安徽工业大学科技成果——焦炉烟道气废热利用技术
- 格式:docx
- 大小:15.68 KB
- 文档页数:1
安徽工业大学2010年科研成果简介1.冶金固体排放物资源化与产品化项目简介:本项目的目标是在冶金固体废弃物综合利用的两个层次上,通过对废弃物综合利用和冶金副产品的深加工,开发具自主产权和技术含量的高附加值产品和综合利用精品。
随着冶金固体废弃物压力的增大,国家环境和资源政策的导向,使得冶金固体废弃物的利用可以在资源和环境方面获得比较明显的效益空间,加之冶金固体废弃物的化学与矿物组成本身具有相当大的适应性,可以在许多高附加值产品体系中得到利用。
如:利用冶金固废制备精细化学品、制备纳米材料或将冶金废弃物直接材料化等。
成熟程度和所需建设条件:具备中试或工程化的技术有:(1)利用高炉渣开发白炭黑的技术(2)转炉渣高附加值利用技术技术指标(包括鉴定和专利情况):以“高炉渣制取白炭黑”项目为例。
白炭黑作为一种高值产品,无疑是一种综合利用精品,高炉渣中本身含有大比例的SiO2也符合作为白炭黑原料的资源要求。
以往工程上之所以都采用水玻璃等高值化工原料而不是高炉渣作为白炭黑生产原料,主要是因为高炉渣中其他复杂元素会带来生产上操作的复杂性和困难。
现在,站在资源循环利用的角度,在技术开发的基础上,通过两种生产过程原料成本和生产操作技术复杂性的置换,以技术换成本,则有可能实现企业的经济效益,该项目主要目标为利用马鞍山地区的高炉渣开发生产水合二氧化硅(白炭黑)的工艺,使产品纯度达到93%,相关质量指标优于相应的国家标准,并符合橡胶、塑料等行业的使用要求。
该成果经省级鉴定为国际领先,并获得马鞍山科技进步二等奖。
投资估算和经济社会效益分析:以“冶金渣制备纳米硅酸铝”项目为例,利用钢铁厂产生的冶金废渣来生产超细硅酸铝产品,具有原料来源广、价格便宜等优势,从而降低了产品的生产成本。
超细硅酸铝产品的现在市场售价约6300元/吨,而冶金废渣价格便宜,采用冶金废渣为主要原料生产超细硅酸铝,其生产成本低,利润较高。
待本项目完成后,所开发的技术在行业竞争中将极具竞争力。
焦炉废气余热利用设计1、设计原那么。
1.1在不影响焦炉正常运行的前提下最大限度地利用余热;1.2在消费可靠的前提下,尽可能采用先进的工艺技术方案,以降低操作本钱和改造基建的投入;1.3以消费可靠为前提,采用成熟、可靠的工艺和装备;1.4余热锅炉的过程控制采用集中控制原那么,根本实现自动化为目的1.5贯彻执行国家和地方对环保、劳动、平安、计量、消防等方面的有关规定和标准,做到“三同时〞。
2、设计工程背景及概况。
年产80万吨焦炭的焦炉1座,消费中焦炉加热后的废气通过总烟道汇总会一直向大气排放。
同时废烟气温度可到达260-300℃,烟气将通过烟囱的自拔力排放到空中,严重浪费能源和污染厂区环境。
假设这些余热不进展回收利用,浪费了珍贵的能源,也污染了环境。
因此采取措施,对焦炉产生的废气进展余热回收利用,对有效降低能耗,推动实现可持续开展战略具有非常重要的现实意义。
现规划对焦炉烟道废气余热进展回收利用,将产生的蒸汽并网供厂区内的消费和生活使用。
3、建立条件。
3.1焦化工艺。
煤车间送来的配合煤装入煤塔,装煤车按作业方案从煤塔取煤,经计量后装入炭化室内。
煤料在炭化室内经过一个结焦周期的高温干馏制成焦炭并产生荒煤气。
炭化室内的焦炭成熟后,用推焦车推出,经拦焦车导入熄焦车内,并由电机车牵引熄焦车到熄焦塔内进展喷水熄焦。
熄焦后的焦炭卸至凉焦台上,冷却一定时间后送往筛焦工段,经筛分按级别贮存待运。
煤在炭化室干馏过程中产生的荒煤气聚集到炭化室顶部空间,经过上升管、桥管进入集气管。
约700℃左右的荒煤气在桥管内被氨水喷洒冷却至90℃左右。
荒煤气中的焦油等同时被冷凝下来。
煤气和冷凝下来的焦油等同氨水一起经过吸煤气管送入煤气净化车间。
焦炉加热用的焦炉煤气,由外部管道架空引入。
焦炉煤气经预热后送到焦炉地下室,通过下喷管把煤气送入燃烧室立火道底部与由废气交换开闭器进入的空气集合燃烧。
燃烧后的废气经过立火道顶部跨越孔进入下降气流的立火道,再经蓄热室,又格子砖把废气的部分显热回收后,经过小烟道、废气交换开闭器、分烟道、总烟道、烟囱排入大气。
焦炉烟道废气余热回收技术的应用doi:10.3969~.issn.1006—1IOX.2021.06.021焦炉烟道废气余热回收技术的应用崔耀鹏(天津天铁冶金集团焦化厂,河北涉县056404)[摘要】针对焦化厂蒸汽压力低且供不应求的问题,建设了焦炉烟道废气余热回收系统。
介绍了该工艺设备的特点及安装调试过程。
实际应用说明,该系统实现了能源的回收再利用,减轻了环境污染,创造了显著的经济效益。
[关键词】焦炉;烟道;废气;余热;回收;蒸汽;节能Application of W aste Heat Recovery Technique of Coke Oven Flue W aste GasCU/Yao-peng(Coking Plant,Tianjin Tiantie Metallurgy Group Co.,Ltd.,She County,Hebei Province 056404,China)Abstract In order to address the problems of low steam pressure and that steam supply cannot meet thedemand,the waste heat recovery system of flue waste gas is constructed at the coke oven of coking plant.Thecharacteristics and installation and commissioning process of process equipment are described.Practicalapplication shows the system realizes energy recovery and reutilization,reduces pollution to the environmentand creates prominent economic benefit.Key words coke oven;flue;waste gas;waste heat;recovery;steam;energy saving1 引言天铁焦化厂现有2座JN60—6型焦炉,年设计生产能力为120万t焦炭。
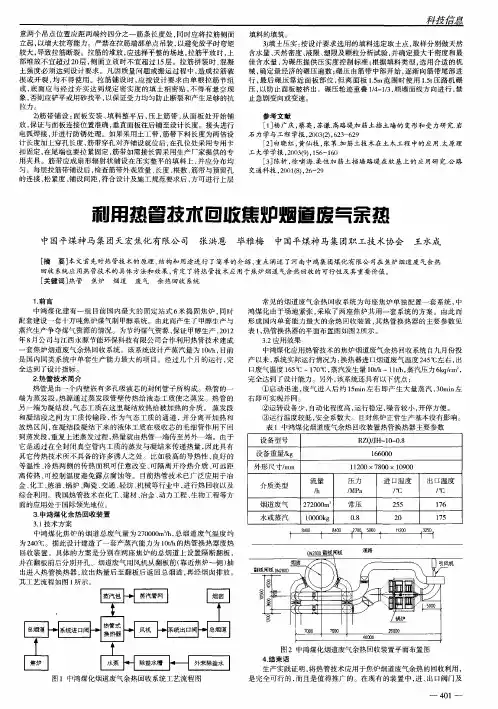
焦化厂焦炉烟道余热利用热管、负压蒸氨节能技术工艺流程与工艺特点(一)、热管技术:1、用热管余热锅炉回收焦炉烟道废气余热生产蒸汽技术,因其投资省,见效快而快速发展。
2、烟道废热余热回收生产蒸汽的工艺原理:⑴、热流体的热量由热管传给放热端水套管内的水,并使其汽化,所产汽—水混合物经蒸汽上升管达到汽包,经集中分离后再经蒸汽主控阀输出。
⑵、由于热管不断将热量输入水套管内的水,并通过外部汽—水管道的上升及下降完成基本的汽—水循环,达到将热流体降温,并转化为蒸汽的目的。
3、焦炉烟道废气余热生产蒸汽的工艺流程:⑴、在焦炉主烟道翻板阀前开孔,将焦炉主烟道废气引出,经调节型蝶阀入余热回收系统,换热降温后约170 ℃的烟气通过风机抽送,再经开关型蝶阀排入主烟道翻板阀后的地下主烟道,最后经焦炉烟囱排入大气。
⑵、锅炉水被加热后汽化,经汽包并计量后并入蒸汽管网,供各生产车间使用。
⑶、余热回收系统由软化水处理装置、除氧器、水箱、除氧给水泵、锅炉给水泵、热管蒸汽发生器、软水预热器汽包、上升管、下降管等组成。
⑷、其核心技术是热管技术回收烟气中的显热,将软化水加热成水蒸气,其工艺流程图如图所示。
⑸、焦炉烟道废气余热回收生产蒸汽系统是一项节能减排工程,产生的饱和蒸汽可并入焦化厂蒸汽管网,供低压蒸汽用户使用。
(二)、负压蒸氨:1、负压蒸馏工艺技术为利用液体混合物中各组分挥发度不同以及液体沸点随着压力的降低而降低的原理,将液体混合物预热到一定温度后,送入负压蒸馏塔内进行负压蒸馏,同时塔底加热,从而将液体混合物各组份分离,该技术可以降低操作温度、达到节能降耗的效果。
2、以焦炉烟道废气为热源的负压蒸氨工艺流程:剩余氨水经换热器换热后送入蒸氨塔进行蒸馏,蒸氨塔顶氨汽经分缩器、冷却器冷却后,冷却氨水进入回流槽,槽顶不凝汽在真空装置吸力作用下,经冷却器冷却后进入吸煤气管道中;槽底氨水用回流泵抽出,一部分送蒸氨塔顶回流,一部分作为产品氨水外送。
3、蒸氨塔底蒸氨废水进入烟气热管换热器循环加热后返回蒸氨塔内;另一部分蒸氨废水与原料剩余氨水换热降温后送废水处理装置。
科技成果——焦炉荒煤气显热回收利用技术适用范围钢铁、焦化行业焦炉荒煤气余热回收行业现状据统计,在我区钢铁和焦化行业,从焦炉炭化室出来的650℃-800℃荒煤气带出的余热约占焦炉热量损失的36%,相当于39kgce/吨焦。
目前,传统的焦炉荒煤气冷却工艺采用喷洒大量70℃-75℃的循环氨水冷却高温荒煤气,荒煤气温度降低后,进入煤气初冷器,再由循环水和低温冷却水进一步降低温度到21℃左右,而高温荒煤气带出的余热无法利用。
该工艺流程不仅浪费了大量的荒煤气余热,而且消耗大量氨水,浪费大量的水资源和电力。
成果简介1、技术原理通过上升管换热器结构设计,采用纳米导热材料起导热作用,并防止荒煤气腐蚀和焦油附着,采用耐高温耐腐蚀合金材料最大限度地适应了荒煤气运行的恶劣工况。
特殊的几何态构体结构,合理地将换热和稳定运行有机结合,将焦炉荒煤气利用上升管换热器和除盐水进行热交换,产生饱和蒸汽,将荒煤气的部分显热回收利用,实现节能。
2、关键技术(1)换热器防漏水技术采用纳米导热层、耐磨耐腐耐高温合金层、金属导热层(无缝钢管)的三层保护结构材料,与荒煤气接触部分无任何焊缝,保证换热水不会漏入上升管内部,确保工艺安全。
换热器换热结构采用自行研发的几何态换热结构形式,将水封闭在三层以外的密闭空间进行换热。
(2)换热器防堵塞技术在结焦过程中,特别是存在大量荒煤气的阶段,可实现荒煤气出口温度与进水流量的全自动控制调节,将荒煤气出口温度控制在450℃以上。
同时,上升管换热器的内壁采用耐高温进口纳米导热材料,耐热温度为1800℃,经过500℃高温后内表面形成均匀光滑而又坚固的釉面,不易造成焦油凝结,即使结焦也不易附着,便于清除。
3、工艺流程除盐水经过除氧后通过给水泵送入汽包,汽包底部的强制循环水泵将一定压力的除氧水送入上升管换热器,在上升管换热器内的除氧水经换热后,返回汽包,在汽包内进行汽液分离,饱和蒸汽根据用户需求条件,通过管道供给用户。
安徽工业大学科技成果——转炉煤气回收智能优化控制技术成果简介转炉钢水冶炼过程中会产生大量含氧化铁粉尘的高温烟气,其主要成分为一氧化碳,是一种热值较高的工业燃料,如不进行有效回收处理和控制排放,不仅污染大气环境,还会造成能源浪费。
转炉煤气回收是把转炉生产过程中的副产品CO进行回收再利用的生产工艺,它将高温烟气通过汽化烟道进行冷却、净化处理后,得到可回收的转炉煤气,其经济价值和社会效益不言而喻。
目前国内炼钢企业的转炉煤气回收系统由于部分技术装备及控制方法比较落后,煤气回收和烟气减排效果差。
本项目采用滑模变结构控制技术,实现烟气流量的自动调节,从而将炉口烟气压力控制在微差压范围内,有效地避免烟气外溢或向罩内吸入空气,达到较好的控制烟气排放和煤气回收效果。
由此避免大量的CO复燃和冶炼过程的涌浪,稳定钢水冶炼过程,从而在吹炼终点时尽可能达到目标钢水的碳含量和温度,提高吹炼命中率,缩短冶炼周期,降低消耗。
在此基础上,本项目又提出了一种基于提高CO浓度的优化控制方案,利用模糊RBF神经网络在线辨识出炉口压差与CO浓度之间的数学模型,根据辨识模型实时调整压差控制回路的设定值,并通过系统跟踪控制,将炉口压差控制在该设定值附近,从而达到显著提高CO浓度和煤气回收质量的效果。
成熟程度和所需建设条件本项目先后成功应用于马钢和宝钢梅山炼钢厂50吨和150吨转炉,结果表明节能减排和煤气资源回收效果显著,经济和社会效益明显。
技术指标应用该技术使马钢50吨转炉的煤气回收水平提高了大约17%,即由原来平均90m3/t提高到目前平均值103m3/t,煤气热值由原来平均1450kCal/m3提高到目前平均值1680kCal/m3,在梅钢150吨转炉的实施使转炉煤气回收水平提高了大约20%,即由原来平均90m3/t提高到目前平均值107m3/t,煤气热值由原来平均1610kCal/m3提高到目前平均值1780kCal/m3,节能降耗效益显著。

安徽工业大学科技成果——高效无二次污染焦炉煤
气脱硫工艺技术
项目简介
国内常用的湿式催化氧化脱硫工艺是HPF法、PDS法或其它的催化氧化工艺。
催化氧化脱硫工艺的优点是脱硫效率高,操作费用低,建设费用少,设备结构简单等。
其缺点是脱硫工艺产生的脱硫废液无处理工艺相联合,产生的废液成为焦化厂的麻烦;脱硫工艺过程产生的硫泡加工能耗高,质量低,市场小,操作环境坏。
为此我们开发了“无硫泡催化氧化氨法前脱硫——废液处理”和“无硫泡催化氧化——废液处理”两种工艺,适用于新上工程或老工艺改造。
成熟程度和所需建设条件
该项目有两项专利在申请中,已在柳钢动力厂进行工程设计。
技术指标
脱硫效率高,塔后煤气含硫可以根据厂方需要设计成小于50mg 或20mg。
市场分析
适用于新建焦化厂焦炉煤气脱硫工艺,或老厂HPF工艺、PDS工艺的工艺技术改造。
技术特点
1、采用价格低廉的专用催化剂,不产生硫磺(硫膏),无需上熔硫釜装置,不仅可节省大量的蒸汽消耗和相应的人工费,还可避免熔硫釜生产时对现场环境造成的二次污染;
2、因脱硫过程中不产生硫磺,因此不易堵塞设备及管道,操作条件好,且避开了硫泡沫处理和硫磺销售的难题;
3、催化剂消耗量少,大大降低了脱硫系统的运行成本;
4、脱硫过程中,需对脱硫废液进行提盐处理,但提盐过程中产生的冷凝水既可返回脱硫系统作为补充水,也可直接送至生化处理站作补充水,不会对环境造成污染。
社会经济效益分析
投资费用是HPF工艺的85-90%,是真空碳酸盐工艺的75-80%,运行成本是HPF工艺的70%,是真空碳酸盐工艺的60%。
焦炉烟道废气热能的利用吕伟强(焦化厂) 摘 要 根据焦炉生产的实际现状,分析了烟道废气热能的可利用性,提出了利用废气热能来进行煤料调湿工艺控制(CM C),降低炼焦煤水分,针对目前炼焦煤水分偏大的状况,充分利用废热能源,为适应本钢6米焦炉生产的实际需要,设计了一个新型煤调湿反应器,即在反应器内设置多层滚动床,逐层向下依次排列分布,经过配合后的煤粉逐层地与烟道热废气在反应器内进行逆向换热,使煤粉中的水分被热废气所带有的余热蒸发掉一部分,以实现预热煤粉,降低煤水分、改善焦炭质量、增加焦炭产量的目的,同时通过对预热炼焦煤所需的热量计算确定了反应器所需的废气量,并且从节约煤气成本和增加焦炭产量的角度对采用调湿工艺后企业所能够取得的经济效益进行了理论预测。
关键词 煤调湿 废气 反应器 换热 经济效益 全球性资源紧张一直是制约工业发展的一个主要瓶颈,如何能合理及有效地节约自然资源,开发和利用再生资源,更好地适应当前生产形势,是科学工作者们研究的重点。
而焦炉的废热资源再利用一直是焦化企业所容易忽略的地方,所以要综合利用焦炉废热。
1 烟道废气的可利用性在实际生产中焦炉烟道废气的温度一般在180~300℃左右,焦炉烟道的废气长期以来其热量未经过有效地利用就通过焦炉烟囱排放到外界大气当中,浪费了可利用的废热能源,如果回收这部分废气的热量在炼焦煤入炉前用此热量来预热入炉煤,降低煤中的水分,既利用焦炉废气热量对煤水分进行预热调湿,又对于炼焦生产节能降耗有着极大的益处。
本钢焦化厂现有4座焦炉,3座为4米3焦炉,一座为6米大容积焦炉,今后要陆续兴建3座6米焦炉,即将形成4座6米焦炉,年焦炭产量要达到360万t的生产规模。
每座4米3的焦炉小时产生的废气量在5~6万m3 h,而每座6米焦炉的废气量则达到10~11万m3 h,可供利用的废气资源相当巨大。
利用焦炉废气的热能进行煤料调湿,将装炉煤水分控制在5%~6%,不仅节约炼焦耗热量,同时还由于装炉煤含水量降低提高了焦炉装炉煤的堆密度,提高了焦炭质量和产量,为企业带来巨大的经济效益。
安徽工业大学科技成果——焦炉烟道气废热利用技术
项目简介
在焦炉生产过程中焦炉煤气燃烧后产生的烟气温度多在170℃以上,如果直接排放,不仅浪费能源,还污染了环境。
针对这一情况,安徽工业大学开发了“利用高效换热器回收焦炉烟道气热量技术”,生成表压0.8MPa压力的饱和蒸汽,供其它工序使用或发电,既可降低综合能耗、节约能源,又保护了环境。
成熟程度和所需建设条件
该技术正在申请发明专利。
技术指标
烟道气200-330度,产生表压0.8MPa压力的饱和蒸汽。
市场分析
适用于焦炉烟道气温度相对较高的焦化厂。
社会经济效益分析
节能效益:对年产200万吨的焦化厂,通过能耗计算,本工程完工后,运行消耗折算标准煤为775.15t/年标准煤,烟道废气余热回收蒸汽能源为16543.88t/年标准煤,扣除能耗,年节能15768.43t标准煤。
经济效益:烟道废气余热回收蒸汽175200t,消耗电能6307200kWh,消耗软水183960t,年利润2107.656万元(总投资1000万元左右,1年内收回投资)。