第二节 控制对象的特性
- 格式:ppt
- 大小:832.00 KB
- 文档页数:26
⾃动控制原理第⼆章复习总结(第⼆版)第⼆章过程装备控制基础本章内容:简单过程控制系统的设计复杂控制系统的结构、特点及应⽤。
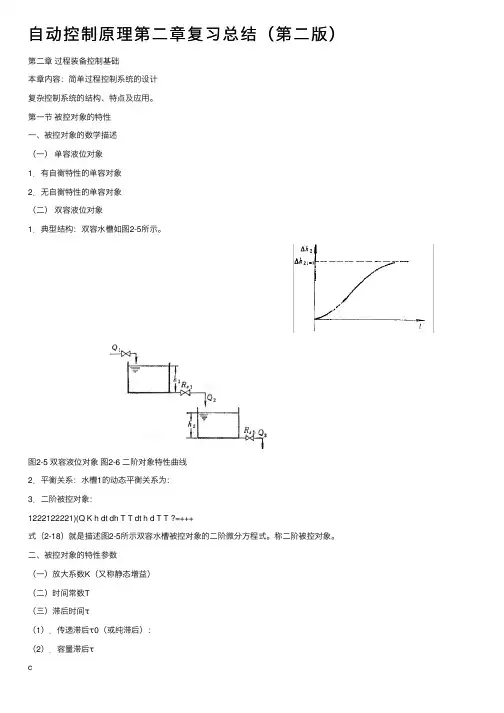
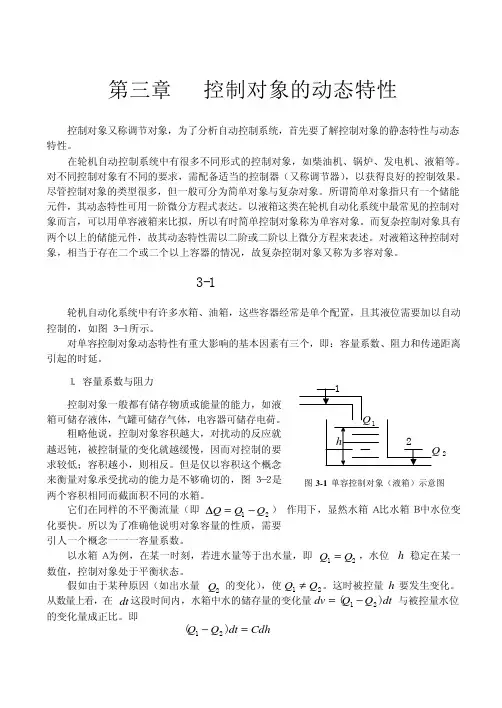
第⼀节被控对象的特性⼀、被控对象的数学描述(⼀)单容液位对象1.有⾃衡特性的单容对象2.⽆⾃衡特性的单容对象(⼆)双容液位对象1.典型结构:双容⽔槽如图2-5所⽰。
图2-5 双容液位对象图2-6 ⼆阶对象特性曲线2.平衡关系:⽔槽1的动态平衡关系为:3.⼆阶被控对象:1222122221)(Q K h dt dh T T dt h d T T ?=+++式(2-18)就是描述图2-5所⽰双容⽔槽被控对象的⼆阶微分⽅程式。
称⼆阶被控对象。
⼆、被控对象的特性参数(⼀)放⼤系数K(⼜称静态增益)(⼆)时间常数T(三)滞后时间τ(1).传递滞后τ0(或纯滞后):(2).容量滞后τc可知τ=τ0+τc。
三、对象特性的实验测定对象特性的求取⽅法通常有两种:1.数学⽅法2.实验测定法(⼀)响应曲线法:(⼆)脉冲响应法第⼆节单回路控制系统定义:(⼜称简单控制系统),是指由⼀个被控对象、⼀个检测元件及变送器、⼀个调节器和⼀个执⾏器所构成的闭合系统。
⼀、单回路控制系统的设计设计步骤:1.了解被控对象2.了解被控对象的动静态特性及⼯艺过程、设备等3.确定控制⽅案4.整定调节器的参数(⼀)被控变量的选择(⼆)操纵变量的选择(三)检测变送环节的影响(四)执⾏器的影响⼆、调节器的调节规律1.概念调节器的输出信号随输⼊信号变化的规律。
2.类型位式、⽐例、积分、微分。
(⼀)位式调节规律1.双位调节2.具有中间区的双位调节3.其他三位或更多位的调节。
(⼆)⽐例调节规律(P )1.⽐例放⼤倍数(K )2.⽐例度δ3.⽐例度对过渡过程的影响(如图2-24所⽰)4.调节作⽤⽐例调节能较为迅速地克服⼲扰的影响,使系统很快地稳定下来。
通常适⽤于⼲扰少扰动幅度⼩、符合变化不⼤、滞后较⼩或者控制精度要求不⾼的场合。
(三)⽐例积分调节规律(PI )1.积分调节规律(I )(1)概念:调节器输出信号的变化量与输⼊偏差的积分成正⽐==?t I t I dt t e T dt t e K t u 00)(1)()(式中:K I 为积分速度,T I 为积分时间。
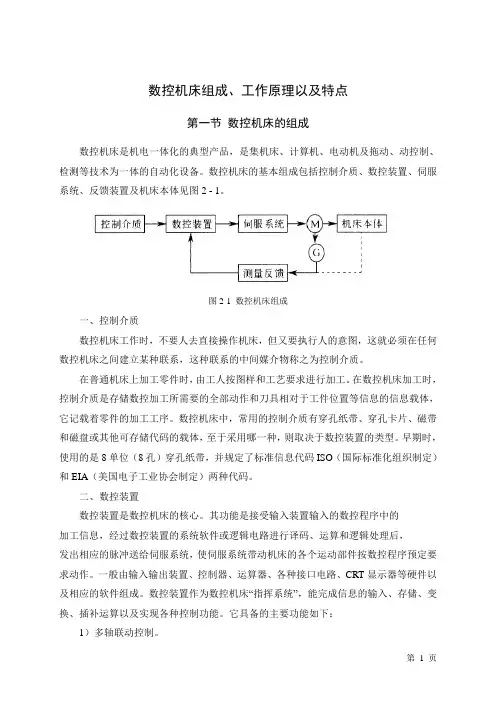
数控机床组成、工作原理以及特点第一节数控机床的组成数控机床是机电一体化的典型产品,是集机床、计算机、电动机及拖动、动控制、检测等技术为一体的自动化设备。
数控机床的基本组成包括控制介质、数控装置、伺服系统、反馈装置及机床本体见图2 - 1。
图2-1 数控机床组成一、控制介质数控机床工作时,不要人去直接操作机床,但又要执行人的意图,这就必须在任何数控机床之间建立某种联系,这种联系的中间媒介物称之为控制介质。
在普通机床上加工零件时,由工人按图样和工艺要求进行加工。
在数控机床加工时,控制介质是存储数控加工所需要的全部动作和刀具相对于工件位置等信息的信息载体,它记载着零件的加工工序。
数控机床中,常用的控制介质有穿孔纸带、穿孔卡片、磁带和磁盘或其他可存储代码的载体,至于采用哪一种,则取决于数控装置的类型。
早期时,使用的是8单位(8孔)穿孔纸带,并规定了标准信息代码ISO(国际标准化组织制定)和EIA(美国电子工业协会制定)两种代码。
二、数控装置数控装置是数控机床的核心。
其功能是接受输入装置输入的数控程序中的加工信息,经过数控装置的系统软件或逻辑电路进行译码、运算和逻辑处理后,发出相应的脉冲送给伺服系统,使伺服系统带动机床的各个运动部件按数控程序预定要求动作。
一般由输入输出装置、控制器、运算器、各种接口电路、CRT显示器等硬件以及相应的软件组成。
数控装置作为数控机床“指挥系统”,能完成信息的输入、存储、变换、插补运算以及实现各种控制功能。
它具备的主要功能如下:1)多轴联动控制。
2)直线、圆弧、抛物线等多种函数的插补。
3)输入、编辑和修改数控程序功能。
4)数控加工信息的转换功能:ISO/EIA代码转化,米英制转换,坐标转换,绝对值和相对值的转换,计数制转换等。
5)刀具半径、长度补偿,传动间隙补偿,螺距误差补偿等补偿功能。
6)实现固定循环、重复加工、镜像加工等多种加工方式选择。
7)在CRT上显示字符、轨迹、图形和动态演示等功能。
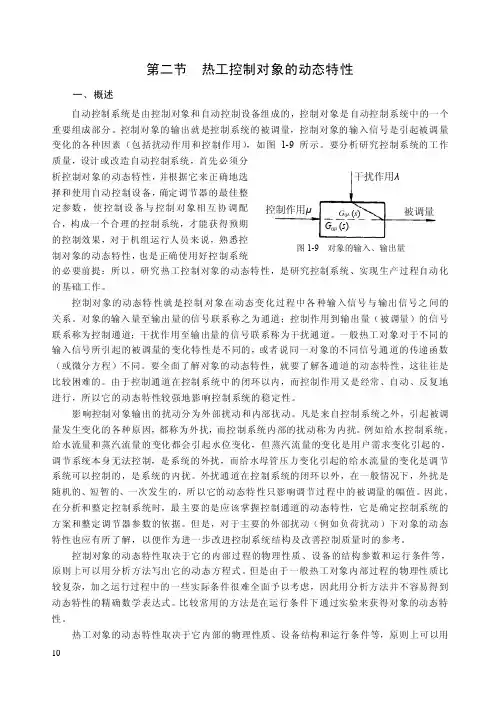
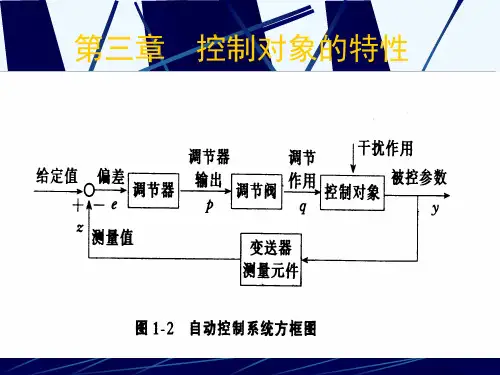
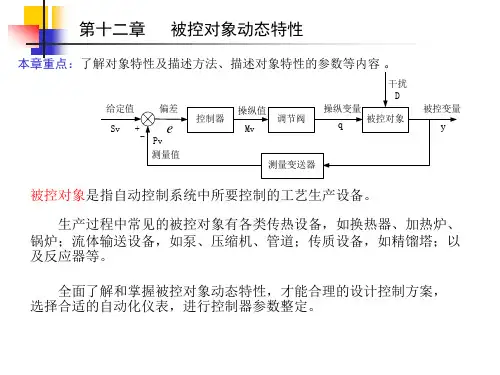
控制作用μ干扰作用λ被调量G 0μ(s )G 0λ(s )图1-9 对象的输入、输出量第二节 热工控制对象的动态特性一、概述自动控制系统是由控制对象和自动控制设备组成的,控制对象是自动控制系统中的一个重要组成部分。
控制对象的输出就是控制系统的被调量,控制对象的输入信号是引起被调量变化的各种因素(包括扰动作用和控制作用),如图1-9所示。
要分析研究控制系统的工作质量,设计或改造自动控制系统,首先必须分析控制对象的动态特性,并根据它来正确地选择和使用自动控制设备,确定调节器的最佳整定参数,使控制设备与控制对象相互协调配合,构成一个合理的控制系统,才能获得预期的控制效果,对于机组运行人员来说,熟悉控制对象的动态特性,也是正确使用好控制系统的必要前提:所以,研究热工控制对象的动态特性,是研究控制系统、实现生产过程自动化的基础工作。
控制对象的动态特性就是控制对象在动态变化过程中各种输入信号与输出信号之间的关系。
对象的输入量至输出量的信号联系称之为通道;控制作用到输出量(被调量)的信号联系称为控制通道;干扰作用至输出量的信号联系称为干扰通道。
一般热工对象对于不同的输入信号所引起的被调量的变化特性是不同的,或者说同一对象的不同信号通道的传递函数(或微分方程)不同。
要全面了解对象的动态特性,就要了解各通道的动态特性,这往往是比较困难的。
由于控制通道在控制系统中的闭环以内,而控制作用又是经常、自动、反复地进行,所以它的动态特性较强地影响控制系统的稳定性。
影响控制对象输出的扰动分为外部扰动和内部扰动。
凡是来自控制系统之外,引起被调量发生变化的各种原因,都称为外扰,而控制系统内部的扰动称为内扰。
例如给水控制系统,给水流量和蒸汽流量的变化都会引起水位变化,但蒸汽流量的变化是用户需求变化引起的,调节系统本身无法控制,是系统的外扰,而给水母管压力变化引起的给水流量的变化是调节系统可以控制的,是系统的内扰。
外扰通道在控制系统的闭环以外,在一般情况下,外扰是随机的、短暂的、一次发生的,所以它的动态特性只影响调节过程中的被调量的幅值。
控制对象的名词解释引言:在日常生活和各种学科领域中,我们经常听到与“控制对象”相关的术语。
然而,对于初学者来说,这个概念可能会有些困惑。
因此,本文将对控制对象进行深入的名词解释,以帮助读者更好地理解该概念。
一、定义控制对象控制对象是指在控制理论和实践中,所需进行管理、调整或干预的实体或系统。
该实体或系统可以是任何具有可测量和可操作性的事物,例如机器、流程、市场、经济、环境、社会或个人。
二、控制对象的特征1. 可测量性:控制对象必须具有可测量的属性,以便我们能够对其进行定量或定性的观察和分析。
这些属性可以是物理尺寸、参数、性能、指标等等。
例如,对于一台机器来说,我们可以测量其温度、速度、能耗等指标来衡量其工作状态。
2. 可操作性:控制对象必须具有可操作性,即我们能够通过某种干预手段改变其状态或行为。
这种干预手段可以是控制器、调节器、算法、政策等等,用于实现对控制对象的目标状态或行为的调整。
例如,通过改变机器的设定参数或控制器的输出信号,我们可以调整机器的工作速度或功率。
3. 可信度:控制对象必须提供稳定和可靠的数据或响应,以便我们可以准确地感知和评估其状态。
这种可信度对于控制过程的正确性和有效性至关重要。
例如,当我们对某个经济市场进行监控和干预时,我们需要确保所获取的市场数据准确可靠,以便作出正确的决策。
三、控制对象的应用领域1. 工程技术领域:在工程技术领域,控制对象的应用广泛而多样。
例如,在自动化工程中,控制对象可以是一个自动控制系统的某个部分或整体,用于实现对工业过程的监控和调整。
在电力系统中,控制对象可以是电力负载、发电机或输电线路,用于实现对电力系统的稳定运行。
2. 经济管理领域:在经济管理领域,控制对象通常是市场、企业或组织。
例如,市场调节机制可以作为对经济活动的控制对象,以实现对供求关系、物价和产量的调控。
企业管理中的成本控制、质量控制和风险控制等也都属于控制对象的范畴。
3. 社会科学领域:在社会科学领域,我们也可以将人类行为看作是一种控制对象。