紧1圈u002F2,完
成安装。
请注意,安装时,与套管接箍连接的对接接头应内外清洁,对接
接头出口应打磨平整,面层无毛刺、表面不平整,对接接头和套管接头不得弯曲。
否则,套管接头与无缝钢管的接头处会发生泄漏。
卡口接头两侧的无缝钢管应采用均匀材料,合理避免泄漏。
将无缝钢管放入管接头体内时,套筒逐渐收紧的范围不宜过大。
环应从浅到深拧至外螺纹末端或2/3处。
以上信息仅供参考,如果您在操作中遇到问题,建议咨询专业人士或者查看产品说明书。
石油套管接箍加工工艺概述石油套管接箍是油气钻井过程中使用的关键部件之一。
它连接着钻井管道和套管,起到了连接、密封作用,保证钻井过程的安全和顺利进行。
石油套管接箍的加工工艺对产品的质量和性能影响较大。
本文将介绍石油套管接箍的加工工艺和注意事项。
加工流程1. 切断套管根据套管接箍的尺寸要求,先将套管切断成合适的长度。
在切割过程中需注意切割位置的精度和切口的光洁度。
2. 暴露端面切割好套管后,需将切口处加工光滑,保证端面光洁度要求。
同时需检查加工后的套管端面是否符合规格要求。
3. 机加工机加工是石油套管接箍生产中的关键环节。
通过机加工设备,对套管的内壁进行加工,即在套管边缘位置中心处开设螺纹。
4. 清洗在加工完成后,需要对产品进行清洗、处理,除去机加工过程中产生的废弃物和油污等杂物,保证产品表面的光洁度。
5. 组装最后将机加工后的套管连接到钻井管道和套管上,确保密封性和连接性。
注意事项1. 加工精度石油套管接箍作为油气钻井设备的关键部件之一,其加工精度关系到了钻井安全和钻井效率。
因此在加工过程中需严格按照标准操作,确保产品质量符合规定要求。
2. 材料选择石油套管接箍的材料选择一般为高强度合金钢,需要考虑到其强度、耐腐蚀性等。
同时还需考虑到产品的可焊性和可塑性等特性,确保产品能够满足工程需求。
3. 安装前检查在将石油套管接箍安装到钻井管道和套管上之前,需对其进行验收和检查。
检查其外观质量、尺寸误差、螺纹加工是否正常等,确保产品无任何质量问题。
结论石油套管接箍加工工艺对于钻井设备的安全和钻井效率具有重要影响。
正确的加工流程和注意事项对于产品质量和性能的保证至关重要。
在实际生产中,需严格按照标准操作,确保产品符合要求。
1.用途用于石油井钻探。
2.种类按SY/T6194-96“石油套管”分短螺纹套管及其接箍和长螺纹套管及其接箍两种。
4.化学成分检验(1)按SY/T6194-96规定。
套管及其接箍采用同一钢级。
含硫量<0.045%,含磷量<0.045%。
(2)按GB222-84的规定取化学分析样。
按GB223中有关部分的规定进行化学分析。
(3)美国石油学会ARISPEC5CT1988第1版规定。
化学分析按ASTME59最新版本制样,按ASTME350最新版本进行化学分析。
5.物理性能检验(1)按SY/T6194-96规定。
作压扁试验(GB246-97)拉力试验(GB228-87)及水压试验。
(2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、硬度试验(ASTME18或E10最新版本规定进行)、拉伸试验、横向冲击试验(ASTMA370、ASTME23和有关标准最新版本规定进行)、晶粒度测定(ASTME112最新版本或其他方法)。
6.主要进出口情况(1)石油套管主要进口国家有:德国、日本、罗马尼亚、捷克、意大利、英国、奥地利、瑞士、美国,阿根廷、新加坡也有进口。
进口标准多参照美国石油学会标准API5A,5AX,5AC。
钢级是H-40,J-55,N-80,P-110,C-75,C-95等。
规格主要为139.77.72R-2,177.89.19R-2,244.58.94R-2,244.510.03R-2,244.511.05R-2等。
(2)API规定长度有三种:即R-1为4.88~7.62m,R-2为7.62~10.36m,R-3为10.36m至更长。
(3)部分进口货物标有LTC字样,即长丝扣套管。
(4)从日本进口套管除采用API标准外,还有少部分执行日本厂方标准(如新日铁、住友、川崎等),钢号是NC-55E,NC-80E,NC-L80,NC-80HE等。
(5)在索赔案例中,出现过黑扣、丝扣损伤,管体折叠,断扣和螺纹紧密距超差,接箍J值超差等外观缺陷及套管脆裂、屈服强度低等内在品质问题。
油套管及配套接箍螺纹普通技术要求内容1、适用范围2、标准连接3、术语、定义、注释和缩写4、普通规则5、套管螺纹扣5.1 螺纹剖面5.2 OTTM螺纹扣基本参数5.3 量规检测OTTM螺纹扣5.4 OTTG螺纹扣基本参数5.5 量规检测OTTG螺纹扣6、油管螺纹扣6.1 螺纹剖面6.2 油管及NKTB油管螺纹扣基本参数6.3 量规检测油管及NKTB油管螺纹扣6.4 NKM油管螺纹扣基本参数6.5 量规检测NKM螺纹扣7、验收规则8、检测油管及套管螺纹扣基本规格和检测普通技术要求1、适用范围:本技术标准适用于石油及天然气工业中的油管及套管螺纹扣,规定了对螺纹剖面、螺纹基本参数和螺纹检测的要求。
本技术标准规定了对以下类型螺纹扣的要求:——套管的OTTM梯形螺纹扣;——套管的OTTG梯形高气密性螺纹扣和“金属——金属”密封扣;——油管的三角螺纹扣;——HKTB油管的三角螺纹扣及外翻管端;——HKM油管的高气密性梯形螺纹扣和“金属——金属”密封扣。
2、标准连接:本技术标准使用了以下标准连接:GOST P (ICO 11960) 石油及天然气工业。
油井使用的套管或油管(钢管)。
GOST 9378-93。
GOST 10654-81 油管及配套接箍三角螺纹用量规。
类型、基本规格和公差。
GOST P 11708-82 互换基本标准。
螺纹、术语和定义。
GOST 25576-83 套管及配套接箍梯形螺纹用量规。
类型、基本规格和公差。
GOST 2789-73 表面粗糙度。
参数、特性和注释。
3、术语、定义、注释和缩写:本标准引用了GOST 11708 82标准中的术语和定义,还有以下术语和定义:3.1 螺纹旋线——位于实际或假设的圆锥体侧表面的线,围绕中轴线旋转,但不能为零或无限长。
3.2 螺纹螺旋表面——旋转表面,位于中轴线一侧并围绕中轴线不断旋转。
每个旋转点均围绕旋线旋转,旋线到旋转点的距离必须一样。
3.3 螺纹台肩——受螺纹表面限制的突出部分。
1.用途用于石油井钻探。
2.种类按SY/T6194-96“石油套管”分短螺纹套管及其接箍和长螺纹套管及其接箍两种。
4.化学成分检验(1)按SY/T6194-96规定。
套管及其接箍采用同一钢级。
含硫量<0.045%,含磷量<0.045%。
(2)按GB222-84的规定取化学分析样。
按GB223中有关部分的规定进行化学分析。
(3)美国石油学会ARISPEC5CT1988第1版规定。
化学分析按ASTME59最新版本制样,按ASTME350最新版本进行化学分析。
5.物理性能检验(1)按SY/T6194-96规定。
作压扁试验(GB246-97)拉力试验(GB228-87)及水压试验。
(2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、硬度试验(ASTME18或E10最新版本规定进行)、拉伸试验、横向冲击试验(ASTMA370、ASTME23和有关标准最新版本规定进行)、晶粒度测定(ASTME112最新版本或其他方法)。
6.主要进出口情况(1)石油套管主要进口国家有:德国、日本、罗马尼亚、捷克、意大利、英国、奥地利、瑞士、美国,阿根廷、新加坡也有进口。
进口标准多参照美国石油学会标准API5A,5AX,5AC。
钢级是H-40,J-55,N-80,P-110,C-75,C-95等。
规格主要为139.77.72R-2,177.89.19R-2,244.58.94R-2,244.510.03R-2,244.511.05R-2等。
(2)API规定长度有三种:即R-1为4.88~7.62m,R-2为7.62~10.36m,R-3为10.36m至更长。
(3)部分进口货物标有LTC字样,即长丝扣套管。
(4)从日本进口套管除采用API标准外,还有少部分执行日本厂方标准(如新日铁、住友、川崎等),钢号是NC-55E,NC-80E,NC-L80,NC-80HE等。
(5)在索赔案例中,出现过黑扣、丝扣损伤,管体折叠,断扣和螺纹紧密距超差,接箍J值超差等外观缺陷及套管脆裂、屈服强度低等内在品质问题。
石油钻采专用钢管规范一.术语和定义:套管(casing):从地表下入已钻井眼作衬壁的管子。
套管和油管附件(casing and tubing accessory):用于管柱内的一根管段,用以提供管柱内机械和压力完整,并有助于管柱所需其它功能的实现。
接头(connection):管子构件螺纹连接总称。
接箍(coupling):用于连接两根带螺纹管子并具有内螺纹的圆筒体。
缺陷(defect):具有足够大的缺欠,并且按中华人民共和国石油天然气行业标准规范规定它是拒收产品的依据。
缺欠(imperfection):按中华人民共和国石油天然气行业标准提出的方法所能检查出的产品管壁内或产品表面上不连续处。
检验(inspection):按相应要求对单位产品所进行的测量,检查,试验,螺纹检测或其它比较过程检验批(inspection lot):待检的属性一致条件下生产的一定数量额定产品。
检验批数量(inspection lot size):一个检验批中产品的数量。
炉批(heat):由一次熔炼的单一循环过程生产的材料。
产品(product):单件或成批的管子,接箍,附件,接箍毛坯或接箍半成品。
管子(pipe):套管,油管,平端套管衬管和短节的总称。
平端套管衬管(plain-end casing liner):通常具有壁厚大于J55规定厚度,以无螺纹提供的套管短节(pup-joint):比长度范围1短的套管,油管,平端套管衬管。
油管(tubing):下入生产井中,用作排放或引导通道的管子。
无缝管(seamless pipe):无焊缝的锻轧钢管状产品,是用热加工钢制造的,如必要时,可随后进行冷加工或热处理或这些工艺相结合,以生产出所需要的形状,尺寸和性能。
电焊管(electric-welded pipe):具有一条用电阻或电感应的方法,无填充金属焊接而成的纵焊缝的管子。
焊接边由机械压力挤压在一起,焊接热量由电流电阻产生。