螺纹塞规、环规校验规范
- 格式:doc
- 大小:70.00 KB
- 文档页数:4
螺纹环规使用规范
1、通规
使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1。
5-6h与M24*1。
5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
2、止规
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品.
3、维护与保养
量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面.
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性.
环规长时间不用,应交计量管理部门妥善保管。
4、注意事项
在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回作相应的
处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应及时处理,不得流入生产现场。

以下为螺纹塞环规的使用方法及使用要求,一起来看看吧。
标准GB3934中明确规定了螺纹塞规止端的使用规则是允许与工件内螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距;对于三个或少于三个螺距的工件内螺纹,不应完全旋合通过。
螺纹塞规使用完毕后,应及时清理干净丈量部位附着物,存放在划定的量具盒内。
出产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏丈量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作职员随意调整,确保量具的正确性。
螺纹环规长时间不用,应交计量治理部分妥善保管。
螺纹赛环规检修丈量过程首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指滚动环规,使其在自由状态下旋合通过螺纹全部长度判断合格,否则以不通判断。
螺纹塞规止规使用时应留意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同。
检修测量过程:首先要清理干净被测螺纹油污及杂质,然后在螺纹塞规与被测螺纹对正后,用大母指与食指滚动环规,旋入螺纹长度在2个螺距之内为合格,否则判为分歧格品。
下面,我们将主要讲解一下螺纹塞规和螺纹环规的校验规范这一方面,将分几个部分进行,以便能够让大家清楚明白进行学习、了解和掌握。
对螺纹塞规和螺纹环规的校验规范,一般会使用到卡尺、千分尺等,而校验项目,则有外观和特性尺寸这两个方面。
那下面,我们就来具体讲解一下它的校验方法,以及一些注意事项等。
1.外观主要是进行目测,检查其测量面是否有锈蚀、碰伤、裂纹、毛刺或者是损坏等问题。
如果有缺陷的话,那么是否会影响到其使用准确性。
此外,上面的标记是否清晰和明白。
2.特性尺寸先清洁螺纹赛环规的丈量面,然后用标准件来测量塞规的外径,以及环规的内径。
然后将的测量结果,减去规格值,就终的结果了。
3.螺纹塞规与螺纹环规配合测试当通规能与工作螺纹旋合通过时,而且其旋合量不超过两个螺距时,则可以判定螺纹是合格的,否则就为不合格。
螺纹塞规、螺纹环规自校规程
1、目的
对螺纹塞规、螺纹环规进行自校,确保其准确度和适用性保持完好。
2、范围
适用于本公司所有螺纹塞规、螺纹环规的自校。
3、自校基准
外校合格的外径千分尺。
4、环境条件
室温。
5、外观
目视:测量面无锈蚀、碰伤、毛刺、变形;允许有不影响使用准确度的外观缺陷。
6、配合
手试螺纹塞规测头与手柄无松动现象。
7、螺纹塞规通端有效长度
当锥度锁紧手柄对设计要求的内螺纹深度有影响时,应用卡尺测量并“调整”通端的有效长度。
8、量值检定
螺纹环规使用6-8个月后进行更换,暂不作校对。
9、螺纹塞规中径
用外径千分尺加三针测量。
尺寸符合《螺纹塞规中径<三针>检定M表》、《校对塞规中径<三针>检定M表》规定生产线螺纹塞规在检测500--600件产品进行清洗后、并交品管部进行数据值测量与判定是否有效。
10、校准记录
将校准过程形成记录。
![螺纹塞规内部校准作业指导书[规范]](https://uimg.taocdn.com/57c0c752c77da26925c5b0f0.webp)
1. 目的规范螺纹塞规的内校作业,使校验工作有据可依,确保仪器正常运行及校验结果的准确性。
特制定本作业指导书。
2. 概述适用于使用中螺纹塞规的内校作业。
3. 术语4. 操作说明4.1使用标准件:三针、数显千分尺4.2校验环境:温度: 22±2℃;湿度:40%±20%RH;4.3校验周期:每半年1次4.4校验步骤:4.4.1校验前:4.4.1.1确认标准件外校日期是否在有效期范围内;4.4.1.2确认校验环境是否符合要求。
4.4.2外观检查:4.4.2.1螺纹塞规的测量面不应有锈迹、毛刺、黑斑、划伤等明显影响外观和使用质量的缺陷,其它表面不应有锈蚀和裂纹;4.4.2.2螺纹塞规的测头与手柄联结应牢固可靠,在使用过程中不应松动脱落。
螺纹塞规的非工作面上应有螺纹代号和中径公差带代号。
4.4.3 校准方法:4.4.3.1 螺纹塞规中径要求:量规名称 中 径 尺 寸偏差通端螺纹塞规PL Z EI D ++22PLT ±止端 螺纹塞规222PLD T T EI D +++ 2PLT ±4.4.3.2 螺纹塞规中径要求:用三针校准螺纹塞规中径:将三根直径相同的最佳三 针按图1所示放在螺纹牙槽中间,然后测 出M 值,通过换算求出中径2d 。
最佳三针直径的计算公式2cos2αP d =針式中:針d ―最佳三针直径,mm ; P ―公称螺距,mm ;2/α―公称牙型半角,(°)。
备注:螺距为0.25mm 的螺纹塞规选用 ∮0.142mm 的三针螺距为0.30-0.35mm 的螺纹塞规 选用∮0.185mm 的三针4.4.3.3 螺纹塞规中径2d 计算方式[]222sin112ααctg P d M d ++-=針式中:M ―仪器给出的测量值,mm ;針d ―三针直径,mm ;4.5 校验结果判定及记录4.5.1 校验员将校验情况及结果填写在《仪器量具内校报告》上,交工程师以上人员审核; 4.5.2 校验员在校准合格的螺纹塞规上贴合格证,标示塞规编号、校准日期、有效期及内校人员; 4.5.3 校验不合格的塞规由主管工程师根据使用情况评估是否停用或降级使用,校验员在塞规上贴停用证或准用证,并作醒目标识。
螺纹规检测方法及标准螺纹规(ThreadGauge)是用来检测螺纹尺寸和形状的工具,它对于确保螺纹的质量和互换性至关重要。
螺纹规检测方法及标准通常包括以下几五个方面。
1.螺纹规的类型:通规(GoGauge):用来检测螺纹的最大实体尺寸,确保螺纹能够通过。
止规(NoGoGauge):用来检测螺纹的最小实体尺寸,确保螺纹不会过紧。
环规(RingGauge):用来检测螺纹的外径和内径。
塞规(PlugGauge):用来检测螺纹的内径。
2.检测方法:综合检验:使用通规和止规对螺纹的作用中径和单一中径进行检验,以及使用光滑极规对实际顶径进行检验。
单项检验:分别对螺纹的牙型、螺距、中径、顶径等参数进行单独检验。
3.检测标准:国际标准:如ISO、ASTM等标准,它们定义了螺纹的尺寸、形状和公差。
国家标准:不同国家可能有自己的螺纹标准,如中国的GB/T标准、美国的ANSI/ASME标准等。
4.检测步骤:校准:确保螺纹规已经校准,并且在使用前进行适当的维护。
准备:将螺纹规和被测样品放置在标准恒温实验室中,达到温度稳定。
测量:使用螺纹规对被测样品的螺纹进行测量,确保螺纹规与样品的接触良好。
记录:记录测量结果,并与标准进行比较。
判定:根据测量结果和标准,判断螺纹是否合格。
5.注意事项:环境控制:确保测量环境符合标准要求,如温度、湿度等。
操作规范:遵守正确的操作程序,以减少测量误差。
设备维护:定期对螺纹规进行校准和维护,以保证其精度和可靠性。
螺纹规检测是确保螺纹加工质量和互换性的重要环节,正确的检测方法和遵守相关标准对于提高产品质量和效率至关重要。
![螺纹量规使用检定规程[1]](https://uimg.taocdn.com/d0a31849a8956bec0975e363.webp)
一.目的为确保我厂液压管件产品之螺纹精度,对在用或新购螺纹量规的精度检定、精度评定依据、螺纹量规的使用范围及其流转程序、周期检定日期等做如下规定。
二.适用范围本公司螺纹类工作规和校对规的检定、维护、管理。
三.职责1.由质量部根据检验的实际要求,制定本规程。
2.由质量部计量人员负责依照本规程对公司在用或新购螺纹量规进行检定维护和管理。
四.螺纹量规的精度检定1.校对螺纹塞规、工作螺纹塞规(1)检定参数项目A)齿形半角(左、右)B)齿距(单个齿,相邻误差、累积误差)C)小径、中径、大径(2)各螺纹参数之检定方法A)齿形半角、齿距、小径:在万能工具显微镜上用轴切法、影像法测量B)大径:用外径千分尺测量C)中径:(i)校对螺纹塞规:用三针法在立式光学计或卧式测长仪上与组合量块规标准量作比较测量(ii)工作螺纹塞规:三针法用外径千分尺测量2.螺纹环规(1)检定参数项目:综合螺纹参数。
(2)检定方法:用相应规格的经检定合格并在合格有效期内的校对螺纹塞规作内螺纹参数的综合检定。
A)螺纹环规通规(i)用通--通校对螺纹塞规,必须在通规螺纹环规的两端均能全部旋入。
(ii)用通--损校对螺纹塞规,只允许在通端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该通端螺纹环规为不合格品。
B)螺纹环规止规(i)用止--通校对螺纹塞规,必须在止规螺纹环规的两端均能全部旋入。
(ii)用止--损校对螺纹塞规,只允许在止端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该止规螺纹环规为不合格品。
五.螺纹量规之精度评定依据按成都量具研究所发行,成都中学印刷厂印刷。
于1993年12月出版的由刘远模主编的《常用螺纹量规使用尺寸手册》中之有关项目标准。
校对规使用标准:H-28。
六.螺纹量规之使用范围1.校对螺纹塞规只用作检定判别螺纹环规之精度合格与否,而不能直接用作检定产品工件使用。
凡非有关计量人员擅自使用者一律作罚款处理,若因此而造成校对螺纹塞规之几何精度走失及损坏的,除罚款外按有关赔偿条律处理。
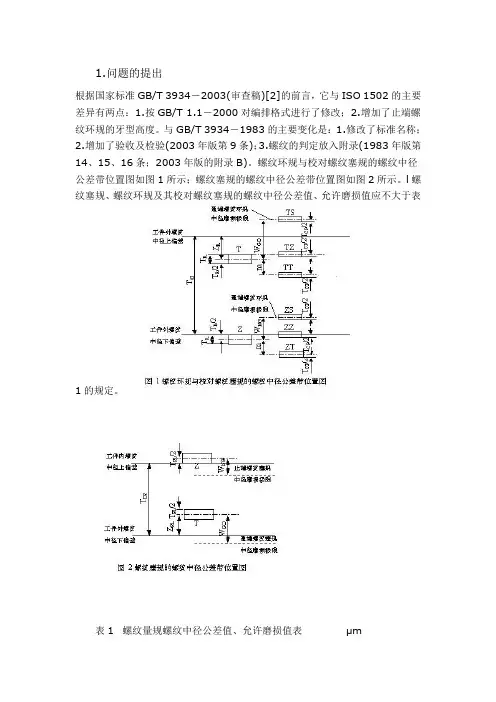
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T 1.1-2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO -TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。

塞规、环规使用说明(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--检测NPT 螺纹环规、塞规使用方法及注意事项1.使用方法检测NPT 内外螺纹一般只用三基面螺纹环规、塞规。
见下图1图1测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
下 基面上基面基准面环规三基面此时被测螺纹体高于下基面则被测螺纹体螺纹偏小,已超出标准范将螺纹环规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标准。
此时被测螺纹体底于上基面则被测螺纹体螺纹偏大,不在标准范围2.注意事项安全注意事项非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
使用前的注意事项请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检无论使用情况如何,都应定期进行检查。
上基面基准面基准面下基面将螺纹塞规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标此时被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准范此时被测螺纹体底于上基面则被测螺纹体螺纹偏小,不在标准范围。
1.目的:加强我司三规的管理,减少因三规误差造成产品不良。
2.适用范围:适用于本公司新购和使用中塞规,牙规,环规(包括环规与螺纹环规)。
3.职责:品质部负责校准,生产部负责使用中环规的校对。
4.环境:温度20±5℃,相对湿度≤80%。
5.程序:5.1 牙规与环规的校对:5.1.1在新购回牙规环规后品质部需核对型号及外观,做好登记后按相对应规格入牙规库备用。
5.1.2生产部门在借用牙规或环规时必须登记包括牙规型号,借用人,借用部门及日期。
5.1.3牙规的校对方法:使用外校合格的千分尺测量牙规带有牙的一端外径,不合格报废处理。
5.1.4环规的校对方法:使用新购买的未发生产使用过的牙规与塞规来校对螺纹环规和环规。
5.1.5牙规的校准周期为 1 年,在超负荷频率使用下会提前出现磨损产生误差,因此在购买新的牙规时,必须同型号多购买一套不投入生产检验中。
借出生产部门牙规如六个月后还需要使用,必须先归还品质部内校员校准合格后方可继续借于生产使用。
5.2 塞规的校对:5.2.1在新购回塞规后品质部需核对型号及外观,做好登记后按相对应规格入塞规库备用。
5.2.2生产部门在借用塞规时必须登记包括塞规型号,借用人,借用部人及日期。
5.2.3如出现塞规在借出后不能当日归还品质部的,需要各使用部门的使用人每日使用前进行校对。
5.2.4校对塞规时,可使用已经过内校员校准合格并在校准日期内的千分尺进行校对。
5.2.5校对时先查看塞规型号,然后均匀测量塞规外径(至少测量两个点的两个相对面)。
并如实填写测量结果,如在标准范围之内方可使用。
如出现测量后结果超差,应急时将不合格塞规交回品质部,并由内校员审核误差,如超差做报废处理。
5.2.6校正通规时,通规的实测值必须大于标准值,校正止规时,止规的实际测量值必须小于标准值6.保养塞規在使用和存放中,必須注意防腐防锈,在使用完以后,需用布擦拭干净,再涂以少量的防锈脂,(例如:白矿油等,防止其表面氧化)存放在干净的胶瓶內,并远离磁场,严禁与一般的金属件堆放在一起.7.标准/表单《公制·美制和英制标准手册》编写/日期:审核/日期:批准/日期:。
检测NPT 螺纹环规、塞规使用方法及注意事项1.使用方法检测NPT 内外螺纹一般只用三基面螺纹环规、塞规。
见下图 1图1测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
下 基面上基面基准面环规三基面上基面基准面基准面下基面此时被测螺纹体高于下基面则被测螺纹体螺纹偏小,已超出标准范围。
将螺纹环规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标准。
此时被测螺纹体底于上基面则被测螺纹体螺纹偏大,不在标准范围内。
2.注意事项安全注意事项非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
使用前的注意事项请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检无论使用情况如何,都应定期进行检查。
将螺纹塞规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标准。
此时被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准范围。
此时被测螺纹体底于上基面则被测螺纹体螺纹偏小,不在标准范围内。
螺纹环规和塞规参数
螺纹环规和塞规是用来检验螺纹规格的工具,通常用于工程领域。
它们的参数通常包括:
1.螺纹环规参数:螺纹环规由内径、螺纹型号、等级和公差组成。
A、内径:测量工件时,工件的直径要小于螺纹环规的内径。
B、螺纹型号:指环规配合的螺纹规格,比如M10、M12等等。
C、等级:指环规的检验等级,通常分为0级、1级和2级等。
D、公差:是指螺纹环规内径的允许偏差范围。
2.塞规参数:塞规由外径、螺纹型号、等级和公差组成。
A、外径:测量工件时,工件的直径要大于塞规的外径。
B、螺纹型号:指塞规配合的螺纹规格,比如M10、M12等等。
C、等级:指塞规的检验等级,通常分为0级、1级和2级等。
D、公差:是指塞规外径的允许偏差范围。
螺纹环规与螺纹塞规的区别摘要:一、引言二、螺纹环规和螺纹塞规的定义与作用三、螺纹环规与螺纹塞规的区别1.形状差异2.测量范围差异3.精度等级差异4.用途差异四、选择与应用注意事项五、总结正文:一、引言在机械制造领域,螺纹环规和螺纹塞规是两种常见的测量工具,它们在螺纹零件的检验、加工和质量控制中发挥着重要作用。
尽管它们有着密切的联系,但实际上它们存在许多区别。
本文将详细介绍这两种工具的区别,并为大家在选择和使用时提供一些建议。
二、螺纹环规和螺纹塞规的定义与作用1.螺纹环规:螺纹环规是一种用于测量螺纹尺寸、螺纹间距和螺纹精度的测量工具。
它主要用于检验螺纹零件的质量,确保其符合设计要求。
螺纹环规通常由金属制成,具有良好的弹性和导电性。
2.螺纹塞规:螺纹塞规是一种用于测量螺纹内径、螺纹间距和螺纹精度的测量工具。
它主要用于检验螺纹孔的质量,确保其与螺纹零件的匹配度。
螺纹塞规通常由金属制成,具有较强的抗磨损和抗冲击性能。
三、螺纹环规与螺纹塞规的区别1.形状差异:螺纹环规呈环状,主要用于测量螺纹的外径和间距;而螺纹塞规呈锥状,主要用于测量螺纹的内径和间距。
2.测量范围差异:螺纹环规适用于测量较大范围的螺纹尺寸,如粗螺纹、中螺纹和细螺纹等;螺纹塞规则适用于测量较小范围的螺纹尺寸,如精密螺纹、微型螺纹等。
3.精度等级差异:螺纹环规和螺纹塞规的精度等级分为不同的类别,如普通级、精密级和超精密级。
用户应根据实际需求选择合适精度等级的工具。
4.用途差异:螺纹环规主要用于检验螺纹零件的质量,而螺纹塞规主要用于检验螺纹孔的质量。
在实际应用中,两者有着不同的侧重点。
四、选择与应用注意事项1.选择时应充分了解自己的需求,如测量范围、精度等级等,以便选购到合适的工具。
2.使用前,请仔细阅读说明书,了解工具的使用方法、操作注意事项等。
3.在使用过程中,注意保持工具的清洁和维护,以延长使用寿命。
五、总结螺纹环规和螺纹塞规在形状、测量范围、精度等级和用途等方面存在显著差异。
上海迪堡安防设备
有限公司
螺纹塞规内部校验规程
文件编号 ZG —15—17
版本 A/0 页数/总数
1/2
本规程适用于200mm 以下新制的和使用中的普通螺纹塞规、圆柱螺纹塞规和梯形螺纹塞规的校验。
一.结构概述
圆柱螺纹塞规是用于内螺纹制件进行综合检验的量具,它能控制螺纹制件的极限尺寸。
螺纹塞规按用途不同可分为三种:校对螺纹塞规、工作螺纹塞规、验收螺纹塞规。
二.校验项目和主要工具列于下表: 序号
受检项目
校验用的主要工具 技术要求
1 外观 目测 螺纹塞规的测量面不应有锈蚀、毛刺、黑斑、划伤等明显影响外观和使用质量的缺陷,其他表面不应有锈蚀和裂纹。
螺纹塞规的测量头与手柄联结应牢固可
靠,在使用过程中不应有松动、脱落,塞规非工作面上应有螺纹规格及中径公差带代号、制造商标,对于公称直径小于14mm 的螺纹塞规应在锥手柄上标有螺纹代号和中径公差带代号。
2 硬度 洛氏硬度计 新购的塞规可根据实际需要进行抽样检测,钢制塞规
测量面的硬度值为HRC58—65,对于公称直径等于或小于3mm 的螺纹塞规为HRC53—60。
3
螺纹中经 外径千分尺、三针
用外径千分尺及三针对螺纹塞规进行校验,对于塞规
通端的校验,应在通端的两端和中部三个直径截面且
通 端
止 端
手 柄。