微孔发泡对聚丙烯力学性能的影响_龚维
- 格式:pdf
- 大小:341.87 KB
- 文档页数:2
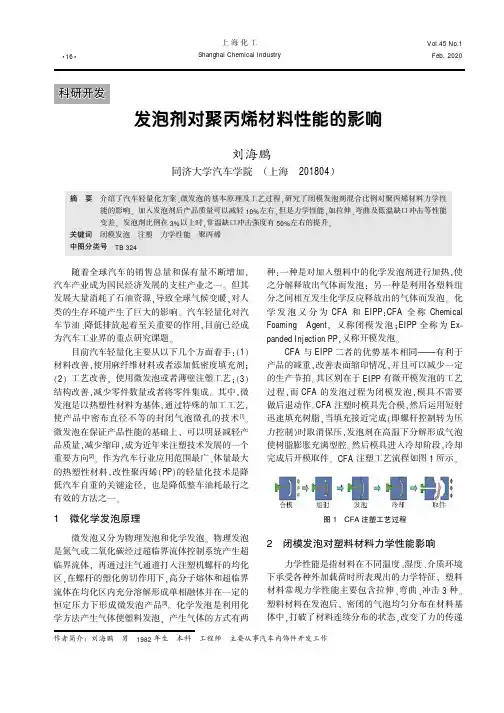
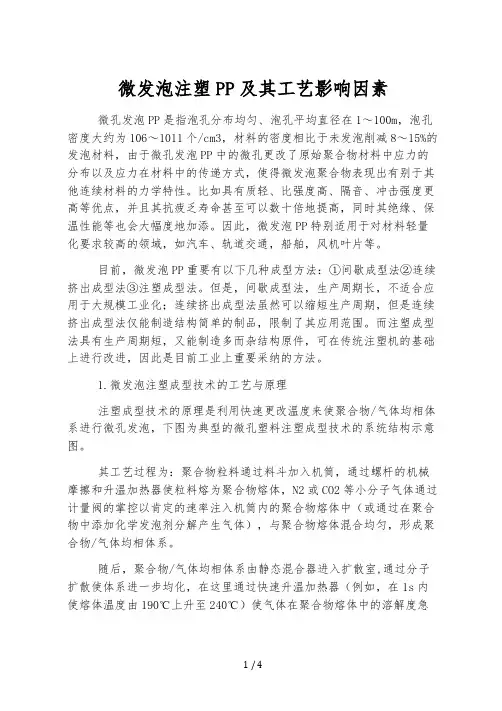
图1CFA 注塑工艺过程随着全球汽车的销售总量和保有量不断增加,汽车产业成为国民经济发展的支柱产业之一。
但其发展大量消耗了石油资源,导致全球气候变暖,对人类的生存环境产生了巨大的影响。
汽车轻量化对汽车节油、降低排放起着至关重要的作用,目前已经成为汽车工业界的重点研究课题。
目前汽车轻量化主要从以下几个方面着手:(1)材料改善,使用麻纤维材料或者添加低密度填充剂;(2)工艺改善,使用微发泡或者薄壁注塑工艺;(3)结构改善,减少零件数量或者将零件集成。
其中,微发泡是以热塑性材料为基体,通过特殊的加工工艺,使产品中密布直径不等的封闭气泡微孔的技术[1]。
微发泡在保证产品性能的基础上,可以明显减轻产品质量,减少缩印,成为近年来注塑技术发展的一个重要方向[2]。
作为汽车行业应用范围最广、体量最大的热塑性材料,改性聚丙烯(PP )的轻量化技术是降低汽车自重的关键途径,也是降低整车油耗最行之有效的方法之一。
1微化学发泡原理微发泡又分为物理发泡和化学发泡。
物理发泡是氮气或二氧化碳经过超临界流体控制系统产生超临界流体,再通过注气通道打入注塑机螺杆的均化区,在螺杆的塑化剪切作用下,高分子熔体和超临界流体在均化区内充分溶解形成单相融体并在一定的恒定压力下形成微发泡产品[3]。
化学发泡是利用化学方法产生气体使塑料发泡,产生气体的方式有两种:一种是对加入塑料中的化学发泡剂进行加热,使之分解释放出气体而发泡:另一种是利用各塑料组分之间相互发生化学反应释放出的气体而发泡。
化学发泡又分为CFA 和EIPP :CFA 全称Chemical Foaming Agent ,又称闭模发泡;EIPP 全称为Ex ⁃panded Injection PP ,又称开模发泡。
CFA 与EIPP 二者的优势基本相同———有利于产品的减重,改善表面缩印情况,并且可以减少一定的生产节拍。
其区别在于EIPP 有微开模发泡的工艺过程,而CFA 的发泡过程为闭模发泡,模具不需要做后退动作。
不同填料对PP微孔发泡材料结晶行为的影响研究摘要:本文选取了发泡剂母粒作为发泡剂,选择二次开模法用塑料注射成型机制备出不同填料的PP/Nano-OMMT、PP/GF、PP/Nano-SiO2试样。
利用DSC,XRD和SEM对不同填料/PP微孔发泡材料结晶行为和泡孔形貌进行测试和表征。
结果表明填料的加入,复合材料的结晶温度增大,结晶发生在高温区,结晶度减小,半结晶时间缩短,PP 的晶体衍射角向小角度偏移,尤其是GF(1wt%)的加入,所得泡孔平均直径最小,泡孔密度最大,泡孔形貌规则,说明GF的加入,使得复合材料的结晶行为呈现良好的性能,发泡效果显著。
关键词:不同填料;聚丙烯;结晶性能微孔发泡材料是一类以填料为气体的复合材料[1-2]。
由于发泡材料具有密度较低、质量轻、保温效果好等优良性能,被广泛应用于一次性食品包装、医疗、建筑、汽车内饰件等领域[3]。
聚丙烯作为世界上通用的五大塑料之一,具有较好的耐腐蚀性、稳定性、绝缘性、对环境无污染、廉价、易成型等特点,被广泛应用于微孔发泡材料的制备,但由于纯PP熔体强度[4-6]较低,且具有较窄的加工窗口,在发泡过程中很难控制,容易导致形成的泡孔坍塌和合并,所形成的泡孔分布不均匀等缺点。
王明昊[7]等人在PVDA中分别加入不同含量的PVP,发现随着PVP的含量逐渐增加,PDVA的结晶温度和熔融温度均有所下降,结晶度也降低,非结晶区增加,泡孔密度减小,有利于泡孔的形成。
李胜男等人[8]研究成核剂对PP发泡行为的影响,得出NA的加入可以增强复合材料的结晶度,得到较规则的泡孔形貌。
王向东[9]等人以超临界二氧化碳作为发泡剂, TPU作为基体,研究结晶与发泡的关系,结果表明压力和温度的改变,会影响晶体的出现,当压力达到一定值会得到较好的微孔形貌。
何跃[10]等人研究了橡胶粒子对聚丙烯发泡质量的影响,发现橡胶粒子可以来提高PP复合材料的初始结晶温度,阻止泡孔的质量变差。

微发泡注塑聚丙烯复合材料的性能及微观结构李秀峻【摘要】针对常规聚丙烯复合材料应用于微发泡注塑过程中遇到的孔径大、分布不均匀、力学性能损失严重等问题,从基料特性、填充体尺寸、成核助剂等不同角度对材料配方进行优化升级.结果表明:适当提高熔体的加工流动性有利于气泡扩散,材料的拉伸、弯曲强度保持率同比可提升10%~20%;而加入小尺寸填料及成核助剂则可以有效降低泡孔孔径,材料的缺口冲击强度可从8 ~ 10 kJ/m2提升至15 ~20k J/m2;扫描电镜SEM分析显示,材料的泡孔平均孔径从170 ~180μm降低至80 ~90μm,孔密度明显增加.【期刊名称】《上海塑料》【年(卷),期】2018(000)002【总页数】5页(P9-13)【关键词】聚丙烯;力学性能;孔径【作者】李秀峻【作者单位】上汽大众汽车有限公司,上海201805【正文语种】中文【中图分类】TQ327.80 前言注塑微发泡(Microcellular Foaming Injection)是一种低倍率(5%~50%)的发泡方式,其主要特性在于在适当的减重率前提下,确保材料性能的高保持率及优良的力学性能指标,实现减重、性能保持的双重效果[1-3],因此,其发泡后材料仍然具备较好的综合性能,可作为常规的家电及电子电器的壳体、结构性制件,与汽车的内外饰及功能件的性能指标及轻量化要求也是非常相符的[4]。
而在实际的微发泡注塑过程中,由于微气泡来源的特殊性,往往对所用材料如聚丙烯复合材料有特殊的性能需求,既要使得气泡容易扩散,实现均匀分布,又要确保气泡在生产过程中不会过度膨胀,形成泡孔尺寸过大的微观结构,使得材料的力学性能指标有大幅度的降低,从而最终影响到其实际的用途[5]。
本文针对当前聚丙烯复合材料所遇到的上述瓶颈问题,进行了针对性的配方优化升级的研究。
1 实验部分1.1 实验原料聚丙烯(PP):YPJ-3100H,中国石化扬子石油化工有限公司;聚丙烯(PP):BX3800,韩国SK株式会社;滑石粉HY8006,1 500目,江西豪源化工有限公司;滑石粉SD700:3 000目,辽宁鑫达滑石基团有限公司;滑石粉HTP 05L:10 000目,意大利IMIFABI基团;增韧剂POE:POE-8150,熔融指数0.5 g/10 min,美国陶氏化学公司;增韧剂POE:POE-8137,熔融指数30 g/10 min,美国陶氏化学公司;成核助剂:NA-21,日本旭电化工业株式会社;发泡助剂:EE25C,常熟永和精细化工有限公司。
基于Moldex3D分析模具温度对PP发泡注塑制品的影响LI Shusong;YAN Baorui;AN Hualiang【摘要】对微孔发泡注塑过程进行模具温度控制,对制品进行扫描电子显微镜、弯曲强度、冲击强度、表面粗糙度测试,探讨模具温度对制品的力学性能与泡孔结构的影响.结果表明,当其他工艺参数不变时,提高模具温度,制品的泡孔更加致密,有助于提高制品的弯曲性能和冲击性能并且有助于降低制品表面粗糙度;通过Moldex.3D模拟统计泡孔平均直径、密度以及尺寸标准差,验证了模具温度升高时,泡孔尺寸标准差降低,泡孔分布更加均匀;通过模拟验证了当模具温度升高时,泡孔尺寸以及制品减重比变化趋势与实验结果一致.【期刊名称】《中国塑料》【年(卷),期】2019(033)001【总页数】7页(P53-58,123)【关键词】微孔发泡注射成型;模具温度;泡孔结构;力学性能;Moldex3D模拟【作者】LI Shusong;YAN Baorui;AN Hualiang【作者单位】【正文语种】中文【中图分类】TQ325.1+40 前言微孔发泡制品能有效地减少塑料用量并保证制品力学性能,在成型过程中有效减小物料熔融黏度、降低成型压力等减少能源消耗。
近年来微孔发泡制品作为结构件被广泛应用于医疗、汽车、航空航天等领域。
超临界流体N2作为一种绿色、无污染的物理发泡剂,被广泛应用于微孔发泡注塑行业中[1]。
模具温度控制在微孔发泡注塑过程中可以改善均相溶体填充过程中的流动性,影响其气泡成核析出长大过程,最终影响制品的泡孔结构、表面质量和力学性能[2-5]。
Moldex3D凭借其真实的三维模流分析技术被广泛应用于塑料注射成型加工,达到优化产品设计、有效验证设计方案和预测产品的可制造性[6-7]。
其中通过微孔发泡注射模块可视化模拟可以实现优化填充过程中加工条件、通过模具加热方式预测冷却时间、优化保压条件以及分析浇口压力变化、预测塑件成型内部泡孔尺寸以及分布等功能。
成核剂对PP发泡行为和力学性能影响李胜男; 蒋团辉; 张翔; 曾祥补; 何力【期刊名称】《《现代塑料加工应用》》【年(卷),期】2019(031)005【总页数】4页(P32-35)【关键词】成核剂; 聚丙烯; 发泡行为; 力学性能【作者】李胜男; 蒋团辉; 张翔; 曾祥补; 何力【作者单位】国家复合改性聚合物材料工程技术研究中心贵州贵阳 550022【正文语种】中文聚丙烯(PP)发泡材料具有质量轻、力学性能优良、耐化学腐蚀、尺寸稳定性好、隔热隔音及成本低等优点,被广泛用于汽车、建筑、体育、包装等领域[1]。
但由于PP 属于半结晶型聚合物,其熔体强度较低,发泡困难,且在熔融冷却过程中结晶速度慢,易产生大的球晶,在球晶的界面处易产生应力集中现象,从而导致材料力学性能下降,这些问题限制了其应用[2]。
因此,为得到泡孔均匀细密、发泡倍率高且球晶尺寸均匀的PP复合材料发泡制品,通常需加入成核剂(NA)。
NA可提供大量的异相成核位点,且使PP成核速率及成核密度增加,生成细小均匀的晶体[3],能有效地改善泡孔质量和力学性能[4]。
下面使用化学发泡剂,采用微孔注射发泡成型工艺制备PP复合材料,探讨了NA含量对PP复合材料发泡行为和力学性能的影响。
1 试验部分1.1 主要原料及仪器设备2种PP:PP1,K7100,高流动性注塑级,熔体流动速率100 g/10 min(230 ℃,2.16 kg),密度0.9 g/cm3,PP2,K9026,26 g/10 min(230 ℃,2.16 kg),密度0.9 g/cm3,均为中国石油化工股份有限公司北京燕山分公司;2种聚烯烃弹性体(POE):POE1,Solumer 8613,13 g/10 min,0.863 g/cm3,韩国SK集团;POE2,EXACT 5371,5 g/10 min,0.870 g/cm3,埃克森美孚化工;α成核剂,NA-92,广州呈和科技股份有限公司;黑色母粒,6010系列,东莞市盛世恒湖实业有限公司;化学发泡剂母粒,MP01W,山东昊智新型材料科技有限公司。
微发泡注塑PP及其工艺影响因素微孔发泡PP是指泡孔分布均匀、泡孔平均直径在1~100m,泡孔密度大约为106~1011个/cm3,材料的密度相比于未发泡削减8~15%的发泡材料,由于微孔发泡PP中的微孔更改了原始聚合物材料中应力的分布以及应力在材料中的传递方式,使得微发泡聚合物表现出有别于其他连续材料的力学特性。
比如具有质轻、比强度高、隔音、冲击强度更高等优点,并且其抗疲乏寿命甚至可以数十倍地提高,同时其绝缘、保温性能等也会大幅度地加添。
因此,微发泡PP特别适用于对材料轻量化要求较高的领域,如汽车、轨道交通,船舶,风机叶片等。
目前,微发泡PP重要有以下几种成型方法:①间歇成型法②连续挤出成型法③注塑成型法。
但是,间歇成型法,生产周期长,不适合应用于大规模工业化;连续挤出成型法虽然可以缩短生产周期,但是连续挤出成型法仅能制造结构简单的制品,限制了其应用范围。
而注塑成型法具有生产周期短,又能制造多而杂结构原件,可在传统注塑机的基础上进行改进,因此是目前工业上重要采纳的方法。
1.微发泡注塑成型技术的工艺与原理注塑成型技术的原理是利用快速更改温度来使聚合物/气体均相体系进行微孔发泡,下图为典型的微孔塑料注塑成型技术的系统结构示意图。
其工艺过程为:聚合物粒料通过料斗加入机筒,通过螺杆的机械摩擦和升温加热器使粒料熔为聚合物熔体,N2或CO2等小分子气体通过计量阀的掌控以肯定的速率注入机筒内的聚合物熔体中(或通过在聚合物中添加化学发泡剂分解产生气体),与聚合物熔体混合均匀,形成聚合物/气体均相体系。
随后,聚合物/气体均相体系由静态混合器进入扩散室,通过分子扩散使体系进一步均化,在这里通过快速升温加热器(例如,在1s内使熔体温度由190℃上升至240℃)使气体在聚合物熔体中的溶解度急剧下降,过饱和气体由熔体中析出形成大量的微小气泡核。
为了抑制扩散室内已形成的气泡核快速生长,扩散室内必需保持高压状态。
在进行注射操作前,模具型腔中充分压缩气体。
微发泡聚丙烯材料发泡性能影响因素研究李振华*,彭莉,杨波,王琪,付大炯,俞飞,吴国峰,罗忠富(金发科技股份有限公司,广东广州510663)[摘要]采用化学发泡剂辅助二次开模工艺对三种不同滑石粉填充含量聚丙烯(PP)材料的发泡性能进行研究,同时研究了温度对20%填充滑石粉改性PP熔体强度和延展性能的影响。
研究发现,20%滑石粉填充含量的PP聚合物材料发泡性能最好,通过分析认为,熔体强度和熔体的延展性能综合影响材料的可发泡性能。
另外表观剪切粘度越低充模性能更好,口模膨胀程度越高发泡性能越好;20%填充滑石粉PP材料测试温度越高,材料的熔体强度越低,熔体的延展性能越好,其最合适的加工温度为198℃。
[关键词]二次开模工艺(core back);微发泡;聚丙烯[中图分类号]TQ[文献标识码]A[文章编号]1007-1865(2019)15-0030-03Study on Influencing Factors of Foaming Property of Micro-foamed PolypropyleneMaterialLi Zhenhua*,Peng Li,Yang Bo,Wang Qi,Fu Dajiong,Yu Fei,Wu Guofeng,Luo Zhongfu(Kingfa Sci.&Tech.Co.,Ltd.,Guangzhou510663,China)Abstract:Study on foaming properties of polypropylene(PP)materials filled with three different talc powders by chemical foaming agent assisted secondary mold opening process(Core back),the effect of temperature on the melt strength and ductility of20%filled talc modified PP was also studied.It was found that the foaming properties of20%PP/Talc composites were the best.The analysis showed that the melt strength and the melt ductility had combined influence on the foaming property of the PP composites.In addition,the lower the apparent shear viscosity,the better the filling performance,and the higher the die expansion degree, the better the foaming performance,20%filled talcum powder PP material test temperature is higher,the lower the melt strength of the material,the better the ductility of the melt,the most suitable processing temperature is198℃.Keywords:core back;microcellular;polypropylene1前言随着今年来国家对环境保护的要求越来越高,燃油汽车厂家面临的油耗降低的指标压力越来越大,因此各厂家都在千方百计在整车材料轻量化下功夫。
CHINA SYNTHETIC RESIN AND PLASTICS研究与开发合 成 树 脂 及 塑 料 , 2021, 38(1): 14聚丙烯(PP)具有相对密度小、力学性能优越、价格低、化学性质稳定等特点;但PP的熔体强度低,耐熔垂性能差,限制了其在发泡方面的应用。
目前,主要通过共混改性、交联和长链支化三种途径来提高PP的熔体强度,改善PP发泡效果。
共混改性过程中,通过配方和工艺调整,第二组分可以在PP中形成原位微纤,使PP的熔体强度提高,可发泡性增加。
在PP发泡过程中,熔体强度较高时,其拉伸黏度随剪切应力和时间的增加而增加,应变硬化行为显著,促使泡孔稳定增长,抑制了泡孔壁的破裂,拓宽了PP的发泡窗口[1-2]。
普通PP是一种典型的低熔体强度聚合物,在发泡过程中会发生严重的泡孔破裂和合并,导致极差的泡孔结构[3]。
本工作通过添加原位微纤改性剂使改性剂对聚丙烯流变性能和发泡行为的影响朱能贵,沈 超,蒋团辉*,李胜男,曾祥补(贵州省材料产业技术研究院,贵州 贵阳 550022)摘 要: 在改性聚丙烯PPFP 1920中加入丙烯酸类树脂改性剂(记作G 200)进行共混改性,制备了PPFP 1920/G 200复合材料,研究了G 200含量对聚丙烯流变性能、发泡行为的影响。
结果表明:随着G 200含量的增加,复合材料的熔体流动速率大幅降低,复数黏度和低频储能模量提高,低频损耗因子降低,熔体弹性变好,复合材料可发泡性提高;G 200用量为3.0 phr时,复合材料的泡孔密度为4.45×105个/cm 3,为纯PPFP 1920的4倍,泡孔尺寸由155.28 μm降至89.68 μm;随着G 200含量的增加,发泡后试样的拉伸强度略微增加,弯曲模量大幅提升,冲击强度有所下降。
关键词: 聚丙烯 改性剂 流变性能 发泡行为中图分类号: TQ 325.1+4 文献标志码: B 文章编号: 1002-1396(2021)01-0014-04Effect of modifier on rheological properties and foamingbehavior of polypropyleneZhu Nenggui ,Shen Chao ,Jiang Tuanhui ,Li Shengnan ,Zeng Xiangbu(Guizhou Material Industry Technology Research Institute ,Guiyang 550022,China )Abstract : The modified polypropylene PPFP 1920 was modified by adding the modifier of acrylic resin G 200 to prepare PPFP 1920/G 200 composites. The influences of the content of G 200 on the rheological properties and foaming behavior of polypropylene were observed. The results show that the melt flow rate of the composites drops with the increase of G 200 content,while whose complex viscosity and low-frequency energy storage modulus increase,whose low-frequency loss factor decreases,whose melt elasticity and foamability are improved. The bubble density of the composites is 4.45×105/cm 3,4 times than that of the pure PPFP 1920 when the mass fraction of G 200 is 3%,and whose bubble size decreases from 155.28 μm to 89.68 μm. The tensile strength of the foamed samples increases slightly,whose bending modulus rises significantly and whose impact strength decreases with the increase of G 200 content.Keywords : polypropylene; modifier; rheological property; foaming behavior收稿日期: 2020-07-30;修回日期: 2020-10-29。
第2期2021年4月No.2April,2021现如今,我国环境保护工作已经提上日程,在各个行业领域都有十分直观的体现。
如燃油汽车厂商在产品生产、研发等方面的油耗降低指标也面临一定压力。
在这一环境下,实现整车材料轻量化成为非常重要的目标。
整车材料中包括改性塑料,尽管这一材料占比较小,但实际上也是非常必要的结构、装饰零件。
塑料材料轻量化需要采用薄壁材料、低密度材料、微发泡材料,其中,微发泡材料需要掺加物理、化学发泡剂,提高材料表层质量和里层泡孔结构均匀性。
经过生产实践探究发现,发泡剂会对聚丙烯材料性能产生直接影响。
1 基于轻量化的发泡剂与聚丙烯材料微发泡材料属于泡孔材料,材料结构内部有较多微孔,降低了材料密度。
注塑环节可以抑制内应力提高,使产品尺寸参数更加稳定。
个别微发泡材料有利于优化原树脂冲击性、刚度,是现阶段研究聚合物材料非常重要的着手点,在汽车制造行业也有十分广泛的应用[1]。
基于汽车行业实现轻量化的目标,研究发泡剂对聚丙烯材料性能的影响,需要了解汽车轻量化的着手点,包含3个方面:(1)材料方面。
采用麻纤维材料,或是直接在材料中掺入低密度填充剂,即可改善材料性能,达到轻量化目的;(2)工艺方面。
利用微发泡、薄壁注塑工艺实现轻量化目标;(3)结构方面。
改善结构,实现轻量化,需要尽可能地减少零件数量,实现零件集成。
微发泡的基体是热塑性材料,选择的加工工艺比较特殊,产品内密布直径不统一的气泡,采用封闭气泡微孔技术,在确保产品性能的同时,也可以减轻产品重量,直接减少缩印。
另外,改性聚丙烯(PP )在我国汽车领域有十分广泛的应用,作为热塑性材料也有较大体量,采用轻量化技术直接减轻汽车自重、减少油耗,也可以满足环境保护要求。
2 聚丙烯材料微化学发泡在微发泡材料成型这一层面,一般会采用注塑微发泡、挤出微发泡和釜压微发泡等方法。
注塑微发泡可以保证持续性生产,确保设计与模具形状一致,突破限制条件的影响,也是汽车零部件制造中比较常用的方法。
化学微发泡聚丙烯材料研究进展摘要:微发泡材料具有重量轻、耗材少、缓冲性能优异、比强度高等优点,但在实际使用中存在发泡质量差、表面质量差、机械强度低等质量问题,限制了微发泡材料在工业领域的进一步推广应用。
因此,相关研究者和从业者针对发泡质量、机械强度和表面质量三个关键指标,在基体材料体系、发泡剂体系、增强体系、成型工艺等方面做了大量的研究工作。
从发泡质量、机械强度和表面质量三个方面介绍了化学微发泡聚丙烯的研究进展。
最后,对化学微发泡聚丙烯的未来研究方向进行了展望。
关键词:化学微发泡;聚丙烯;发泡质量;表面质量;机械强度1发泡质量发泡质量反映在泡孔直径、泡孔密度和泡孔均匀性上。
发泡质量的提高主要从两个方面进行优化:发泡配方(交联剂、发泡剂、成核剂、树脂等。
)和注塑工艺。
1.1交联剂曹喜伟通过交联剂和辅助交联剂的复配,制备了复合交联剂CuB-1,提高了回收聚丙烯材料的熔体强度,解决了PP熔体强度低、气壁承受不住气体压力破裂导致气体逸出、发泡质量差的问题。
同时发现发泡剂用量、挤出温度和口模平直度的长短都会影响发泡质量。
1.2发泡剂和成核剂在一定浓度范围内,随着发泡改性剂含量的增加,参与接枝反应的改性剂浓度增加,PP的接枝度增加,PP的熔体强度增加,泡孔数量增加,发泡片材的密度降低。
随着成核剂超细碳酸钙或滑石粉含量的增加,泡孔密度逐渐增大,而泡沫密度逐渐减小,但泡孔破碎率会随着成核剂的增加和成核剂效率的提高而增大。
1.3和树脂EPDM的引入提高了体系的粘弹性效应和拉伸强度,即PP的熔体强度提高,较高强度的熔体可以有效包裹气体防止气体逸出,从而抑制泡孔变形,提高发泡质量。
其次,EPDM的加入降低了PP材料的结晶度,提高了起始结晶温度,避免了PP熔体的过早结晶,改善了气体在溶液中的扩散,从而提高了发泡质量。
最后,EPDM的加入可以拓宽PP复合材料的发泡温度范围。
1.4添加剂AF纤维的加入使泡芯在不同位置的应力不同,改变了泡芯的位置,从而阻止和抑制了泡孔的生长,诱发了泡孔的变形。
不同发泡剂对微发泡PP复合材料发泡及表面质量的影响龚维;何力;班大明;付海;尹晓刚【摘要】以化学发泡为主线,通过注塑成型技术制备不同发泡剂的微发泡聚丙烯(Polypropylene,PP)复合材料,研究了PP材料中添加AC母粒(Azodicarbonamide,AC)、AC粉和微球母粒3种不同发泡剂对微发泡PP材料发泡质量和表面质量的影响.结果表明:不同特性的发泡剂添加到PP材料中进行发泡后,对发泡质量有较明显的影响;PP材料中添加AC母粒发泡质量最好,泡孔平均直径较小,为35.8 μm,泡孔个数较多,泡孔尺寸分布均匀.表面质量也存在明显的影响,PP材料中添加微球母粒(NaHCO3母粒)后,表面无明显的气痕和凹坑,表面光泽度最大,表面质量较理想.综合发泡质量和表面质量的影响因素,微球母粒适合于微发泡聚丙烯制品的发泡.【期刊名称】《贵州师范大学学报(自然科学版)》【年(卷),期】2019(037)001【总页数】5页(P15-19)【关键词】发泡剂;聚丙烯;发泡质量;表面质量【作者】龚维;何力;班大明;付海;尹晓刚【作者单位】贵州师范大学材料与建筑工程学院,贵州贵阳550025;贵州省功能高分子材料科技创新人才团队,贵州贵阳550025;国家复合改性聚合物材料工程技术研究中心,贵州贵阳550014;国家复合改性聚合物材料工程技术研究中心,贵州贵阳550014;贵州师范大学材料与建筑工程学院,贵州贵阳550025;贵州省功能高分子材料科技创新人才团队,贵州贵阳550025;贵州师范大学材料与建筑工程学院,贵州贵阳550025;贵州省功能高分子材料科技创新人才团队,贵州贵阳550025;贵州师范大学材料与建筑工程学院,贵州贵阳550025;贵州省功能高分子材料科技创新人才团队,贵州贵阳550025【正文语种】中文【中图分类】TQ325.10 引言随着微发泡聚合物材料及制品的不断发展,在满足发泡制品基本力学性能需求的同时,行业领域对其外观提出了更高的要求。
收稿日期:2012-01-05;修改稿收到日期:2012-03-07。
作者简介:郭于林,男,在读硕士研究生,主要从事聚合物结构与性能的研究。
E-mail:4.4.8lin@163.com。
*通讯联系人,E-mail:prclihe@163.com。
基金项目:国家重点基础研究发展计划(973)基金项目(2007CB616912)资助檼檼檼檼檼檼檼檼檼檼檼檼檼檼殥殥殥殥。
试验研究GF对微发泡PP/GF复合材料力学性能影响郭于林1 柯昌月1 武毅1 谢利莎3 何力2,*(1.贵州大学材料与冶金学院,贵州贵阳,550003;2.国家复合改性聚合物材料工程技术研究中心,贵州贵阳,550014;3.贵州大学化学与化工学院,贵州贵阳,550003) 摘要:将经过改性的玻璃纤维(GF)以不同的含量加入到聚丙烯(PP)中,在二次开模条件下制备微发泡PP/GF复合材料,分析了不同含量GF对微发泡PP复合材料力学性能的影响。
结果表明,GF具有明显的填充增强作用,当GF质量分数为20%时,微发泡PP复合材料的拉伸强度达到50.24MPa,比未发泡纯PP的提高了59.5%;微发泡材料的冲击强度为7.37kJ/m2,发泡后材料的冲击强度与纯PP的相比提高了93.9%;发泡后材料密度相对于未发泡的显著下降。
关键词: 聚丙烯玻璃纤维 增强力学性能 微发泡Effect of GF on Mechanical Propertiesof Microcellular PP/GF CompositeGuo Yulin1 Ke Changyue1 Wu Yi 1 Xie Lisha3 He Li 2,*(1.College of Materials and Metallurgy,Guizhou University,Guiyang,Guizhou,550003;2.National Engineering Research Center for Compounding and Modification of PolymerMaterials,Guiyang,Guizhou,550014;3.College of Chemistry and ChemicalEngineering,Guizhou University,Guiyang,Guizhou,550003)Abstract:The modified GF was added into PP in different contents to prepare themicrocellular PP/GF composites under the twice-opening moulding technology.Theeffect of the different content of GF on mechanical properties of microcellular compositewas studied.The results show that the composites is reinforced by GF when the massratio of GF is 20%and the tensile strength of the microcellular composite is up to50.24MPa,which improved to 59.5%,compared to that of nonfoamed PP.The impactstrength of the microcellular composite is up to 7.37kJ/m2,which improved to93.9%,compared to that of nonfoamed pure PP.The apparent density of PP/GF foamedcompounding material decreases clearly,compared to nonfoamed pure PP.Key words:polypropylene;glass fiber;reinforce;mechanical properties;microcellular 微发泡聚合物是以高分子聚合物为基本组分,含有气泡,因此发泡材料也可以说是以气体为填料的复合高分子材料,在1979年由美国麻省理工学院(MIT)首次研制成功[1-2]。