刀具磨损与刀具耐用度
- 格式:pptx
- 大小:4.14 MB
- 文档页数:16

铣刨机的刀具磨损与刀具耐用度
Cutter Wear and Cutter Durability of Milling Planer
●湘潭大学机械工程学院 中联重科博士后科研工作站 周里群/ZHOU Liqun 湘潭大学机械工程学院黄霞春/HUANG Xiachun陈志刚/CHEN Zhigang
由于中国公路网络有了突飞猛进的发展.公路养 护中越来越多地使用路面冷铣刨机。正确合理地使用
铣刨机刀具对保证施工质量.提高生产效率及降低成
本.延长刀具使用寿命有着重要的意义。
1刀具磨损过程及磨钝标准
1.1刀具的磨损
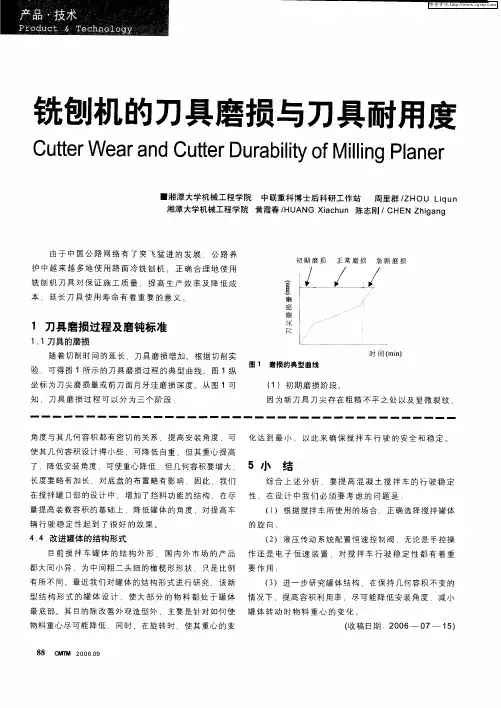
随着切削时间的延长.刀具磨损增加。根据切削实
验,可得图1所示的刀具磨损过程的典型曲线。图1纵 坐标为刀尖磨损量或前刀面月牙洼磨损深度。从图1可
知.刀具磨损过程可以分为三个阶段:
角度与其几何容积都有密切的关系.提高安装角度.可 使其几何容积设计得小些.可降低自重.但其重心提高
了,降低安装角度.可使重心降低,但几何容积要增大.
长度要略有加长,对底盘的布置略有影响,因此,我们 在搅拌罐口部的设计中.增加了挡料功能的结构.在尽
量提高装载容积的基础上,降低罐体的角度,对提高车
辆行驶稳定性起到了很好的效果。
4.4改进罐体的结构形式
目前搅拌车罐体的结构外形,国内外市场的产品
都大同小异.为中间粗二头细的橄榄形形状,只是比例
有所不同。最近我们对罐体的结构形式进行研究.该新 型结构形式的罐体设计,使大部分的物料都处于罐体
最底部。其目的除改善外观造型外.主要是针对如何使 物料重心尽可能降低,同时.在旋转时.使其重心的变
88 Cm 2006 09 叫刚
÷K R 初期磨损 正常磨损 急剧磨损
图1 磨损的典型曲线 时间(rain)
(1)初期磨损阶段。
因为新刀具刀尖存在粗糙不平之处以及显微裂纹
化达到最小.以此来确保搅拌车行驶的安全和稳定。
5小结
综合上述分析.要提高混凝土搅拌车的行驶稳定

磨
钝
限
度 刀具
材料 加 工 材 料 钻 头 扩 孔 钻 铰 刀
直 径 d0 (mm)
≤20 20 ≤20 >20 ≤20 >20
后刀面最大磨损限度(mm)
高速钢 钢 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8
不锈钢、耐热刚 0.3~0.8 - -
钛合金 0.4~0.5 -
铸铁 0.5~0.8 0.8~1.2 0.6~0.9 0.9~1.4 0.4~0.6 0.6~0.9
硬 质
合 金 钢(扩钻)、铸铁 0.4~0.8 0.8~1.2 0.6~0.8 0.8~1.4 0.4~0.6 0.6~0.8
淬硬钢 - 0.5~0.7 0.3~0.35
刀具耐用度单刀加工 刀具类型 加工材料 刀具材料 刀 具 直 径 d0(m)
<6 6~10 11~20 21~30 31~40 41~50 51~60 61~80
刀 具 寿 命 T(min)
钻头
(钻孔及扩钻) 结构钢及钢铸件 高速钢 15 25 45 50 70 90 110 -
不锈钢及耐热钢 高速钢 6 8 15 25 - - - -
铸铁、铜合金、铝合金 高速钢 20 35 60 75 110 140 170 - 硬质合金
扩孔钻(扩孔)
结构钢及铸钢,铸铁、铜合金及铝合金 高速钢、硬质合金 - - 30 40 50 60 80 100
铰刀(铰孔) 结构钢、铸钢 高速钢 - - 40 80 120
硬质合金 - 20 30 50 70 90 110 140
铸铁、铜合金、铝合金 高速钢 - - 60 120 180
硬质合金 - - 45 75 105 135 165 210
刀具耐用度多刀加工 刀 具 数 量
3 5 8 10 ≥15
刀 具 寿 命
50 80 100 120 140
80 110 140 150 170

加入刀具破损、磨损、崩刃怎么办?从根本上分析刀具失效原因,附有解决方案,快来了解一下!
刀具破损的表现
D切削刃微崩
当工件材料组织、硬度、余量不均匀,前角偏大导致切削刃强度偏低,工艺系统刚性不足产生振动,或进行断续切削,刃磨质量欠佳时,切削刃容易发生微崩,即刃区出现微小的崩落、缺口或剥落。出现这种情况后,刀具将失去一部分切削能力,但还能继续工作。继续切削中,刃区损坏部分可能迅速扩大,导致更大的破损。
2)切削刃或刀尖崩碎
这种破损方式常在比造成切削刃微崩更为恶劣的切削条件下产生,或者是微崩的进一步的发展。崩碎的尺寸和范围都比微崩大,使刀具完全丧失切削能力,而不得不终止工作。刀尖崩碎的情况常称为掉尖。
3)刀片或刀具折断
当切削条件极为恶劣,切削用量过大,有冲击载荷,刀片或刀具材料中有微裂,由于焊接、刃磨在刀片中存在残余应力时,加上操作不慎等因素,可能造成刀片或刀具产生折断。发生这种破损形式后,刀具不能继续使用,以致报废。
4)刀片表层剥落
对于脆性很大的材料,如Tie含量很高的硬质合金、陶瓷、PCBN等,由于表层组织中有缺陷或潜在裂纹,或由于焊接、刃磨而使表层存在着残余应力,在切削过程中不够稳定或刀具表面承受交变接触应力时极易产生表层剥落。剥落可能发生在前刀面,刀可能发生在后刀面,剥落物呈片状,剥落面积较大。涂层刀具剥落可能性较大。刀片轻微剥落后,尚能继续工作,严重剥落后将丧失切削能力。
5)切削部位塑性变型
具钢和高速钢由于强度小硬度低,在其切削部位可能发生塑性变型。硬质合金在高温和三向压应力状态直工作时,也会产生表层塑性流动,甚至使切削刃或刀尖发生塑性变形而造成塌陷。塌陷一般发生在切削用量较大和加工硬材料的情况下。TiC基硬质合金的弹性模量小于WC基硬质合金,故前者抗塑性变形能力加快,或迅速失效。PCD、PCBN基本不会发生塑性变形现象。
6)刀片的热裂
当刀具承受交变的机械载荷和热负荷时,切削部分表面因反复热胀冷缩,不可避免的产生交变的热应力,从而使刀片发生疲劳而开裂。例如,硬质合金铳刀进行高速铳削时,刀齿不断受到周期性地冲击和交变热应力,而在前刀面产生梳状裂纹。有些刀具虽然并没有明显的交变载荷与交变应力,但因表层、里层温度不一致,也将产生热应力,加上刀具材料内部不可避免地存在缺陷,故刀片也可能产生裂纹。裂纹形成后刀具有时还能继续工作一段时间,有时裂纹迅速扩展导致刀片折断或刀面严重剥落。

1 刀具的磨损与刀具寿命
默克精密工具(常州)有限公司
一、 刀具磨损
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀具损坏的形式主要有磨损和破损两类。前者是连续的逐渐磨损,属正常磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种,属非正常磨损。
刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。因此,刀具磨损直接影响加工效率、质量和成本。
刀具正常磨损的形式有以下几种:
1.前刀面磨损 2.后刀面磨损 3.边界磨损(前、后刀面同时磨损)
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象)、扩散(刀具与工件两摩擦面的化学元素互相向对方扩散、腐蚀)等引起的。
(1)磨粒磨损 在切削过程中,刀具上经常被一些硬质点刻出深浅不一的沟痕。磨粒磨损对高速钢作用较明显。
(2)粘结磨损
刀具与工件材料接触到原子间距离时产生的结合现象,称粘结。粘结磨损就是由于接触面滑动在粘结处产生剪切破坏造成。低、中速切削时,粘结磨损是硬质合金刀具的主要磨损原因。
(3)扩散磨损 切削时在高温作用下,接触面间分子活动能量大,造成了合金元素相互扩散置换,使刀具材料机械性能降低,若再经摩擦作用,刀具容 2 易被磨损。扩散磨损是一种化学性质的磨损。
(4)相变磨损 当刀具上最高温度超过材料相便温度时,刀具表面金相组织发生变化。如马氏体组织转变为奥氏体,使硬度下降,磨损加剧。因此,工具钢刀具在高温时均用此类磨损。
(5)氧化磨损 氧化磨损是一种化学性质的磨损。
刀具磨损是由机械摩擦和热效应两方面因素作用造成的。
1)在低、中速范围内磨粒磨损和粘结磨损是刀具磨损的主要原因。通常拉削、铰孔和攻丝加工时的刀具磨损主要属于这类磨损。