VCP连续电镀生产线
- 格式:docx
- 大小:1.92 MB
- 文档页数:3
板电VCP垂直连续电镀线过程确认方案目录1. 目的………………………………………………………………………………………….2. 范围………………………………………………………………………………………….3. 设备描述…………………………………………………………………………………….4. 职责………………………………………………………………………………………….5. 测量器具…………………………………………………………………………………….6. 接受标准和结果记录……………………………………………………………………….7.安装确认(IQ)………………………………………………………………………………..8. 参数确认(OQ)………………………………………………………………………….....9. 工艺稳定性确认(PQ)…………………………………………………………………………..10. 结论....................................................................11. 再确认要求…………………………………………………………………………………12. 参考文献……………………………………………………………………………………13. 变更摘要…………………………………………………………………………………….14. 签名和批准………………………………………………………………………………….1.目的本确认方案是为保证板电VCP垂直连续电镀线达到预定的质量目标,在产品批量生产前制定确认项目,原则,接收标准,确认板电VCP垂直连续电镀线的性能、工艺文件是否适用于批量性生产。
2.范围本确认方案仅适用于对板电VCP垂直连续电镀线在既定设备上,对工艺文件参数的正确性进行确认过程的管理。
3.设备描述本次确认的设备为生产管理部电镀车间的编号为CD150529的板电VCP垂直连续电镀线。
亚硕垂直连续电镀线VCP设备操作说明书1.种VCP电镀线用电镀挂具,包括黄铜挂具头10,所述黄铜挂具头10下方设置有二排挂具连接孔11,每排所述挂具连接孔11上分别连接有一不锈钢夹子20。
2.本挂具的黄铜挂具头10下方设置有二排挂具连接孔11,每排挂具连接孔上11分别连接有一不锈钢夹子20,利用黄铜挂具头10和不锈钢夹子20的电性连接,从而保证了黄铜挂具头10与不锈钢夹子20之间连接的可靠性,进而保证电镀质量的可靠性。
3.在一VCP电镀线用电镀挂具的实施例中,在前面技术方案的基础上具体还可以是,夹子20包括相互铰接的长夹板21和短夹板29,所述长夹板21和短夹板29的下端部相向设置有圆柱形夹嘴26、32,所述长夹板21和短夹板29的下方分别包裹有注胶层25、31,所述夹嘴26、32连接在长夹板21或短夹板29上且端面从注胶层25、31露出。
夹子20利用夹嘴26、32的端面压住并固定PCB板,并在夹嘴26、的端面四周还有与其在同一平面上注胶层,使PCB板和螺杆的夹嘴是面接触,压力分散,不会损坏PCB板,面接触也保证了电流分布均匀,从而确保电镀的均匀性:其次,相互铰接的长夹板21和短夹板29可以快速将PCB板夹住或松开,提高了操作效率;长夹板21和短夹板29的下方分别包裹有注胶层25、31,从而能防止浸在电镀液的部位被腐蚀。
4.在一VCP电镀线用电镀挂具的实施例中,在前面技术方案的基础上具体还可以是,长夹板21的上端竖直设置有二用于连接在黄铜挂具头10上的挂孔22,短夹板29的上端外表面设置为方便人们按压的斜面。
5.在一VCP电镀线用电镀挂具的实施例中,在前面技术方案的基础上具体还可以是,长夹板21二侧伸出二有通孔的铰接板24,所述短夹板29设置有铰接孔30,一销轴28穿过二通孔和铰接孔30使长夹板21和短夹板29铰接,为了保证弹簧27不会脱落,在长夹板21上设置有用于容纳弹簧27的盲孔23.6.在一VCP电镀线用电镀挂具的实施例中,,在前面技术方案的基础上具体还可以是,夹嘴26、32为SUS不锈钢。
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书
连续电镀C线作业指导书
核准:审核:制订:李立武
连续电镀C线作业指导书。

连续电镀生产线设计手册设计连续电镀生产线的手册通常包含了各种方面的信息,包括工艺流程、设备选择、操作规程、安全准则等。
这类手册的具体内容可能会根据所涉及的电镀工艺和行业特定要求而有所不同。
以下是一个可能包括在连续电镀生产线设计手册中的主要主题:1.引言和概述:•介绍手册的目的和范围。
•概述电镀工艺的基本原理和连续电镀生产线的重要性。
2.工厂布局和设备选择:•描述工厂的总体布局,包括生产线的位置和空间要求。
•提供关于设备选择的指南,包括电镀槽、输送设备、附属设备等。
3.电镀工艺流程:•详细说明每个生产阶段的电镀工艺步骤。
•描述电镀液的组成和配比。
4.设备操作和维护:•提供设备的操作手册,包括启动、停止、调整参数等。
•制定设备的定期维护计划和程序。
5.安全准则和环保考虑:•列出电镀生产线的安全准则和操作规程。
•强调环保法规和可持续发展的考虑。
6.质量控制和检测:•描述用于监测和控制电镀质量的方法。
•介绍可能的缺陷和纠正措施。
7.培训和人员要求:•列出操作人员需要的技能和培训要求。
•提供相关岗位的职责和操作指南。
8.应急处理和事故应对:•制定应急处理计划,包括泄漏、事故和紧急情况的应对步骤。
•提供紧急联系信息和急救程序。
9.参考文献和附录:•列出参考文献,包括相关标准和规范。
•包括任何额外的附录,如图表、技术数据表等。
以上内容只是可能包含在连续电镀生产线设计手册中的一些主要主题。
具体手册的编写可能会根据公司的需求、电镀工艺的特定要求和行业标准进行调整。
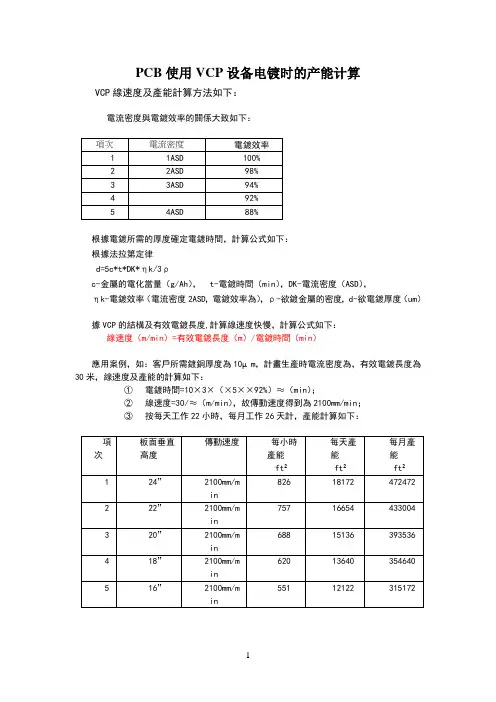
PCB使用VCP设备电镀时的产能计算VCP線速度及產能計算方法如下:
電流密度與電鍍效率的關係大致如下:
根據電鍍所需的厚度確定電鍍時間,計算公式如下:
根據法拉第定律
d=5c*t*DK*ηk/3ρ
c-金屬的電化當量(g/Ah), t-電鍍時間(min),DK-電流密度(ASD),
ηk-電鍍效率(電流密度2ASD,電鍍效率為),ρ-欲鍍金屬的密度,d-欲電鍍厚度(um)
據VCP的結構及有效電鍍長度,計算線速度快慢,計算公式如下:
線速度(m/min)=有效電鍍長度(m)/電鍍時間(min)
應用案例,如:客戶所需鍍銅厚度為10µm,計畫生產時電流密度為,有效電鍍長度為30米,線速度及產能的計算如下:
①電鍍時間=10×3×(×5××92%)≈(min);
②線速度=30/≈(m/min),故傳動速度得到為2100mm/min;
③按每天工作22小時,每月工作26天計,產能計算如下:
备注:VCP电镀设备连续生产,所以板面垂直高度直接影响生产产能。
V C P连续电镀生产线(总2页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
VCP连续电镀生产线
产品特点:1、此类生产线可全自动,半自动转换,设计科学合理紧凑、自动化度高;
2、全自动DMS操作监控系统,生产状况及生产数据均能存储及打印;
3、天车运行状况显示,生产线所有设备运行状况可由PC完全操作及监控;
4、自动计算电镀安培*小时(安时),根据不同PCB参数准确补充光剂;
5、行车监控系统可做成固定式或开放式程序,用户可根据不同的电镀
时间输入参数,系统自动生产程序,不需要经过供应商修改程序,大大节约了时间和成本;
6、使用罗门哈期或同等品牌药水,做出来的产品:COV能达到8%、纵横比:10:1
电镀设备各类
7、单提式单飞巴龙门天车、双提升双飞龙门天车、双提升双巴开合龙门天车。
运用范围
8、沉铜除胶渣线、板面电镀(一次铜)线、图形电镀(二次铜)线、电镀镍金线、电镀铜镍金线
、多功能生产线(沉铜除胶渣和板面电镀)。
联系电话:、。
vcp电镀工艺流程VCP电镀工艺流程VCP(Vacuum Channel Plasma)电镀工艺是一种新型的真空离子电镀技术,它通过在真空环境下产生的等离子体中激活金属离子,使其以高速度沉积在工件表面,形成一层均匀致密的金属镀层。
VCP电镀工艺具有操作简单、镀层精细、成本低廉等优点,被广泛应用于电子、航空航天等领域。
VCP电镀工艺的流程主要包括材料准备、设备设置、真空抽气、加热预处理、金属镀层、冷却退火等步骤。
首先,进行材料准备。
将待镀件进行清洗、抛光等处理,确保表面干净无杂质。
接下来,进行设备设置。
安装好离子镀膜设备,并设置好镀液的成分和浓度,以及相关的工艺参数。
然后,进行真空抽气。
将待镀件放入真空室内,通过抽气装置将真空室内的气体抽除,达到所需的真空度。
接着,进行加热预处理。
将真空室内的待镀件加热至一定温度,以提高金属离子的活性,增加金属镀层的附着力和致密度。
接下来,进行金属镀层。
在真空室内产生离子等离子体,并将金属离子激活。
激活的金属离子会通过辅助电极引导,以高速度沉积在待镀件的表面,形成金属镀层。
最后,进行冷却退火。
将镀好的工件进行冷却处理,使金属镀层的结构更加均匀致密,提高其抗腐蚀性和硬度。
整个VCP电镀工艺流程简单高效,且镀层质量稳定可靠。
相比传统的电镀工艺,VCP电镀工艺具有以下优点:1. 操作简单:VCP电镀工艺无需繁琐的操作步骤,只需基本的设备设置和参数调节,降低了操作难度。
2. 镀层精细:VCP电镀工艺通过在真空环境下进行镀层,可控制金属离子的沉积速度和位置,使得镀层更加均匀细致。
3. 成本低廉:VCP电镀工艺无需使用昂贵的镀液和电镀设备,可通过较低成本的设备和材料,实现金属镀层的制备。
总的来说,VCP电镀工艺在电镀行业中具有广泛的应用前景。
随着科技的不断发展,VCP电镀工艺将不断改进和创新,使得电镀工艺更加高效、环保和可持续。
镀铜均匀性、贯孔率几近完美的解决方案颠覆传统龙门式电镀线的垂直连续电镀方式,真正从PCB电镀的实质出发而研发的高效、高均匀性的垂直连续电镀线,其相对龙门电镀线的优点:1. 高均匀性.在PCB全板电镀(PANEL PLATING)中,采用普通阳极钛篮+磷铜球,而非氧化铜镀液的电镀方式,在控制电镀成本的同时,整板可达95%的均匀性(纵横25点测试)。
设备对药水没有特定要求,采用目前市面上常见药水即可达到此均匀性。
本设备之高端配置产品,全线采用伺服控制,并配合较为高端之药水则均匀性>=96%。
2. 高贯孔率.传统龙门式电镀线对于小孔及微孔贯孔能力低下。
对于龙门式设计的电镀线方式,此为一无法逾越之障碍。
采用垂直连续电镀的设计方式,则从根本上提高PCB之孔内铜面,在8:1之纵横比下, 贯孔率>=95%,高端配置产品则效果更佳。
3. 高产能、低报废率.由于采取了特定的导电及药液循环方式,电镀之电流密度可达到2.25-4.1个ASD为传统电镀线的1.5倍,为此全线生产效率至少为传统线的1.5倍,大大缩短了电镀时间,提高了设备利用率。
全线采用可靠的传动及导电方式,高端配置设备采用全电脑监控每片PCB之电流。
由于采用连续电镀,即便是整流器,PLC等重要控制元件发生宕机,仍然不至于使线上PCB报废,只是镀层厚度的差异(通过二次电镀可修正),而无真正意义上的报废。
4. 设备配置灵活,免保养.本设备采用模组化设计,对于不同产能要求,可方便增删铜槽数量。
设备安装容易,不需要传统线繁琐的水平调整,30万平方尺的板电设备,3人3天即可安装完成进行试产板。
设备在运行过程中省去了传统龙门线天车定位、摆动定位、天车排线易损、变频器电磁干扰等居多维修因素,全线可基本免保养。
5. 节省人力成本,提高管理绩效.不同产能设备仅需2人操作(一人上料,一人下料)。
对于高端配置产品则采用机械手自动上下料,真正做到全自动化生产。
现场生产设备之状态,可通过DCS和工厂以太网实行远程集中管控的效果,所有设备生产产品之资料,如PCB批号,客户资料,每批次之料号信息,操作人员,生产时之电流、温度等一些重要信息提供数据库存档,可真正意义上的实现全厂ERP无缝连接。
析。
结果报告由化验室保存,如果结果超出控制范围立即按供应商提供的方法调整。
1. TOC 含量标准:TOC ≤5000ppm2. CVS/TOC 外发分不合格时处理方法:a. TOC 超标时立即安排碳处理,碳处理前如继续使用需对生产板做热冲击测试,如孔铜异常立即停止生产。
b. CVS 分析光剂不合格时,首先根据分析结果对药水进行调整。
同时进行 HULL CELL 测试和热冲击测试,两种测试都无异常时可继续生产,如有异常,须对此期间生产板进行隔离评估。
5.3 设备能力5.5单轨式垂直连续电镀铜设备开机前注意事项:5.5.1合在电箱面板上电源总开关(扳到ON 位置),启动上料区控制电箱面板上的控制电源按钮。
5.5.2确认各紧急停止与拉绳开关处于正常状态。
5.5.3确认温度,液位,循环泵,过滤泵,整流器,纯水,冰水系统,添加泵,鼓风机,气压是否正常。
5.5.4确认各进水管,排水管阀门是否处于正常位置。
5.5.5检查各感应器,限位开关,传输装置是否异常。
5.6单轨式垂直连续电镀铜设备开关机步骤:项目范围 数量 功率 备注 生产板最大尺寸 622mm*547mm / / / 生产板最小尺寸 355mm*406mm / / /生产板最大厚度 3.2mm / / / 生产板最小厚度 0.2mm / / / 最快输送速度 1.1m/min / / 最慢输送速度 0.3m/min / / 均匀性要求 ≤5% 电流密度40ASF ,孔铜25um 延展性要求≥20% / / / 深镀能力0.25mm 孔径,纵横比 6.4:1 的通孔,电镀参数:25ASF ×50min , 深能力≧85%。
上料区电源控制按纽5.6.1开机前确认事项:5.6.1.1确认各周边设备处于开启状态。
5.6.1.2检查各阳极升降机构是否归定位,上下料是否在原位,完成后待机完成指示灯亮起。
5.6.1.3确认整流器模式为自动模式。
5.6.2开启自动运转,按下自动按钮3秒钟后,发出开机提示音6秒后,系统自动运行。
一、目的:VCP 镀铜Ⅱ线员工操作供给一个标准的操作标准二、范围:本规定适用于 VCP 电镀铜Ⅱ线三、责任:1.生产部:负责具体生产操作,药水维护、调整、设备保养;2.工艺部:负责参数供给,技术支援及药水分析和电流指示;3.设备部:负责为生产设备供给修理保养工作;4.品质部:负责对生产品质的评判,鉴定以及生产过程稽查。
四、内容:1.作业前预备检查1.1.遵循安全规定,穿戴安全配备.不留意安全规定的人员,不但会损坏机器设备,亦可导致人身安全的损害。
1.2.了解操作程序及确保机器设备是正常状况下使用。
1.3.开机前检查安全感测系统是否正常动作。
寻常尽量保持传感器的清洁,勿被化学品滴到,导至损坏。
1.4.确认全部槽位温控器的温度及液位高度,都把握在正常的设定范围内。
1.5.确认全部槽液回圈泵、连转是否正常,各过滤机压力或流量是否正常。
1.6.确认市水、纯水、补给来源是否正常。
1.7.确认整流器所处温度是否处于操作温度。
1.8.确认全部进、排放管路阀门,是否处于正确位置。
1.9.确认操作界面上全部的特别及指示信息,假设有特别信息未处理,将无法进展后续的设备操作。
1.10.设备的局部设定参数有安全限制,请勿输入超过极限之数字,否则人时机拒绝该次输入。
1.11.按键与开关亮灯,表示该指示动作进展中,红色开关及指示灯表示为停顿或开闭。
1.12.翻开溢流水洗缸进水开关:要求10-20L/min;1.13.系统预备;1.14.喷流泵的流 20-40HZ;过滤泵流量:30000-40000L/H;2.电镀铜工艺流程:槽名缸体积水质组份开缸量把握范围温控更换周期及分析频率NPS微蚀150L 纯水H SO42 7.5kg4.5L保存 1/3 母液3.6L50g±5/L2-3/L 253℃±周/次/ 班/次Cu2+ ≤25g/L预浸120L 纯水H SO2 4H SO2 42-3% 室温周/次/ 班/次1200L 200-220g/LCuSO 960kg 60-90g/L 4铜缸纯水CL-ST-2022MSTST-2022BSTST-2022CST分析添加40-80ppm12022 L次/周补加铜球及拖缸120L 10ml/L24±3℃周二周五/次60L 4-8ml/L6L 0.2-0.6ml/L硝挂300L 自来水HNO3125kg 10-15 g/L30±5℃N/A水洗120L 自来水进水 10-20L/min室温次/周2.1 上料→微蚀→双水洗→酸洗→双水洗→预浸→镀铜12 米→双水洗→下料→剥挂→水洗→夹头刷干→上料2.2 电流密度范围10-30ASF2.3对于黑孔的多层板在镀铜时电流密度设定15-30ASF;2.4生产软硬结合板电镀时喷流泵的流量调至 30Hz.3.工艺参数及开缸方法:表一4.操作内容4.1.翻开电源总开关,使机器处于受电状态;4.2.翻开把握柜内电源;4.3.轻触触摸屏,开启打气、喷流、自动加药,循环过滤泵、温度把握等功能开关;4.4.开启电脑,输入用户名及密码;4.5.依据管制卡和 MI 确认选用镀铜资料:***/**〔***代表板宽度,**代表要求铜厚〕,从电脑上输入并选择资料投料传送到操作平台;文件名称镀铜VCP 作业指导书编号:页次:第3页/ 共11页版次:B4.6.上板4.6.1待镀铜板在外围使用夹板模具板用推夹器上边框,夹四周四个点,留意放板动作避开折皱。
连续电镀生产线随着现代工业的不断发展,电镀技术也得到了越来越广泛的应用。
为了满足市场需求,提高生产效率和质量,连续电镀生产线应运而生。
下面我们来详细介绍连续电镀生产线的相关知识。
一、连续电镀生产线的概述连续电镀生产线是一种全自动化的电镀设备,主要应用于零件表面的电镀加工。
这种生产线主要由前处理、电镀、后处理、自动输送系统等部分组成,能够实现全自动化的操作,提高生产效率和电镀质量。
二、连续电镀生产线的工作原理连续电镀生产线的工作原理主要分为以下几个步骤:1、前处理:包括清洗、脱脂、酸洗等工序,主要是为了去除物件表面的油污、锈蚀、氧化物等,以便于后续的电镀处理。
2、电镀:电镀工序是整个生产线的核心,主要是通过电解的方式在物品表面形成一层金属膜,起到保护和美化的作用。
常用的电镀方法有电解镀镍、电解镀铬、电解镀铜等。
3、后处理:经过电镀处理的物件需要进行后处理,包括洗涤、烘干、抛光等工序,以便于提高电镀质量。
4、自动输送系统:完成上述工作后,将制品输送到下一道工序,实现全自动化操作。
三、连续电镀生产线的优点连续电镀生产线具有以下几个优点:1、自动化程度高:整个生产线采用全自动化操作,减少了人工操作,提高了生产效率和工作效率。
2、生产能力强:连续电镀生产线能够连续进行电镀处理,不停机生产,提高了生产能力和生产效率。
3、稳定性好:生产线采用高精度的设备和控制系统,能够实现精准的电镀控制和稳定的工作状态。
4、电镀质量高:生产线配备了先进的检测设备和仪器,能够对电镀质量进行准确的检测和控制。
四、连续电镀生产线的应用领域连续电镀生产线主要应用于以下几个领域:1、汽车零部件:汽车零部件需要具有优异的耐腐蚀性和美观性,在这方面,连续电镀生产线能够发挥重要的作用。
2、电子零部件:连续电镀生产线对于电子零部件表面的镀铜、镀镍等工艺要求高,能够实现高质量的电镀加工。
3、家庭电器:家用电器有时需要进行电镀处理,以提高美观度和耐腐蚀性,这方面,连续电镀生产线也能够发挥作用。
PCB使用VCP设备电镀时的产能计算VCP線速度及產能計算方法如下:電流密度與電鍍效率的關係大致如下:項次電流密度電鍍效率1 1ASD 100%2 2ASD 98%3 3ASD 94%4 3.5ASD 92%5 4ASD 88%根據電鍍所需的厚度確定電鍍時間,計算公式如下:根據法拉第定律d=5c*t*DK*ηk/3ρc-金屬的電化當量(g/Ah),t-電鍍時間(min),DK-電流密度(ASD),ηk-電鍍效率(電流密度2ASD,電鍍效率為0.98),ρ-欲鍍金屬的密度,d-欲電鍍厚度(um)據VCP的結構及有效電鍍長度,計算線速度快慢,計算公式如下:線速度(m/min)=有效電鍍長度(m)/電鍍時間(min)應用案例,如:客戶所需鍍銅厚度為10µm,計畫生產時電流密度為3.5ASD,有效電鍍長度為30米,線速度及產能的計算如下:①電鍍時間=10×3×8.9/(3.5×5×1.185×92%)≈14.3(min);②線速度=30/14.3≈2.1(m/min),故傳動速度得到為2100mm/min;③按每天工作22小時,每月工作26天計,產能計算如下:項次板面垂直高度傳動速度每小時產能ft²每天產能ft²每月產能ft²1 24”2100mm/min 826 18172 4724722 22”2100mm/min 757 16654 4330043 20”2100mm/min 688 15136 3935364 18”2100mm/min 620 13640 3546405 16”2100mm/min 551 12122 315172 备注:VCP电镀设备连续生产,所以板面垂直高度直接影响生产产能。
vcp电镀生产线运作流程一、前处理前处理是电镀生产流程中的重要环节,主要作用是去除基材表面的污垢、油脂、锈迹等杂质,提高基材表面的粗糙度,增加镀层与基材的附着力。
具体操作流程如下:1. 清洁:去除基材表面的污垢、油脂等杂质,可以采用溶剂清洗、机械清洗等方式。
2. 磨抛:通过磨抛机对基材表面进行磨削,以增加表面粗糙度,提高镀层附着力。
3. 酸洗:使用酸液对基材表面进行酸洗,以去除表面的氧化物和杂质。
4. 活化:使用活化剂对基材表面进行活化,以提高表面的反应活性。
5. 清洗:最后进行清洗,以去除表面的残留物和杂质。
二、电镀槽镀底层电镀槽镀底层是指在基材表面先镀上一层导电层或预镀层,以提高镀层与基材的附着力,同时也可以调整镀层的导电性能和外观质量。
具体操作流程如下:1. 配制电镀液:根据生产需要,按照一定比例将电镀液和添加剂配制好。
2. 电镀:将基材放入电镀槽中,调整电镀参数(如电流密度、电镀时间等),进行电镀。
3. 清洗:将电镀后的基材清洗干净,以去除表面的残留物和杂质。
三、电镀槽镀第一层根据产品要求,在电镀槽中镀上第一层镀层,该层主要起到防腐、耐磨等作用。
具体操作流程与电镀槽镀底层类似。
四、电镀槽镀第二层在第一层镀层的基础上,再镀上第二层镀层,以提高产品的性能和外观质量。
具体操作流程与前两步类似。
五、回收处理在电镀过程中,会产生一些废液和废弃物,需要进行回收处理,以保护环境。
具体操作流程如下:1. 收集废液和废弃物:将电镀过程中产生的废液和废弃物收集起来。
2. 分离和处理:将废液和废弃物进行分离和处理,以便于后续的回收利用或处置。
备注事项:
1、不包括项目:
1)一次侧水源之配管(业主需配至机旁);
2)一次侧电源(业主需配至主控箱及火牛架的电源电缆及总开关);
3)移机前后现场之土木工程、排水沟设置、地面处理及搬运通道之准备;
4)移机试车期间使用之水电;
5)厂房抽风系统跟生产线主抽气管道间的连接;
6)废水及纯水之处理设备;
7)所有在本方案内未曾提及之事项。
设备安装完成后,所剩之物料、管件、工具,顾客需无条件同意我司带回。
2、保固期:
安装后计十二个月内。
以下各项不在保固范围内:
1)各式润滑油类补换;
2)各类消耗器,如加热器(石英、Ti、SUS)、钛篮、锆篮、二次夹具、母篮、
子篮(含包胶)等(保固三个月);
3)滤芯滤袋等各式滤材;
4)各式防泄漏配件,如:O型环、止泄垫,法兰垫片等(保固三个月);
5)人为原因造成的损坏或故障等;(含鼓風機、整流機、過濾機等…)
6)天然原因造成的损坏或故障等;
7)未自我定期保养导致设备故障者。
V C P连续电镀生产线 Prepared on 22 November 2020
VCP连续电镀生产线
产品特点:
1、此类生产线可全自动,半自动转换,设计科学合理紧凑、自动化度高;
2、全自动DMS操作监控系统,生产状况及生产数据均能存储及打印;
3、天车运行状况显示,生产线所有设备运行状况可由PC完全操作及监控;
4、自动计算电镀安培*小时(安时),根据不同PCB参数准确补充光剂;
5、行车监控系统可做成固定式或开放式程序,用户可根据不同的电镀时间输入参数,系统自动生产程序,不需要经过供应商修改程序,大大节约了时间和成本;
6、使用罗门哈期或同等品牌药水,做出来的产品:COV能达到8%、纵横
比:10:1
电镀设备各类
7、单提式单飞巴龙门天车、双提升双飞龙门天车、双提升双巴开合龙门天车。
运用范围
8、沉铜除胶渣线、板面电镀(一次铜)线、图形电镀(二次铜)线、电镀镍金线、电镀铜镍金线
、多功能生产线(沉铜除胶渣和板面电镀)。