刀具磨损与刀 具寿命
- 格式:pptx
- 大小:4.81 MB
- 文档页数:26


CNC机床加工中的刀具磨损与寿命管理
CNC机床是一种高精度的数控机床,广泛应用于各种制造领域。在CNC机床的加工过程中,刀具的磨损与寿命管理是一个关键的问题。本文将从刀具磨损的原因、刀具寿命管理的方法以及未来的发展趋势等方面进行探讨。
一、刀具磨损的原因
刀具在加工过程中会因为各种因素而产生磨损,主要包括以下几个方面:
1. 切削力的作用:切削力是刀具磨损的主要原因之一。当材料被切削时,切削力会导致刀具表面的金属发生塑性变形和冲击荷载,进而导致刀具磨损。
2. 温度的影响:高速加工过程中产生的摩擦热会使刀具表面温度迅速升高,超过材料的热稳定温度,导致刀具磨损加剧。
3. 材料的影响:不同的材料具有不同的硬度和韧性,在加工过程中对刀具的磨损有不同的影响。硬度高的材料加工时会对刀具造成较大的磨损。
二、刀具寿命管理的方法
为了延长刀具的使用寿命和提高加工效率,需要采取一些管理方法,以下是几种常见的刀具寿命管理方法: 1. 刀具的合理选择:不同的加工任务需要选择合适的刀具。根据加工材料、加工精度和加工量等因素,选用适合的刀具材料和形状。
2. 刀具的正确安装与调整:正确安装和调整刀具是延长刀具寿命的关键。确保刀具与工件的匹配度,避免刀具碰撞和过大的切削力。
3. 温度控制:合理控制切削液的喷射和冷却装置的使用,能够有效降低刀具的温度,减缓刀具磨损。
4. 定期检查和维护:定期检查刀具的磨损程度,并进行必要的维护和更换。定期对刀具进行刃口的磨削和修复,以延长刀具的使用寿命。
三、未来的发展趋势
刀具寿命管理在CNC机床加工中起着至关重要的作用,随着科技的不断进步,未来的发展趋势如下:
1. 刀具材料的改进:未来的刀具材料将更加耐磨、高温、高韧性,以适应高速加工和复杂加工的需求。
2. 智能刀具技术的应用:随着物联网技术的发展,智能刀具技术将得到更广泛的应用。通过传感器监测刀具的磨损情况,实现自动化的刀具磨损检测和管理。
Im
刀具磨损与刀具寿命的关系(一)方法。
2等效切屑厚度(ECT)
本文讨论了刀具寿命与切削条件的关系。给出确定最高生产效率及
最长刀具寿命的切削用量,以及在不同加工条件下刀具消耗和最低
加工费用的确定方法。这些是判定用户切削用量是否为刀具损坏的 原因的依据。对确定加工参数、制定工时标准、编制生产计划、平衡生
产能力均有所借鉴。
1刀具磨损
刀具寿命的定义是达到预
先确定磨损量(磨损标准)的切
削时间,刀具磨损标准的尺寸是 由加工条件决定的。在很难加工 的场合,可采用较大的刃背磨损
量。对于有严格公差要求的精加
工,刀具磨损量应相对较小。其
它代用标准是所规定的加工表
面粗糙度值或刀具前刃面上生 成月牙洼的深度尺寸,最贴切的
刀具磨损标;隹是由加工工件的 几何形状、级别和材料决定的。
确定刀具寿命即估计达到磨损
标准,如0.25、0.4、0.6、0.8等 的切削时间。图1显示了三种切
削速度和走刀量组合的刀具磨
损与切削时间的关系,在单一对 数坐标中,他们是近似的直线关
系,这些曲线的另一种含意代表
了切削性能的变化对刀具寿命
的影响。所有磨损曲线迟早会出
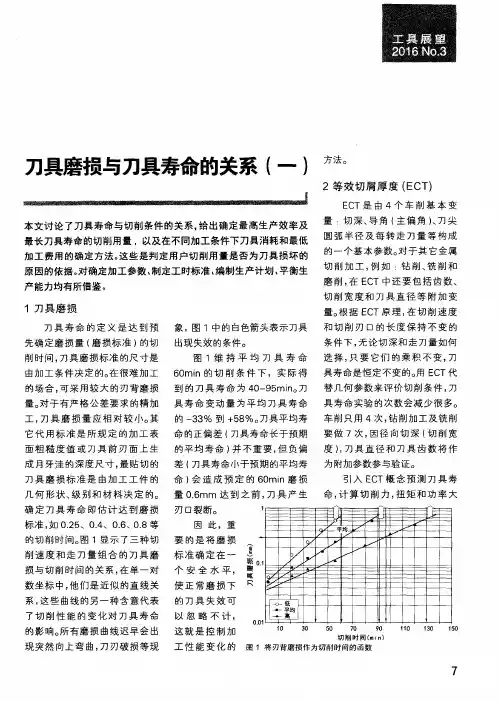
现突然向上弯曲,刀刃破损等现 象,图1中的白色箭头表示刀具
出现失效的条件。 图1维持平均刀具寿命 60min的切削条件下,实际得
到的刀具寿命为40—95min。刀
具寿命变动量为平均刀具寿命
的一33%到+58%。刀具平均寿
命的正偏差(刀具寿命长于预期
的平均寿命)并不重要,但负偏
差(刀具寿命小于预期的平均寿 命)会造成预定的60min磨损
量0.6mm达到之前,刀具产生
刃口裂断。
因此,重 要的是将磨损 标准确定在一
个安全水平, 使正常磨损下
的刀具失效可
以忽略不计,
这就是控制加 工性能变化的 辎 趣 毗 R ECT是由4个车削基本变
量:切深、导角(主偏角)、刀尖
圆弧半径及每转走刀量等构成
的一个基本参数。对于其它金属

3.4 刀具磨损、破损及使用寿命刀具失效形式:磨损(正常工作时逐渐产生的损耗)
破损(突发的破坏,随机的)
一、刀具的磨损形式
(一)前刀面磨损
切塑性材料,v 和ac较大时,在前刀面上形成月牙洼磨损,以最大深度KT 表示(二)后刀面磨损
切铸铁或v 和ac较小切塑性材料时,主要发生这种磨损。
后刀面磨损带不均匀,刀尖部分磨损严重,最大值为VC;中间部位磨损较均匀,平均磨损宽度以VB表示;边界处磨损严重,以VN表示。(三)边界磨损切钢料时,主刃、副刃与工件待加工表面或已加工表面接触处磨出沟纹,称为边界磨损。边界处的加工硬化层、硬质点、较大的应力梯度和温度梯度所造成。二、刀具磨损的原因
(一)磨料磨损切屑或工件表面上的硬质点(碳化物、氧化物等)对刀具表面刻划作用造成的机械磨损。
低速切削时,磨料磨损是刀具磨损的主要原因(HSS刀)。
(二)粘结磨损刀具与切屑、工件间存在高温高压和强烈摩擦,达到原子间结合而产生粘结现象,又称为冷焊。相对运动使粘接点破裂而被工件材料带走,造成粘结磨损。
中速切削形成不稳定积屑瘤时,磨损严重;刀工材料硬度比小亲合力大时磨损严重;刀具刃磨质量差磨损严重。(三)扩散磨损刀具与切屑、工件接触处由于高温作用,双方化学元素在固态下互相扩散,使刀材成分、结构改变造成磨损。
切削温度越高扩散越快;刀工材料亲合力越大扩散越快;高速切削时扩散磨损是刀具磨损的主要原因。
(四)化学磨损一定温度下,刀材与空气中的氧、切削液中的硫、氯起化学作用,生成较软的化合物,造成刀具磨损。
化学磨损是边界磨损原因之一;主要发生在较高速切削条件下。(五)热电磨损切削区高温,在刀工间产生热电势加快扩散加剧刀具磨损。三、刀具磨损过程及磨钝标准(一)刀具磨损过程
1. 初期磨损阶段与刀具刃磨质量有关
2. 正常磨损阶段
VB与切削时间近似正比斜率表示磨损强度
3. 急剧磨损阶段
切削力、温度急升,刀
具磨损加剧,之前换刀
(二)刀具磨损标准
刀具磨损到一定限度后就不能继续使用,这个磨损限度

刀具的磨损与破损、刀具寿命及刀具状态监控
一 刀具磨损的形态及其原因
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀具损坏的形式主要
有磨损和破损两类。前者是连续的逐渐磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹
破损等)和塑性破损两种。刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削
力加大、切削温度升高,甚至产生振动,不能继续正常切削。因此,刀具磨损直接影响加工效率、质量和成本。刀具磨损的形式有以下几种: 刀具的磨损形态
典型的磨损曲线 1. 前刀面磨损
2. 后刀面磨损
3. 边界磨损
从对温度的依赖程度来看,刀具正常磨损的原因主要是
机械磨损和热、化学磨损。机械磨损是由工件材料中硬
质点的刻划作用引起的,热、化学磨损则是由粘结(刀
具与工件材料接触到原子间距离时产生的结合现象)、
扩散(刀具与工件两摩擦面的化学元素互相向对方、腐
蚀等)引起的。
二 刀具磨损过程、磨钝标准及刀具寿命
随着切削时间的延长,刀具磨损增加。根据切削实验,
可得图示的刀具正常磨损过程的典型磨损曲线。该图分
别以切削时间和后刀面磨损量VB(或前刀面月牙洼磨
损深度KT)为横坐标与纵坐标。从图可知,刀具磨损过
程可分为三个阶段:
1. 初期磨损阶段
2. 正常磨损阶段
3. 急剧磨损阶段
刀具磨损到一定限度就不能继续使用。这个磨损限度称
为磨钝标准。
一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为
刀具寿命。
三 刀具的破损
刀具破损和刀具磨损一样,也是刀具失效的一种形式。刀具在一定的切削条件下使用时,如
果它经受不住强大的应力(切削力或热应力),就可能发生突然损坏,使刀具提前失去切削能
力,这种情况就称为刀具破损。破损是相对于磨损而言的。从某种意义上讲,破损可认为是一种非正常的磨损。刀具的破损有早期和后期(加工到一定的时间后的破损)两种。刀具破损
的形式分脆性破损和塑性破损两种。硬质合金和陶瓷刀具在切削时,在机械和热冲击作用下,