材料成形原理讲义
- 格式:pptx
- 大小:1.13 MB
- 文档页数:11
材料成型原理材料成型是制造业中一项非常重要的工艺过程,它涉及到原材料的加工和成型,对于产品的质量和性能起着至关重要的作用。
在材料成型过程中,需要考虑材料的性质、成型工艺、设备和模具等多个因素,以确保最终产品能够满足设计要求。
首先,材料成型的原理是基于材料的塑性变形特性。
大多数材料在一定条件下都具有塑性,即可以在外力作用下发生形变而不破坏。
利用这一特性,可以通过加工成型将材料变成所需形状。
塑性变形的原理是在外力作用下,材料分子间发生相对位移,从而形成新的结构,使材料发生形变。
这种形变可以通过压力、拉伸、弯曲等方式来实现,从而得到所需的产品形状。
其次,材料成型的原理还涉及到材料的流变性能。
流变性能是材料在加工过程中的变形行为和变形特性,包括材料的屈服点、流变应力、流变指数等参数。
了解材料的流变性能可以帮助选择合适的成型工艺和设备,并且可以预测材料在成型过程中可能出现的问题,从而采取相应的措施进行调整和优化。
另外,材料成型的原理还与成型工艺和设备密切相关。
不同的成型工艺和设备对于材料的成型过程有着不同的影响。
例如,压铸、注塑、挤压等成型工艺都有其独特的特点和适用范围,需要根据产品的要求和材料的性质选择合适的成型工艺。
同时,成型设备的性能和精度也会直接影响到产品的质量和成型效率。
最后,材料成型的原理还包括模具设计和制造。
模具是实现材料成型的重要工具,它的设计和制造质量直接关系到产品的成型质量和精度。
模具的设计需要考虑材料的流动性、收缩率、成型温度等因素,以确保产品能够满足设计要求。
同时,模具的制造精度和表面处理也对产品的外观和尺寸精度有着重要影响。
综上所述,材料成型的原理涉及到材料的塑性变形特性、流变性能、成型工艺和设备以及模具设计和制造等多个方面。
只有充分理解和把握这些原理,才能够有效地进行材料成型工艺的设计和优化,确保最终产品的质量和性能达到预期要求。
材料成型原理第1章液态金属的结构与性质物相由界面包围的具有一定成分和结构的均匀体组织物相的机械混合物润湿性是指存在两种互不相溶液体,液体首先润湿固相表面的能力,即一种液体在一种固体表面铺展的能力或倾向性压力差物体两侧所受压力的差值现代晶体学表明,晶体的原子一定方式周期排列在三维空间的晶格结点上,表现出平移对称性特征,同时原子以某种模式在平衡位置上作热振动,相对于晶体这种原子有序排列,气体的分子原子,不停的做无规律运动。
液体表现出长程无序特征,液体结构表现出局域范围内的近程有序。
偶分布函数的物理意义:距某一参考粒子r处找到另一个粒子的概率。
晶态固体因原子以特定方式周期排列,其偶分布函数以相应的规律呈分立的若干尖锐峰,液体的g(r)出现若干衰减的钝化峰,直至几个原子间距后趋于直线g(r)等于1。
由于能量起伏,液体中大量不停游动着的局域有序原子团簇,时聚时散,此起彼伏,而存在结构起伏,实际金属的现象,还要复杂的多,除了能量起伏及结构起伏,还同时存在着浓度起伏。
长程有序:液体的原子相对于周期有序的晶体固态是不规则的,液体结构宏观上不具有平移、对称性。
黏度是液体内摩擦阻力大小的标志,黏度的物理意义可以视为:作用于液体表面的应力与垂直于该平面方向上的速度梯度的比例系数。
表面活性元素使液体黏度降低,非表面活性杂质的存在使黏度提高。
黏度的意义:黏度影响金属液的流动性进而影响铸件轮廓的清晰程度。
影响钢铁材料的脱硫,脱磷,扩散脱氧。
熔渣及金属液粘度降低对合金元素的过渡是有利的。
影响铸件内部缩孔或缩松、热裂的形成倾向。
影响精炼效果,夹杂、气孔的形成。
表面张力是表面上平行于表面切线方向且各方向大小相等的张力。
表面张力是由于物体在表面上的质点受力不均所致。
表面是产生新的单位面积表面时系统自由能的增量。
表面与界面的差别在于后者泛指两相之间的交界面,前者指液体或固体与气体之间的交界面。
原子间结合力越大,表面内能越大,因此表面自由能越大,表面张力也就越大。
材料成型原理材料成型是制造业中非常重要的一环,它涉及到材料的加工、塑性变形和成型工艺等多个方面。
在材料成型过程中,需要考虑材料的性能、成型工艺、成型设备等多个因素,以确保最终产品的质量和性能。
本文将就材料成型的原理进行详细介绍。
首先,材料成型的原理是基于材料的塑性变形特性。
在材料成型过程中,通过施加外力或者温度对材料进行塑性变形,使其产生所需形状和尺寸。
这需要材料具有一定的塑性,能够在外力作用下发生形变,而不会破坏其结构。
因此,材料的成型性能是材料成型的基础。
其次,材料成型的原理还与成型工艺密切相关。
不同的成型工艺对材料的成型原理有着不同的要求。
例如,在压铸工艺中,需要将熔化的金属注入模具中,通过高压使其充填模腔并形成所需的零件。
而在挤压工艺中,需要将金属坯料通过模具的缝隙挤压成所需形状的截面。
因此,不同的成型工艺对材料的成型原理有着不同的要求。
此外,成型设备也是影响材料成型原理的重要因素。
成型设备的性能和精度直接影响着材料的成型质量。
例如,对于注塑成型设备,需要具备一定的射出压力和温度控制能力,以确保熔化的塑料材料能够充分填充模腔并形成完整的产品。
因此,成型设备的选择和使用对材料成型原理具有重要影响。
综上所述,材料成型原理是基于材料的塑性变形特性,同时受到成型工艺和成型设备的影响。
只有充分理解材料成型的原理,才能够选择合适的工艺和设备,确保最终产品的质量和性能。
在实际生产中,需要根据不同的材料和产品要求,灵活运用各种成型原理,以满足不同的生产需求。
希望本文能够对材料成型原理有所启发,为相关领域的工作者提供一定的参考和帮助。
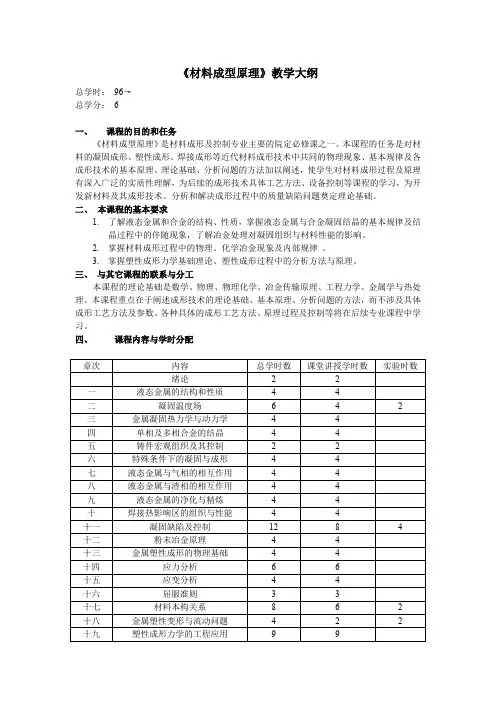
介绍《材料成形原理》(第一部分)教学计划的内容,介绍本课程的目的和任务,材料成形的内容及其在国民经济、国防和高新技术领域中的意义,以及各种材料成形技术(凝固、焊接和热处理)的原理冶炼冶金、粉末冶金、塑性成形)的发展历史、现状和趋势。
教学要求和教学重点:使学生了解“材料成型”的重要性和“材料成型原理”课程的主要内容,全面了解本专业,激发学生的专业兴趣和学习热情。
第一章是液态金属的结构与性能。
本章将以液态金属为例,简要介绍液态结构的相关知识,重点介绍近年来的新突破和新成果。
对于液体的性质,我们主要讨论与液体形成有关的粘度和表面张力。
教学内容和要求:液体、固体和气体的结构比较及衍射特性;液态金属结构理论模型:随机密排硬球模型、液态金属结构晶体缺陷模型、液体结构理论描述和颗粒间相互作用实际金属;液态金属液态结构的理论模型;液态合金的性质:液态合金的粘度及其影响因素及其在材料成形中的意义;表面张力的本质和影响表面张力的因素及其在材料成形中的意义;液态金属充型能力的基本概念,液态金属阻止流动和充型能力的机理;影响充型能力的因素、重点和教学难点;液体的长距离无序和短距离序列的特点;液体结构典型参数:平均原子距离R,配位数n;真实金属液相结构和“能量涨落”、“结构涨落”和“浓度涨落”特征;粘度的性质和影响表面张力的因素及其形状意义;液体结构和配位数的特征;表面张力的性质和性质影响表面张力的因素;表面张力、液膜破裂的临界力以及表面张力对凝固热裂纹的影响所引起的曲面两侧的压差金属液从液态到固态的凝固过程包括传热,传质与固液界面动力学。
传质速度和界面推进速度与传热和温度分布密切相关。
因此,凝固温度场的研究是研究宏观和微观凝固过程(包括凝固形核和长大、晶体形态、凝固应力和缺陷)的基础。
教学内容和要求:温度场与传热的基本理论与方程;凝固温度场求解方法;铸件凝固温度场解析解;铸件凝固时间计算;界面热阻及实际凝固温度场;得到了铸件凝固温度场和动态凝固曲线;铸件的凝固方式及其影响因素;熔焊过程中温度场的基本类型及影响温度场的因素。


材料成型原理材料成型技术材料成型原理及材料成型技术材料成型原理材料成型是通过制造工艺将原材料转化为所需的形状和尺寸的过程。
在材料成型的过程中,需要了解和应用材料成型原理,以确保最终产品的质量和性能。
1. 塑性成型原理塑性成型是指通过在一定温度下施加力来改变金属材料形状的方法。
在塑性成型过程中,材料受到的作用力使其发生塑性变形,从而得到所需的形状。
常见的塑性成型方法包括轧制、挤压、拉伸、冷冲压等。
2. 粉末冶金原理粉末冶金是指将金属或非金属粉末经过成型和烧结等工艺制成所需产品的方法。
在粉末冶金过程中,首先将粉末与有机增塑剂混合,然后通过成型工艺将其压制成所需形状,最后进行烧结使其结合成整体。
3. 注塑成型原理注塑成型是将塑料通过加热溶融后,通过高压注入模具中,并通过冷却使其固化成为所需形状的方法。
注塑成型广泛应用于塑料制品的生产过程中,如塑料杯、塑料零件等。
4. 焊接成型原理焊接成型是通过热能使两个或多个工件相互结合的过程。
焊接成型可以分为熔化焊接和非熔化焊接两种类型。
熔化焊接是利用能量将工件加热至熔化状态,使其相互结合,如电弧焊、气焊等;非熔化焊接是通过压力或热传导使工件相互结合,如电阻焊、激光焊接等。
材料成型技术在材料成型的过程中,常用的成型技术有许多种类,以下是其中几种常见的成型技术。
1. 压力成型技术压力成型技术是通过施加压力改变材料形状的技术。
压力成型技术包括锻造、挤压、冲压等。
锻造是将金属材料置于模具中,并通过锤击、压力等力量改变其形状。
挤压是通过在模具中施加高压使材料产生塑性变形,并得到所需形状和尺寸。
冲压是通过模具的剪切和冲击力将金属材料剪切或冲击成所需的形状。
2. 热处理技术热处理技术是通过加热或冷却材料以改变其组织结构和性能的技术。
热处理技术包括退火、淬火、回火等。
退火是通过加热材料至一定温度后缓慢冷却至室温,以改变其组织结构和性能。
淬火是将材料加热至一定温度后迅速冷却,以使材料达到高强度和硬度。
材料成型基本原理
材料成型是指将原料经过一定的加工工艺,使其形成所需的形状和结构的过程。
在工程制造中,材料成型是非常重要的一环,它直接影响着制品的质量和性能。
材料成型的基本原理包括塑性变形、断裂和破碎、流变变形等多个方面,下面我们就来详细介绍一下。
首先,塑性变形是材料成型中的重要原理之一。
塑性变形是指在材料受到外力
作用下,原子和分子重新排列,使材料形成永久性变形的过程。
这种变形是可逆的,也就是说在去除外力后,材料还能保持一定的形状和结构。
塑性变形是材料成型中最常见的一种变形方式,通常通过挤压、拉伸、压缩等方式实现。
其次,断裂和破碎是材料成型中需要避免的问题。
在材料成型过程中,如果受
到过大的外力作用,材料就会发生断裂和破碎。
这种现象会导致制品的质量下降甚至无法使用。
因此,在材料成型过程中,需要控制外力的大小和方向,以避免材料的断裂和破碎。
另外,流变变形也是材料成型中的重要原理之一。
流变变形是指在材料受到外
力作用下,其形状和结构发生可逆性变化的过程。
这种变形通常发生在高温下,材料处于液态或半固态状态时。
在流变变形过程中,材料的粒子会发生流动,从而改变其形状和结构。
综上所述,材料成型的基本原理包括塑性变形、断裂和破碎、流变变形等多个
方面。
在实际工程制造中,需要根据不同的材料和成型要求,选择合适的成型工艺和方法,以确保制品的质量和性能。
同时,也需要加强对材料成型原理的研究,不断提高成型工艺的水平,为工程制造提供更好的技术支持。
材料成型原理材料成型是指将原料通过一定的工艺方法,使其获得一定形状和尺寸的过程。
在工业生产中,材料成型是非常重要的一环,它直接影响着产品的质量和性能。
而材料成型的原理则是决定了整个成型过程的基础,下面我们将对材料成型原理进行详细的介绍。
首先,材料成型的原理包括物理原理和化学原理两个方面。
物理原理是指在成型过程中,材料受到外力作用下的形变规律和力学性能变化规律。
而化学原理则是指在成型过程中,材料的化学性能和结构性能的变化规律。
这两个方面相辅相成,共同决定了材料成型的整体过程。
其次,材料成型的原理还包括了温度、压力、时间等因素的影响。
温度是指在成型过程中,材料受热后的软化和流动性增强,从而更容易形成所需的形状。
压力则是指在成型过程中,外部施加的力量,使材料克服内部分子间的相互作用力而发生形变。
时间则是指在成型过程中,材料受力的持续时间,对于材料的形变和性能变化有着重要的影响。
另外,材料成型的原理还与材料的性质密切相关。
不同的材料具有不同的成型原理,比如金属材料的成型原理与塑料材料的成型原理就有很大的区别。
金属材料的成型原理主要是通过塑性变形来实现,而塑料材料的成型原理则是通过熔融和流动来实现。
因此,在进行材料成型时,需要根据材料的性质来选择合适的成型原理。
最后,材料成型的原理还与成型工艺密切相关。
不同的成型工艺有着不同的原理,比如锻造、压铸、注塑等成型工艺都有着各自的原理。
在进行材料成型时,需要根据具体的成型工艺来选择合适的原理,并进行相应的操作。
综上所述,材料成型的原理是一个复杂而又多方面的问题,它涉及了物理、化学、力学等多个学科的知识。
只有深入理解材料成型的原理,才能更好地掌握成型工艺,提高产品的质量和性能。
希望本文对材料成型原理有所帮助,谢谢阅读!。