搅拌桨叶的选型和设计计算
- 格式:doc
- 大小:18.60 MB
- 文档页数:13
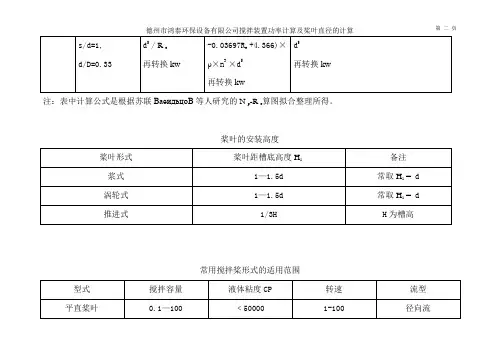
搅拌桨叶尖速度计算公式
搅拌桨叶尖速度计算公式是用来计算搅拌器桨叶尖部分的旋转速度的公式。
搅拌桨叶尖速度是指桨叶尖部分在旋转过程中所达到的最大线速度。
这个速度对于搅拌器的搅拌效果以及机械结构的设计都非常重要。
要计算搅拌桨叶尖速度,我们可以使用以下公式:
搅拌桨叶尖速度 = 桨叶旋转半径 × 桨叶旋转角速度
其中,桨叶旋转半径是指从桨叶转轴到桨叶尖部的距离,通常以米为单位表示;桨叶旋转角速度是指桨叶单位时间内旋转的角度,通常以弧度/秒为单位表示。
通过这个公式,我们可以精确地计算出搅拌桨叶尖速度,从而更好地了解搅拌器的运行状态和搅拌效果。
当然,在实际应用中,我们还需要考虑到其他一些因素,如桨叶的形状、桨叶的数量、搅拌介质的性质等等。
这些因素也会对搅拌桨叶尖速度产生一定的影响。
总结一下,搅拌桨叶尖速度计算公式是一个重要的工具,可以帮助我们准确地计算出搅拌器桨叶尖部分的旋转速度。
这个公式在搅拌器的设计和搅拌效果评估中起到了关键的作用。
通过合理地使用这个公式,我们可以更好地提高搅拌器的搅拌效率,从而为各行各业
的生产提供更好的服务。
搅拌叶选型相关知识见《搅拌设备》,主要分径向流和轴向流叶轮两种三叶推进式是最典型的轴流型搅拌器,高排液量,低剪切性能;采用挡板或导流筒则轴向循环更强。
排出性能明显提高,因为它循环能力强,动力消耗低,在低粘度,大容量均相、混合过程中应用最能体现它的优势,在低粘度的液体传热、反应、固液比小时的悬浮、溶解等过程中应用广泛。
可调推进式的桨叶可转动±15°,调整倾角,在试验性的工艺过程中作用很大。
可拆推进式的桨连轮毂分成三辨,组装方便,用在需要拆成小件的场合。
常用介质μ<2000cP,常用运转速度n=100~500rpm,v=3~15m/s,最高转速可达1750rpm,常用规格S/DJ=1或2,DJ/D=0.2~0.5,表面要求抛光处理的必须选用焊接型。
螺杆式搅拌器此类搅拌器为慢速型搅拌器,在层流区操作,液体沿着螺旋面上升或下降形成轴向的上下循环,适用于中高粘度液的混和和传热等过程,螺杆式搅拌直径小,轴向推力大,可偏心放置,桨叶离槽壁的距离<1/20 DJ,槽壁可起挡板作用。
螺杆带上导流筒,轴向流动加强,在导流筒内外形成向下向上的循环。
此时,可取导流筒直径D’=0.7D,DJ/Do=0.95,常用介质粘度μ<105 cP,常用运转速度n=0.5~50rpm,ν<1m/s。
三窄叶旋桨式搅拌器也是常用的旋桨式搅拌器,性能、应用都相似,相对于宽叶旋桨式,它的排出流量小些,输入功率小些,常用介质粘度μ<104cP,常用转速n=60~500rpm,常用尺寸DJ /D=0.2~0.5,B/DJ=0.2,常用左旋,可制成右旋。
斜叶桨式搅拌器此搅拌器桨叶可成24°、45°或60°倾角,有轴向分流、径向分流,流型比平直叶桨式复杂,排出能量比平直桨高,综合效果更好,适用过程相同,因此应用频率比平直叶桨式高,运行条件同平直叶桨式。
六叶开启涡轮式搅拌器本类搅拌器流型为径向流,在有挡板时可自桨叶为界形成上下两个循环流,具有高剪切力和较大的循环能力,其中直叶开启涡轮式剪切力最大,弯叶开启涡轮式剪切力最小,斜叶开启涡轮居中。
搅拌机的设计计算7.5kw 搅拌机设计:雷,此时为湍流,2K Np ==φ常数。
查表知:诺数的计算:4032.08.0130010436833Re 260852⨯≈===⨯⨯μραin 即410Re >蜗轮式,四平片时,5.42=K 。
由公式513d n N N p ρ=,式中Np ——功率准数。
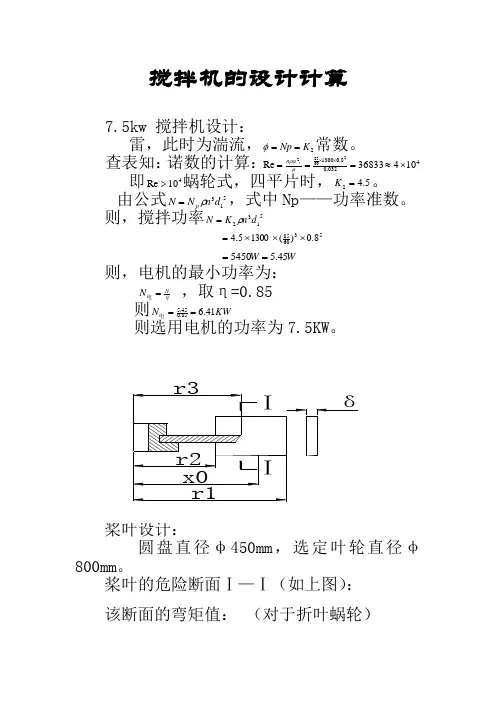
则,搅拌功率5132d n K N ρ= 5360858.0)(13005.4⨯⨯⨯= W W 45.55450== 则,电机的最小功率为: ηNN =电 ,取η=0.85则KW N 41.685.045.5电==则选用电机的功率为7.5KW 。
圆盘直径φ450mm ,选定叶轮直径φ800mm 。
桨叶的危险断面Ⅰ—Ⅰ(如上图):该断面的弯矩值: (对于折叶蜗轮)θSin nN x r x Zj M 155.9030⨯⨯⨯=-式中n ——转速;N ——功率;x ——桨叶上液体阻力的合力的作用位置。
计算公式为:32314241430r rr r x --⨯= 334412.04.012.04.043--⨯= =0.306(m)则θSin nN x r x Zj M 155.9030⨯⨯⨯=-0345185105.7306.0225.0306.0455.9Sin ⨯⨯⨯=⨯- =78.86(N.m )(Z=4叶片,θ=45°倾角)对于Q235A 材料,MPa 240~2205=σ当取n=2~2.5时,[σ]=88~100Mpa. 取[σ]=90Mpa 计算,得62bh =ω(矩形截面) 且b=200mm ,求h 值。
由][σω≥M有666.81090622.0⨯≥⨯⨯h η,可得h ≥0.00512m, 即h ≥5.12mm考虑到腐蚀,则每边增加1mm 得腐蚀余量。
即,需叶片厚度为≥7.12, 取8mm 厚的钢板。
叶轮轴扭转强度计算验证叶轮轴选用φ76×5的无缝钢管,材料20号钢。
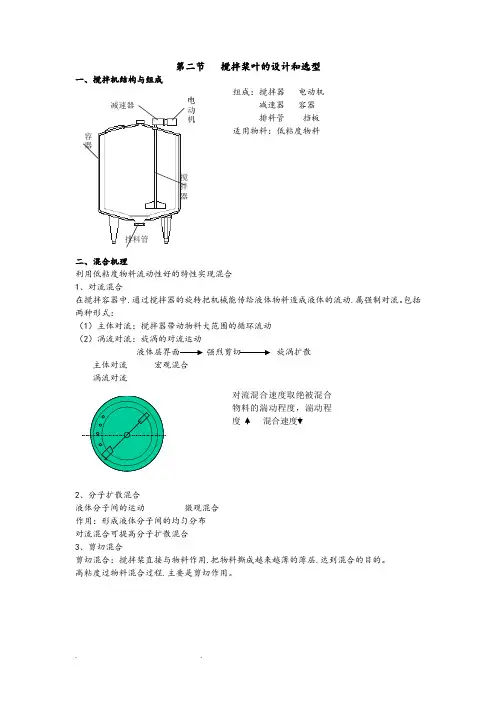
第二节搅拌桨叶的设计和选型一、搅拌机结构与组成组成:搅拌器电动机减速器容器排料管挡板适用物料:低粘度物料二、混合机理利用低粘度物料流动性好的特性实现混合1、对流混合在搅拌容器中.通过搅拌器的旋转把机械能传给液体物料造成液体的流动.属强制对流。
包括两种形式:(1)主体对流:搅拌器带动物料大范围的循环流动(2)涡流对流:旋涡的对流运动液体层界面强烈剪切旋涡扩散主体对流宏观混合涡流对流2、分子扩散混合液体分子间的运动微观混合作用:形成液体分子间的均匀分布对流混合可提高分子扩散混合3、剪切混合剪切混合:搅拌桨直接与物料作用.把物料撕成越来越薄的薄层.达到混合的目的。
高粘度过物料混合过程.主要是剪切作用。
电动机减速器搅拌器容器排料管三、混合效果的度量 1、调匀度I设A 、B 两种液体.各取体积vA 及vB 置于一容器中.则容器内液体A 的平均体积浓度CA0为: (理论值) 经过搅拌后.在容器各处取样分析实际体积浓度CA.比较CA0 、CA . 若各处 CA0=CA 则表明搅拌均匀若各处 CA0=CA 则表明搅拌尚不均匀.偏离越大.均匀程度越差。
引入调匀度衡量样品与均匀状态的偏离程度 定义某液体的调匀度 I 为:(当样品中CA < CA0时)或 (当样品中CA > CA0时)显然 I ≤1若取m 个样品.则该样品的平均调匀度为当混合均匀时2、混合尺度设有A 、B 两种液体混合后达到微粒均布状态。
BA A A V V V C +=00A A C C I =011A A C CI --=m I I I I m+⋯⋯++=-211=-IA BAB (a)(b)混合尺度分设备尺度微团尺度分子尺度对上述两种状态:在设备尺度上:两者都是均匀的(宏观均匀状态)在微团尺度上:两者具有不同的均匀度。
在分子尺度上:两者都是不均匀的(当微团消失.称分子尺度的均匀或微观均匀)如取样尺寸远大于微团尺寸.则两种状态的平均调匀度接近于己于1。
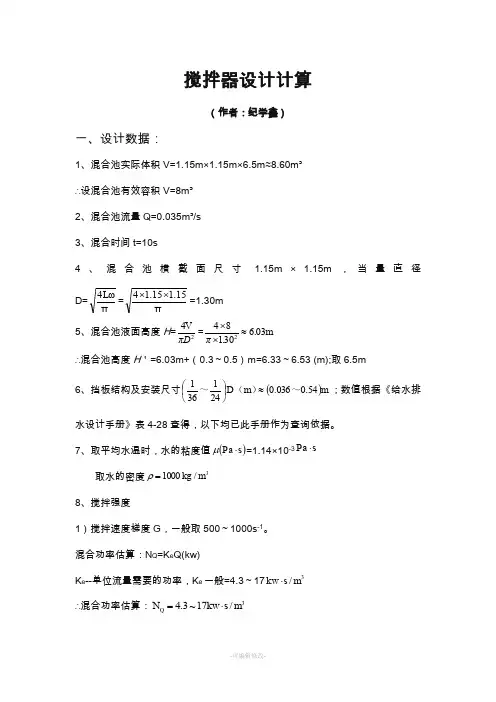
搅拌器设计计算(作者:纪学鑫)一、设计数据:1、混合池实际体积V=1.15m ×1.15m ×6.5m ≈8.60m ³∴设混合池有效容积V=8m ³2、混合池流量Q=0.035m ³/s3、混合时间t=10s4、混合池横截面尺寸1.15m × 1.15m ,当量直径D=πω4L =π15.115.14⨯⨯=1.30m 5、混合池液面高度H =24πD V =m ..π036301842≈⨯⨯ ∴混合池高度H '=6.03m+(0.3~0.5)m=6.33~6.53 (m);取6.5m6、挡板结构及安装尺寸()m 54.0036.0m 241361~)(~≈⎪⎭⎫ ⎝⎛D ;数值根据《给水排水设计手册》表4-28查得,以下均已此手册作为查询依据。
7、取平均水温时,水的粘度值()s a ⋅P μ=1.14×10-3s a ⋅P取水的密度3/kg 1000m =ρ8、搅拌强度1)搅拌速度梯度G ,一般取500~1000s -1。
混合功率估算:N Q =K e Q(kw)K e --单位流量需要的功率,K e 一般=4.3~173/s kw m ⋅∴混合功率估算:3/s kw 17~3.4m N Q ⋅=1-3-3e e )30.1365~65.686(s8s a 1014.1m /s kw 17~3.41000t 1000t 1000s P K Q Q K G ≈⨯⋅⨯⋅===⇒)(μμ 取搅拌速度梯度1-s 740=G2)体积循环次数'Z搅拌器排液量'Q ,213.08.008.1385.0)/(333'=⨯⨯==s m nd k Q q折叶桨式,片,245=︒=Z θ,流动准数385.0k q 取,见表4-27查取;---n 搅拌器转速)(s /r ;d 搅拌器直径(m) 转速d 60n πν=;---线速度v ,直径d ,根据表4-30查取。
1前言建材产品的生产,从原料、燃料到半成品都需要进行破碎和粉磨,其目的是使物料的表面积增加,以提高物理作用的效果及化学反应的速度,如促进均匀混合,提高物料的流动性,便于贮存和运输,提高产量等。
水泥熟料和石膏一起磨碎成最终产品,其磨碎的粒度越细,表面积越大,则水泥的标号就越高。
改善和提高产品的质量和数量,减少动力消耗,降低生产成本,对达到优质、高产、低消耗具有重要意义。
机械冲击粉碎是建材行业材料破碎的主要手段,其设备效率是重要的技术和经济指标。
目前在搅拌机的设计研究中,主要集中在耐磨材料和常规设计的改进。
在水泥行业、选矿电力等工业领域中广泛使用粉磨机械,但各类粉磨机械都有生产效率低,能耗高的缺点。
当前的发展趋势是“以破代磨”,借助加强粉磨机前的粉碎,降低入料粒度,可大幅度提高粉磨机产量,降低综合能耗。
本课题是结合市场上所使用的各类型号的搅拌机及由厂家在使用过程中所反馈的信息,分析其问题的来源,并相互比较综合各类搅拌机的优点,经师生讨论而确定的。
设计要求:a、最大进料粒度:<150mm;b、出料粒度:<10mm;c、生产能力:25-30t/h。
使用范围:桨叶式搅拌机既可以用于生料的破碎,又可以用于熟料的破碎。
它适用于粉碎水泥熟料、粒状高炉矿渣、石灰石、砂岩、页岩、煤矸石、煤块、铝块石、金矿石、钼矿石等多种物料。
它广泛应用于:建材、化工、冶金、电力、煤炭、矿山等工业部门。
技术要求:机械设计应保证其功能良好、使用可靠、维护方便;零件结构设计要选择合理的毛坯型式和材料,并尽可能的采用标准件和通用件,并具有良好的工艺性。
设计方法:采用二维CAD绘制图纸和在UG平台上创建三维模型相结合的方法,更加直观地将所要设计的结构表达出来。
本课题着重解决如何将反击式搅拌机和锤式搅拌机的优点结合、锤头磨损问题和机体平衡问题、搅拌机在工作过程中的粉尘泄露问题及搅拌机的各工作参数的优化确定方法等。
本设计具有很强的实用价值。
第二节搅拌桨叶的设计和选型一、搅拌机结构与组成组成:搅拌器电动机减速器容器排料管挡板适用物料:低粘度物料二、混合机理利用低粘度物料流动性好的特性实现混合1、对流混合在搅拌容器中.通过搅拌器的旋转把机械能传给液体物料造成液体的流动.属强制对流。
包括两种形式:(1)主体对流:搅拌器带动物料大范围的循环流动(2)涡流对流:旋涡的对流运动液体层界面强烈剪切旋涡扩散主体对流宏观混合涡流对流2、分子扩散混合液体分子间的运动微观混合作用:形成液体分子间的均匀分布对流混合可提高分子扩散混合3、剪切混合剪切混合:搅拌桨直接与物料作用.把物料撕成越来越薄的薄层.达到混合的目的。
高粘度过物料混合过程.主要是剪切作用。
电动机减速器搅拌器容器排料管三、混合效果的度量 1、调匀度I设A 、B 两种液体.各取体积vA 及vB 置于一容器中.则容器内液体A 的平均体积浓度CA0为: (理论值) 经过搅拌后.在容器各处取样分析实际体积浓度CA.比较CA0 、CA . 若各处 CA0=CA 则表明搅拌均匀若各处 CA0=CA 则表明搅拌尚不均匀.偏离越大.均匀程度越差。
引入调匀度衡量样品与均匀状态的偏离程度 定义某液体的调匀度 I 为:(当样品中CA < CA0时)或 (当样品中CA > CA0时)显然 I ≤1若取m 个样品.则该样品的平均调匀度为当混合均匀时2、混合尺度设有A 、B 两种液体混合后达到微粒均布状态。
BA A A V V V C +=00A A C C I =011A A C CI --=m I I I I m+⋯⋯++=-211=-IA BAB (a)(b)混合尺度分设备尺度微团尺度分子尺度对上述两种状态:在设备尺度上:两者都是均匀的(宏观均匀状态)在微团尺度上:两者具有不同的均匀度。
在分子尺度上:两者都是不均匀的(当微团消失.称分子尺度的均匀或微观均匀)如取样尺寸远大于微团尺寸.则两种状态的平均调匀度接近于己于1。
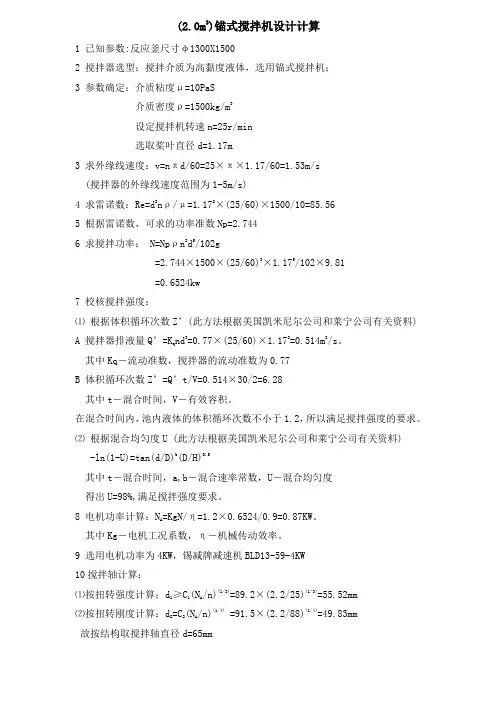
(2.0m3)锚式搅拌机设计计算1 已知参数:反应釜尺寸φ1300X15002 搅拌器选型:搅拌介质为高黏度液体,选用锚式搅拌机;3 参数确定:介质粘度μ=10PaS介质密度ρ=1500kg/m3设定搅拌机转速n=25r/min选取桨叶直径d=1.17m3 求外缘线速度:v=nπd/60=25×π×1.17/60=1.53m/s(搅拌器的外缘线速度范围为1-5m/s)4 求雷诺数:Re=d2nρ/μ=1.172×(25/60)×1500/10=85.565 根据雷诺数,可求的功率准数Np=2.7446 求搅拌功率: N=Npρn3d5/102g=2.744×1500×(25/60)3×1.175/102×9.81=0.6524kw7 校核搅拌强度:⑴根据体积循环次数Z’(此方法根据美国凯米尼尔公司和莱宁公司有关资料)A 搅拌器排液量Q’=Kqnd3=0.77×(25/60)×1.173=0.514m3/s。
其中Kq-流动准数,搅拌器的流动准数为0.77B 体积循环次数Z’=Q’t/V=0.514×30/2=6.28其中t-混合时间,V-有效容积。
在混合时间内,池内液体的体积循环次数不小于1.2,所以满足搅拌强度的要求。
⑵根据混合均匀度U (此方法根据美国凯米尼尔公司和莱宁公司有关资料)-ln(1-U)=tan(d/D)b(D/H)0.5其中t-混合时间,a,b-混合速率常数,U-混合均匀度得出U=98%,满足搅拌强度要求。
8 电机功率计算:NA=KgN/η=1.2×0.6524/0.9=0.87KW。
其中Kg-电机工况系数,η-机械传动效率。
9 选用电机功率为4KW,锡减牌减速机BLD13-59-4KW10搅拌轴计算:⑴按扭转强度计算:d1≥C1(NA/n)(1/3)=89.2×(2.2/25)(1/3)=55.52mm⑵按扭转刚度计算:d2=C2(NA/n)(1/4) =91.5×(2.2/88)(1/4)=49.83mm故按结构取搅拌轴直径d=65mm。
制浆高速搅拌桨叶优化设计搅拌是纸浆制造的关键环节之一,它能够使浆料更加均匀地混合,为后续的生产工序提供良好的基础。
而搅拌的核心在于搅拌桨叶的设计与制造。
近年来,随着纸浆制造技术的不断发展,制浆高速搅拌桨叶的优化设计越来越受到关注。
制浆高速搅拌桨叶的设计原理制浆高速搅拌桨叶的设计原理主要涉及纸浆的流体力学和搅拌力学。
为了实现最佳的影响效果,搅拌桨叶必须在纸浆流动情况下获得适当的旋转和推动力。
此外,搅拌桨叶的结构必须与生产工艺相适应,以满足将浆料混合均匀的要求。
因此,在进行制浆高速搅拌桨叶的设计过程中,需要考虑多种因素,包括流体力学、搅拌力学、结构受力和生产工艺等方面。
优化设计的必要性在制浆生产中,提高搅拌桨叶的效率和质量是一个非常重要的问题。
市场竞争的加剧也使得制浆企业更加注重搅拌桨叶的优化。
然而,优化搅拌桨叶的设计并不是一件容易的事情。
需要考虑多种因素,如搅拌桨叶的形状、角度、旋转速度、流量等等。
因此,只有通过深入的研究和创新思维,才能找到更加有效、节约原材料、能够提高生产效率的高速搅拌桨叶设计方案。
优化设计的具体措施针对制浆高速搅拌桨叶的优化设计,可以采用多种措施来提升搅拌桨叶的效率和质量。
这些措施包括:1.采用先进的计算技术对搅拌桨叶进行模拟分析;2.优化搅拌桨叶的形状和角度,提高纸浆制造的混合效率;3.控制搅拌桨叶的旋转速度和流量,使得纸浆得到最佳的混合效果;4.采用先进的材料技术,选择更加优质的搅拌桨叶材料;5.根据生产实际需要,针对固体浆料、液体浆料等不同类型的纸浆进行适当的搅拌桨叶设计和制造;6.加强搅拌桨叶的维护和保养,延长使用寿命。
总之,制浆高速搅拌桨叶的优化设计是一个系统性、复杂性和多样性较强的问题。
在设计过程中,应该综合考虑多种因素,采用科学的方法和优质的材料,制造出更加高效、优质的搅拌桨叶,进一步推动纸浆制造的技术进步。
桨叶式搅拌机的设计摘要桨叶式混凝土搅拌机是一款小型搅拌机,主要适用于较小的建筑工程,是非常重要的建筑机械。
它是强制式卧轴搅拌机的一种,不但能搅拌干硬性混凝土,而且能搅拌轻骨料混凝土,是一款多功能搅拌机。
在搅拌过程中,通过搅拌轴的回转运动来带动搅拌叶片对筒内物料进行剪切、挤压和翻转推移等搅拌作用,使物料在相对的剧烈运动中的得到充分的拌合,因而它具有拌合质量好、能耗低、效率高等优点。
现代建筑工程中搅拌机的广泛应用,不仅减轻了工人的劳动强度,还提高了混凝土工程的质量,对我国的基础设施建设做出了很大贡献。
在下一个五年规划中,国家加大了基础设施的建设的力度,这对混凝土机械行业的发展是十分有利的。
该类型搅拌机的主要组成结构包括:传动系统、搅拌系统、上料系统、卸料系统、电气控制系统等零部件。
在本次设计中主要设计的是外壳和搅拌轴,还确定了上料、卸料的方式以及叶片的结构,并对部分零部件进行了校核,使之满足不同场合的工作要求。
关键词:混凝土搅拌机、质量、能耗、效率The design of Vertical spindle type breakerAbstractBlade type concrete mixer is a small mixer, mainly is suitable for the small construction projects, it is very important to construction machinery.It is a kind of forced horizontal-axis mixer ,not only can mix the dry and rigid concrete, but also can stir light weight aggregate concrete,is a new multi-functional mixer。
In mixing process, through the rotary motion of stirring shaft of mixing blades to drive the material in the cylinder of shear, squeezing and flip elapse, make the material such as mixing effect in the relatively intense exercise fully with white, so it would be of good quality, low energy consumption, higher efficiency. Modern architectural engineering of mixer widely used, not only reduce the labor intensity of the workers, but also improves the concrete engineering quality, has made a great contribution the infrastructure construction of our country. In the next five-year plan, the government increased the strength of the infrastructure construction of concrete, the machinery industry development is very favorable. This type of main composition structure including blender, transmission system, mixing system, feeding system, unloading system and electrical control system components. In this design, we mainly on the transmission scheme selection and design calculation, also identified loading, unloading and ways of blade structure, and checks for some parts to meet different occasions work requirements.Keywords:concrete mixer, quality, energy consumption, efficiency目录第一章绪论 (5)1.1混凝土搅拌机项目研究的目的及意义 (5)1.1.1混凝土的组成 (6)1.1.2搅拌的任务 (6)1.1.3设计混凝土搅拌机的意义 (6)第二章技术设计任务书 (8)2.1搅拌机设计的依据及参数 (8)2.2搅拌机的工作范围及用途 (8)2.3混凝土搅拌机总体布局及结构概述 (8)2.4搅拌机的关键技术 (8)第三章搅拌机主参数及各部件的设计计算 (10)3.1总体设计方案 (10)3.1.1混凝土搅拌机各个品种功能的比较 (10)3.1.2混凝土搅拌机结构的选择 (11)3.2总体结构及工作原理 (11)3.2.1结构组成及工作原理 (11)3.2.2主要技术参数 (12)3.3搅拌机主要部件的设计 (12)3.3.1搅拌装置的设计 (12)3.3.2机架和搅拌筒的设计 (12)3.4传动系统的设计 (13)3.4.1电机的选择 (13)3.4.2 传动部分设计 (14)第四章桨叶式搅拌机主要参数的确定 (17)4.1传基本结构参数 (17)4.1.1转子的直径与长度 (17)4.1.2基本结构尺寸 (17)4.2主要工作参数的确定 (17)4.2.1转子的速度 (17)4.2.2生产能力 (17)4.2.3功率 (18)4.3转子的结构设计 (18)4.3.1轴的结构设计 (18)4.3.2轴的强度计算 (19)4.3.3破碎力的确定 (19)4.3.4轴的受力分析 (19)4.4轴承和键的选用 (21)4.4.1轴承的选用和润滑 (21)4.4.2键的选用 (22)第五章混凝土搅拌机搅拌叶片的有限元分析 (23)5.1搅拌叶片有限元模型的建立 (23)5.2优化设计和结果分析 (25)第六章结论 (26)参考文献 (27)感谢 (28)第一章绪论1.1混凝土搅拌机项目研究的目的及意义随着改革开放的持续推进,我国经济建设及科学技术的高速稳步增长,城镇化和新农村建设的大力发展,农村和大城市基础设施建设、房地产商品房开发业务的快速发展,直接促进了混凝土生产产量的快速增长机械化建设在施工中占据了重要的的地位。
搅拌机选型桨叶指南首先,在搅拌机桨叶的选型过程中,需要考虑如下几个关键因素:1.搅拌物料的性质:桨叶的选型需要考虑搅拌物料的粘度、密度、流动性等特性。
一般来说,对于粘度较高、流动性较差的物料,需要选择桨叶形状和角度合适的桨叶,以保证搅拌效果和效率。
2.搅拌过程中产生的剪切力:桨叶的设计应考虑搅拌过程中所产生的剪切力。
如果需要高剪切力,可以选择具有高剪切效果的桨叶,如多层螺旋桨;如果需要低剪切力,可以选择具有较小桨叶倾角的桨叶。
3.搅拌机的容量和尺寸:桨叶的选型还需考虑搅拌机的容量和尺寸。
通常情况下,较大容量的搅拌机需要使用较大尺寸的桨叶,以保证搅拌效果和均匀性。
其次,下面介绍几种常见的桨叶类型和其适用的搅拌工艺。
1.螺旋桨:螺旋桨是最常见的桨叶类型之一,其结构简单,适用于大多数搅拌工艺。
螺旋桨可以分为单层螺旋桨、双层螺旋桨和多层螺旋桨。
单层螺旋桨适用于一般的搅拌工艺,双层螺旋桨适用于需要高剪切力的工艺,多层螺旋桨适用于需要较高的搅拌效果和均匀性的工艺。
2.锚桨:锚桨适用于搅拌高粘度和流动性较差的物料,其结构独特,可以有效地将物料从搅拌机的底部向上推送,提高搅拌效果和均匀性。
3.桨叶混合器:桨叶混合器适用于需要快速混合、均匀搅拌的工艺,如化工过程中的反应器搅拌、颜料生产中的颜料搅拌等。
桨叶混合器的桨叶通常呈斜角状,可以有效地提高搅拌效果。
最后,根据以上指南进行桨叶选型后,还需要进行一些试验和调整,以确保选型的桨叶能够满足实际工艺需求。
试验中可以考虑改变桨叶形状、角度、叶片数目等参数,观察搅拌效果和均匀性的变化,进行优化调整。
总之,搅拌机桨叶的选型是一个综合考虑多种因素的过程,需要根据具体的工艺需求进行合理选择。
希望以上指南能够为您的搅拌机桨叶选型提供一些参考。
搅拌叶选型相关知识见《搅拌设备》,主要分径向流和轴向流叶轮两种三叶推进式是最典型的轴流型搅拌器,高排液量,低剪切性能;采用挡板或导流筒则轴向循环更强。
排出性能明显提高,因为它循环能力强,动力消耗低,在低粘度,大容量均相、混合过程中应用最能体现它的优势,在低粘度的液体传热、反应、固液比小时的悬浮、溶解等过程中应用广泛。
可调推进式的桨叶可转动±15°,调整倾角,在试验性的工艺过程中作用很大。
可拆推进式的桨连轮毂分成三辨,组装方便,用在需要拆成小件的场合。
常用介质μ<2000cP,常用运转速度n=100~500rpm,v=3~15m/s,最高转速可达1750rpm,常用规格S/DJ=1或2,DJ/D=0.2~0.5,表面要求抛光处理的必须选用焊接型。
螺杆式搅拌器此类搅拌器为慢速型搅拌器,在层流区操作,液体沿着螺旋面上升或下降形成轴向的上下循环,适用于中高粘度液的混和和传热等过程,螺杆式搅拌直径小,轴向推力大,可偏心放置,桨叶离槽壁的距离<1/20 DJ,槽壁可起挡板作用。
螺杆带上导流筒,轴向流动加强,在导流筒内外形成向下向上的循环。
此时,可取导流筒直径D’=0.7D,DJ/Do=0.95,常用介质粘度μ<105 cP,常用运转速度n=0.5~50rpm,ν<1m/s。
三窄叶旋桨式搅拌器也是常用的旋桨式搅拌器,性能、应用都相似,相对于宽叶旋桨式,它的排出流量小些,输入功率小些,常用介质粘度μ<104cP,常用转速n=60~500rpm,常用尺寸DJ /D=0.2~0.5,B/DJ=0.2,常用左旋,可制成右旋。
斜叶桨式搅拌器此搅拌器桨叶可成24°、45°或60°倾角,有轴向分流、径向分流,流型比平直叶桨式复杂,排出能量比平直桨高,综合效果更好,适用过程相同,因此应用频率比平直叶桨式高,运行条件同平直叶桨式。
六叶开启涡轮式搅拌器本类搅拌器流型为径向流,在有挡板时可自桨叶为界形成上下两个循环流,具有高剪切力和较大的循环能力,其中直叶开启涡轮式剪切力最大,弯叶开启涡轮式剪切力最小,斜叶开启涡轮居中。
搅拌机桨叶设计搅拌机桨叶设计搅拌机是一种用于将多种物质混合或搅拌的设备,广泛应用于化工、食品、制药等行业。
而搅拌机的桨叶设计是其中非常重要的一环,它直接影响到搅拌机的搅拌效果和能耗。
桨叶是搅拌机的核心部件,其设计原则是在保证搅拌效果的同时,尽量降低能耗。
一般来说,桨叶的设计应考虑以下几个方面:1. 桨叶的形状和数量:桨叶的形状和数量对搅拌机的搅拌效果有很大影响。
常见的桨叶形状有螺旋形、片状、桨型等。
选择合适的桨叶形状和数量可以提高搅拌效果,减小能耗。
2. 桨叶的角度和安装位置:桨叶的角度和安装位置也是桨叶设计的重要考虑因素。
合理的桨叶角度可以提高搅拌效果,减小能耗。
而桨叶的安装位置则取决于被搅拌物料的性质和搅拌机的工作要求。
3. 桨叶的材料选择:桨叶的材料选择直接影响到搅拌机的使用寿命和维护成本。
一般来说,桨叶应选用耐磨、耐腐蚀的材料,以提高搅拌机的使用寿命。
4. 桨叶的转速和功率:桨叶的转速和功率是搅拌机设计中需要考虑的重要参数。
合理选择桨叶的转速和功率可以提高搅拌效果,同时减小能耗。
搅拌机的桨叶设计是一个复杂而关键的过程。
在设计过程中,需要根据被搅拌物料的性质和工艺要求,合理选择桨叶的形状、数量、角度和材料,并确定合适的转速和功率。
只有在这些方面的综合考虑下,才能设计出搅拌效果好、能耗低的搅拌机桨叶。
需要注意的是,搅拌机桨叶设计是一个专业领域,需要结合实际情况和经验进行。
因此,在进行搅拌机桨叶设计时,建议寻求专业人士的意见和帮助,以确保设计的准确性和可行性。
同时,不同行业和不同工艺的搅拌机桨叶设计也存在差异,需要根据具体情况进行调整和优化。
在搅拌机桨叶设计的过程中,还需要考虑桨叶的维护和更换。
定期检查桨叶的磨损情况,并及时更换磨损严重的桨叶,可以延长搅拌机的使用寿命,并保持搅拌效果的稳定性。
搅拌机桨叶设计是搅拌机性能优化的重要环节。
通过合理选择桨叶的形状、数量、角度和材料,并确定合适的转速和功率,可以提高搅拌效果,减小能耗,从而达到更好的搅拌效果和经济效益。
搅拌桨的选择与使用探讨本文来自: 马后炮化工作者: mahoupao日期: 2010-3-31 15:49 阅读: 518人评分是一种美德,请不要吝啬您的评分探讨, 选择在化工生产中,搅拌普遍存在,常规的搅拌形式有锚式、桨式、涡轮式、推进式、框式等,搅拌装置在高径比较大时,可用多层搅拌桨,特殊产品甚至会使用较为复杂的MIG式搅拌。
不同形式的搅拌对应各种不同的使用环境,以满足不同的使用要求。
请大家结合实际的使用经验,探讨下各种搅拌形式搅拌效果的特点,也可以结合实际事例说明各种搅拌形式在某些场合的适用性。
抛砖引玉一下,我在生产中使用过推进式的搅拌桨。
在使用中发现有如下特点:推进式的搅拌桨,物料随桨径向运动明显,而轴向运动较差;物料在升降温过程中,贴壁部分与釜中心区有明显的温差;物料较少或转速较快时会在釜中心区形成漩涡;此形式的搅拌,在结晶过程中会形成过饱和度的缓慢释放,有利于晶体的生长。
1、锚式、框式使用于低转速一般在60至300rpm 之间,这是因为考虑到锚式、框式长度多有3到5米,支撑点位于轴头,搅拌轴强度有限,高速下搅拌轴跳动比较大,特别是搅拌底部晃动幅度很大,甚至会碰到反应釜内壁。
同时结合物料的粘度选取转数,粘度大转速低,粘度小转数适当的高点。
2、涡轮式、推进式使用转速相对较高。
推进式的搅拌桨,物料较少或转速较快时会在釜中心区形成漩涡.可以在离搅拌桨50mm的距离的地方安置一张外径和搅拌桨相同的圆板,这样可以适当的减少漩涡。
搅拌是一个相对复杂的话题,论坛上也有相关主题,现就个人理解,小结如下:通常对搅拌的要求是由搅拌过程的目的和物料性质所决定的。
针对搅拌器的选型因素诸如容积循环速率、湍流强度和剪切作用等可以考虑:1、有类似应用,且搅拌效果较满意的可选用相同搅拌器;如:低粘度反应和简单体系通常我们一般选用单(双)桨叶式即可,而不用框式,以防止形成气相涡流,影响蒸馏效率;如为减少反混或沉积,则选用推进式或桨式与推进式组合,并加装导流桶;而涡轮式、布鲁马金式等也都可以很好的适用于低粘体系。
第三节搅拌器的选型(一)搅拌器选型桨径与罐内径之比叫桨径罐径比/d D,涡轮式叶轮的/d D一般为0.25~0.5,涡轮式为快速型,快速型搅拌器一般在 1.3H D>时设置多层搅拌器,且相邻搅拌器间距不小于叶轮直径d。
适应的最高黏度为50Pa s•左右。
搅拌器在圆形罐中心直立安装时,涡轮式下层叶轮离罐底面的高度C 一般为桨径的1~1.5倍。
如果为了防止底部有沉降,也可将叶轮放置低些,如离底高度/10=.最上层叶轮高度离液面至少要有1.5d的深C D度。
符号说明b——键槽的宽度B——搅拌器桨叶的宽度d——轮毂内经d——搅拌器桨叶连接螺栓孔径d——搅拌器紧定螺钉孔径1d——轮毂外径2D——搅拌器直径JD——搅拌器圆盘的直径1G——搅拌器参考质量h——轮毂高度1h——圆盘到轮毂底部的高度2L ——搅拌器叶片的长度R ——弧叶圆盘涡轮搅拌器叶片的弧半径 M ——搅拌器许用扭矩()N m •t ——轮毂内经与键槽深度之和δ——搅拌器桨叶的厚度1δ——搅拌器圆盘的厚度工艺给定搅拌器为六弯叶圆盘涡轮搅拌器,其后掠角为45o α=,圆盘涡轮搅拌器的通用尺寸为桨径j d :桨长l :桨宽20:5:4b =,圆盘直径一般取桨径的23,弯叶的圆弧半径可取桨径的38。
查HG -T 3796.1~12-2005,选取搅拌器参数如下表由前面的计算可知液层深度 2.45H m =,而1.32210i D mm =,故 1.3i H D >,则设置两层搅拌器。
为防止底部有沉淀,将底层叶轮放置低些,离底层高度为425mm ,上层叶轮高度离液面2J D 的深度,即1025mm 。
则两个搅拌器间距为1000mm ,该值大于也轮直径,故符合要求。
(二)搅拌附件 ①挡板挡板一般是指长条形的竖向固定在罐底上板,主要是在湍流状态时,为了消除罐中央的“圆柱状回转区”而增设的。
罐内径为1700mm ,选择4块竖式挡板,且沿罐壁周围均匀分布地直立安装。
污水厂桨式搅拌机设计计算(作者:纪学鑫)一、设计数据:1、混合池实际体积V=1.15m×1.15m×6.5m≈8.60m³∴设混合池有效容积V=8m³2、混合池流量Q=0.035m³/s3、混合时间t=10s4、混合池横截面尺寸1.15m×1.15m ,当量直径D=πω4L =π15.115.14⨯⨯=1.30m 5、混合池液面高度H =24πD V =m ..π036301842≈⨯⨯ ∴混合池高度H '=6.03m+(0.3~0.5)m=6.33~6.53 (m);取6.5m6、挡板结构及安装尺寸()m 54.0036.0m 241361~)(~≈⎪⎭⎫ ⎝⎛D ;数值根据《给水排水设计手册》表4-28查得,以下均已此手册作为查询依据。
7、取平均水温时,水的粘度值()s a ⋅P μ=1.14×10-3s a ⋅P取水的密度3/kg 1000m =ρ8、搅拌强度1)搅拌速度梯度G ,一般取500~1000s -1。
混合功率估算:N Q =K e Q(kw)K e --单位流量需要的功率,K e 一般=4.3~173/s kw m ⋅∴混合功率估算:3/s kw 17~3.4m N Q ⋅=1-3-3e e )30.1365~65.686(s8s a 1014.1m /s kw 17~3.41000t 1000t 1000s P K Q Q K G ≈⨯⋅⨯⋅===⇒)(μμ 取搅拌速度梯度1-s 740=G2)体积循环次数'Z搅拌器排液量'Q ,213.08.008.1385.0)/(333'=⨯⨯==s m nd k Q q折叶桨式,片,245=︒=Z θ,流动准数385.0k q 取,见表4-27查取;---n 搅拌器转速)(s /r ;d 搅拌器直径(m) 转速d60n πν=;---线速度v ,直径d ,根据表4-30查取。