刀具磨损与耐用度
- 格式:ppt
- 大小:611.50 KB
- 文档页数:19

铣刨机的刀具磨损与刀具耐用度
Cutter Wear and Cutter Durability of Milling Planer
●湘潭大学机械工程学院 中联重科博士后科研工作站 周里群/ZHOU Liqun 湘潭大学机械工程学院黄霞春/HUANG Xiachun陈志刚/CHEN Zhigang
由于中国公路网络有了突飞猛进的发展.公路养 护中越来越多地使用路面冷铣刨机。正确合理地使用
铣刨机刀具对保证施工质量.提高生产效率及降低成
本.延长刀具使用寿命有着重要的意义。
1刀具磨损过程及磨钝标准
1.1刀具的磨损
随着切削时间的延长.刀具磨损增加。根据切削实
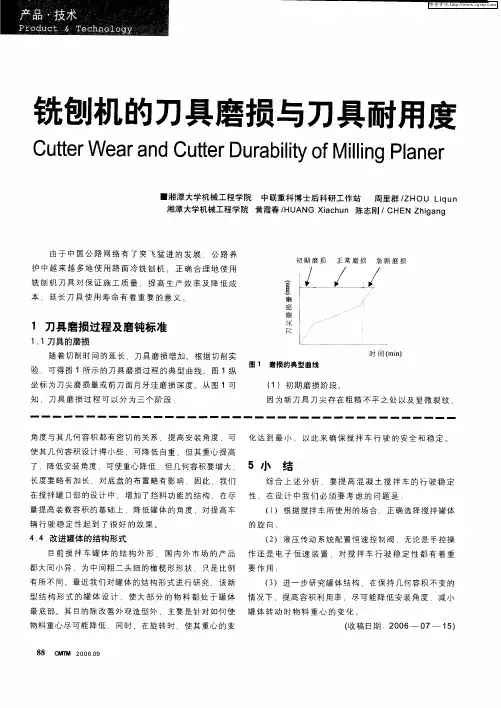
验,可得图1所示的刀具磨损过程的典型曲线。图1纵 坐标为刀尖磨损量或前刀面月牙洼磨损深度。从图1可
知.刀具磨损过程可以分为三个阶段:
角度与其几何容积都有密切的关系.提高安装角度.可 使其几何容积设计得小些.可降低自重.但其重心提高
了,降低安装角度.可使重心降低,但几何容积要增大.
长度要略有加长,对底盘的布置略有影响,因此,我们 在搅拌罐口部的设计中.增加了挡料功能的结构.在尽
量提高装载容积的基础上,降低罐体的角度,对提高车
辆行驶稳定性起到了很好的效果。
4.4改进罐体的结构形式
目前搅拌车罐体的结构外形,国内外市场的产品
都大同小异.为中间粗二头细的橄榄形形状,只是比例
有所不同。最近我们对罐体的结构形式进行研究.该新 型结构形式的罐体设计,使大部分的物料都处于罐体
最底部。其目的除改善外观造型外.主要是针对如何使 物料重心尽可能降低,同时.在旋转时.使其重心的变
88 Cm 2006 09 叫刚
÷K R 初期磨损 正常磨损 急剧磨损
图1 磨损的典型曲线 时间(rain)
(1)初期磨损阶段。
因为新刀具刀尖存在粗糙不平之处以及显微裂纹
化达到最小.以此来确保搅拌车行驶的安全和稳定。
5小结
综合上述分析.要提高混凝土搅拌车的行驶稳定

磨
钝
限
度 刀具
材料 加 工 材 料 钻 头 扩 孔 钻 铰 刀
直 径 d0 (mm)
≤20 20 ≤20 >20 ≤20 >20
后刀面最大磨损限度(mm)
高速钢 钢 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8 0.4~0.8
不锈钢、耐热刚 0.3~0.8 - -
钛合金 0.4~0.5 -
铸铁 0.5~0.8 0.8~1.2 0.6~0.9 0.9~1.4 0.4~0.6 0.6~0.9
硬 质
合 金 钢(扩钻)、铸铁 0.4~0.8 0.8~1.2 0.6~0.8 0.8~1.4 0.4~0.6 0.6~0.8
淬硬钢 - 0.5~0.7 0.3~0.35
刀具耐用度单刀加工 刀具类型 加工材料 刀具材料 刀 具 直 径 d0(m)
<6 6~10 11~20 21~30 31~40 41~50 51~60 61~80
刀 具 寿 命 T(min)
钻头
(钻孔及扩钻) 结构钢及钢铸件 高速钢 15 25 45 50 70 90 110 -
不锈钢及耐热钢 高速钢 6 8 15 25 - - - -
铸铁、铜合金、铝合金 高速钢 20 35 60 75 110 140 170 - 硬质合金
扩孔钻(扩孔)
结构钢及铸钢,铸铁、铜合金及铝合金 高速钢、硬质合金 - - 30 40 50 60 80 100
铰刀(铰孔) 结构钢、铸钢 高速钢 - - 40 80 120
硬质合金 - 20 30 50 70 90 110 140
铸铁、铜合金、铝合金 高速钢 - - 60 120 180
硬质合金 - - 45 75 105 135 165 210
刀具耐用度多刀加工 刀 具 数 量
3 5 8 10 ≥15
刀 具 寿 命
50 80 100 120 140
80 110 140 150 170

加入刀具破损、磨损、崩刃怎么办?从根本上分析刀具失效原因,附有解决方案,快来了解一下!
刀具破损的表现
D切削刃微崩
当工件材料组织、硬度、余量不均匀,前角偏大导致切削刃强度偏低,工艺系统刚性不足产生振动,或进行断续切削,刃磨质量欠佳时,切削刃容易发生微崩,即刃区出现微小的崩落、缺口或剥落。出现这种情况后,刀具将失去一部分切削能力,但还能继续工作。继续切削中,刃区损坏部分可能迅速扩大,导致更大的破损。
2)切削刃或刀尖崩碎
这种破损方式常在比造成切削刃微崩更为恶劣的切削条件下产生,或者是微崩的进一步的发展。崩碎的尺寸和范围都比微崩大,使刀具完全丧失切削能力,而不得不终止工作。刀尖崩碎的情况常称为掉尖。
3)刀片或刀具折断
当切削条件极为恶劣,切削用量过大,有冲击载荷,刀片或刀具材料中有微裂,由于焊接、刃磨在刀片中存在残余应力时,加上操作不慎等因素,可能造成刀片或刀具产生折断。发生这种破损形式后,刀具不能继续使用,以致报废。
4)刀片表层剥落
对于脆性很大的材料,如Tie含量很高的硬质合金、陶瓷、PCBN等,由于表层组织中有缺陷或潜在裂纹,或由于焊接、刃磨而使表层存在着残余应力,在切削过程中不够稳定或刀具表面承受交变接触应力时极易产生表层剥落。剥落可能发生在前刀面,刀可能发生在后刀面,剥落物呈片状,剥落面积较大。涂层刀具剥落可能性较大。刀片轻微剥落后,尚能继续工作,严重剥落后将丧失切削能力。
5)切削部位塑性变型
具钢和高速钢由于强度小硬度低,在其切削部位可能发生塑性变型。硬质合金在高温和三向压应力状态直工作时,也会产生表层塑性流动,甚至使切削刃或刀尖发生塑性变形而造成塌陷。塌陷一般发生在切削用量较大和加工硬材料的情况下。TiC基硬质合金的弹性模量小于WC基硬质合金,故前者抗塑性变形能力加快,或迅速失效。PCD、PCBN基本不会发生塑性变形现象。
6)刀片的热裂
当刀具承受交变的机械载荷和热负荷时,切削部分表面因反复热胀冷缩,不可避免的产生交变的热应力,从而使刀片发生疲劳而开裂。例如,硬质合金铳刀进行高速铳削时,刀齿不断受到周期性地冲击和交变热应力,而在前刀面产生梳状裂纹。有些刀具虽然并没有明显的交变载荷与交变应力,但因表层、里层温度不一致,也将产生热应力,加上刀具材料内部不可避免地存在缺陷,故刀片也可能产生裂纹。裂纹形成后刀具有时还能继续工作一段时间,有时裂纹迅速扩展导致刀片折断或刀面严重剥落。
对刀具的最大生产率耐用度和经济耐用度的研究
陈永明 机自081 200810301140
引言
数控切削其以自身高效率、高质量、高精度的特点在各类机械领域得到了广泛的运用,然而面对着更多高强度钢,高温合金,钛合金等难以加工的材料,数控行业有必要重视刀具技术的发展,因此面对着整个行业的挑战刀具及其相关技术的地位日益突出。现在的中国一直在强调加强机械技术,所以引进众多国外高级数控机床,以满足国家发展的需要。随之产生了一个突出的问题,便是刀具无法配给。刀具是同金属材料直接接触的部件,其自身的损耗非常严重,其使用周期较短,需要经常更换,然而我国的刀具行业却不能满足需求。因此在期望国内刀具行业改革创新的同时有必要对刀具的最大生产率耐用度和经济耐用度进行分析。
一 刀具耐用度的划分及选取原则
刀具耐用度是指刃磨后的刀具从开始切削至达到磨钝标准时,所用的切削时间。而磨损则是刀具耐用度的直接影响因素。
刀具耐用度的有三种划分:第一种方法是根据单工件时最小的原则来制定耐用度,称为最大生产率耐用度 :第二种是根据每个工件工序成本最低原则来制定耐用度,称为经济耐用度 Tc:第三种方法是根据单位时间内获得的盈利最大来制定耐用度,称为最大利润耐用度
Tpr。
分析可知,这三种耐用度之间存在如下关系,即Tp<Tpr<Tc。生产中一般多采用刀具的经济耐用度Tp和经济耐用度Tc来衡量刀具耐用度定得是否合理。只有当生产任务紧迫,或生产中出现不平衡的薄弱环节时,才选用最大生产率耐用度。
二 刀具耐用度的评析及影响因素
完成一个工序所需要的工时
Tw= Tm+ Tct*Tm/T+Tt0
式中Tm——工序的切削时间;Tct——刀具磨钝后,换一次刀所消耗的时间;
T——刀具耐用度;Tt0——除换刀时间外的其他辅助工时; 1.关于刀具的最大生产率耐用度公式分析
若单边加工余量为。则Tm=spwwfanl*=spcwwfavdl1000=mspwwTAfadl1000(mcTAv/)视f、asp为常数,则Tm=KTm