提高34CrMo1A转子冲击韧性的研究
- 格式:pdf
- 大小:191.91 KB
- 文档页数:3

管理及其他M anagement and other工业汽轮机转子锻件用28CrMoNiV的微观组织调控与冲击韧性研究周黎明1,巨 佳2,叶常晖1,费海良1,叶 伟1摘要:工业汽轮机转子是汽轮机的重要配件,其使用工况决定了工业汽轮机转子锻件需具备较细的组织和较强的韧性。
本文通过对工业汽轮机转子用28CrNiMoV锻钢的显微组织、断口形貌及断裂机理进行分析发现,材料的回火组织为索氏体;韧脆转变温度为-30℃。
实验结果表明工业汽轮机转子用28CrNiMoV锻钢具有较好的塑性和韧性以及优良的低温力学性能。
关键词:工业汽轮机转子;28CrMoNiV;微观组织;韧脆转变曲线;冲击断口工程中的金属材料,除去粉末冶金法制成的特殊金属制品外,几乎所有的金属制品都必须经过金属的熔炼和凝固过程。
通过熔炼,得到要求成分的液态金属,浇注在铸锭中,凝固后获得铸锭或成型的铸件,铸锭再经过冷热加工变形从而制成各种型材或锻件。
熔炼的基本目的是制造出化学成分符合要求,并且熔体纯洁度高的合金熔液,为铸成各种形状的铸锭创造有利条件。
无论是成型铸件,还是铸锭经变形后得到的各种型材或锻件,其性能都受到铸件或铸锭凝固组织的决定性影响,铸锭的凝固组织也影响到其热变形性能,不合理的铸锭组织会引起热变形中的开裂,降低成材率。
热加工可改善铸锭组织和性能,但铸造中的宏观缺陷(如宏观偏析、非金属夹杂、缩孔、裂纹等)仍将残留于制品中,给制品性能带来很大影响。
工程中材料的机构破坏或失效都是由于强度不足引起的。
随着对设备或结构性能要求的提高,其工况、载荷及环境条件越来越苛刻,涉及到的强度问题也越来越复杂。
材料强度是表征材料承载能力的力学性能指标,通常与塑性、韧性是相互矛盾的,强度高则塑性、韧性低。
零件如果存在塑性、韧性有余而强度不够,则寿命不高,若适当降低塑性、韧性而提高强度,则零件寿命大幅度提高。
但也不能认为强度越高越好,强度越高,零件的塑性、韧性越低,其疲劳寿命反而降低。
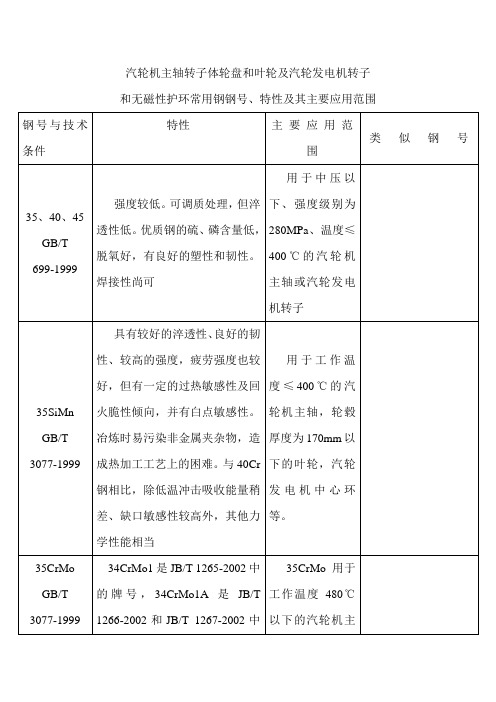
汽轮机主轴转子体轮盘和叶轮及汽轮发电机转子和无磁性护环常用钢钢号、特性及其主要应用范围钢号与技术条件特性主要应用范围类似钢号35、40、45GB/T 699-1999强度较低。
可调质处理,但淬透性低。
优质钢的硫、磷含量低,脱氧好,有良好的塑性和韧性。
焊接性尚可用于中压以下、强度级别为280MPa、温度≤400℃的汽轮机主轴或汽轮发电机转子35SiMn GB/T 3077-1999具有较好的淬透性、良好的韧性、较高的强度,疲劳强度也较好,但有一定的过热敏感性及回火脆性倾向,并有白点敏感性。
冶炼时易污染非金属夹杂物,造成热加工工艺上的困难。
与40Cr钢相比,除低温冲击吸收能量稍差、缺口敏感性较高外,其他力学性能相当用于工作温度≤400℃的汽轮机主轴,轮毂厚度为170mm以下的叶轮,汽轮发电机中心环等。
35CrMo GB/T 3077-199934CrMo1是JB/T 1265-2002中的牌号,34CrMo1A是JB/T1266-2002和JB/T 1267-2002中35CrMo用于工作温度480℃以下的汽轮机主34CrMo1 34CrMo1AJB/T 1265-2002JB/T 1266-2002JB/T 1267-2002 的牌号。
属Cr-Mo合金结构钢。
强度较高、韧性好,有较好的淬透性,冷变形性中等,切削性能尚可。
高的蠕变强度和持久强度,长期使用组织比较稳定。
焊接时需预热,预热温度为150℃~400℃。
34CrMo1钢由于提高了Mo含量,更适于生产大型锻件。
轴和叶轮。
34CrMo1用于294MPa强度级别的汽轮发电机转子和50MW以下汽轮机主轴、轮盘。
24CrMoVJB/T 1266-2002 35CrMoV GB/T 3077-1999JB/T 1266-2002两种钢的强度均较高,淬透性也较好,冲击吸收能量较高。
24CrMoV钢的工艺性能不如35CrMoV钢。
35CrMoV钢有时会出现冲击吸收能量不稳定的现象,热处理时如果采用水火,对提高冲击韧性有较好的效果,该钢在550℃时的蠕变强度和持久强度均超过34CrMo,但经5000h时效后,其力学性能急剧下降,因此使用温度不得超过500℃~520℃。

34CrMo1A 转轴锻件冲击性能不合格原因分析发布时间:2022-12-25T10:14:42.572Z 来源:《中国电业与能源》2022年16期作者:刘东海苏日[导读] 本文针对34CrMo1A转轴锻件热处理过程中出现的冲击刘东海苏日中国第一重型机械股份公司铸锻钢事业部黑龙江省齐齐哈尔市摘要:本文针对34CrMo1A转轴锻件热处理过程中出现的冲击性能不合格问题,利用扫描电镜等检测手段进行了检测,并结合转轴锻件实际生产过程进行了分析及讨论,确定了冲击不合格的原因,为后续类似产品的生产积累了经验。
关键词:34CrMo1A;转轴锻件;冲击;扫描电镜;金相检验1前言转轴锻件是汽轮发电机设备中的关键部件,是主要传动部分,通常在巨大交变载荷下工作,承受较大的扭矩、弯矩等。
因此,对零件的内部质量要求极其严格。
我公司为某电机厂生产的34CrMo1A转轴锻件,调质热处理后冲击功不合格。
本文通过分析转轴锻件生产过程,并在实验室利用扫描电镜等检测手段进行检测和分析,找出了34CrMo1A转轴锻件冲击功不合格的原因。
2冲击功不合格原因分析及讨论轴锻件形状为细长轴类件,要求在锻件两端轴颈端头取纵向试样,轴身励端取切向和径向试样,且纵向和切向取样位置在离外圆表面1/3半径处。
由于工件尺寸较长(7522mm),考虑装炉及减少变形,采用大型井式炉进行调质热处理。
34CrMo1A属淬透性较差的低合金钢,为保证淬火效果最佳,淬火冷却采用了水+油冷的方式;出炉到入水时间要求控制在4分钟以内;淬火前水温控制在≤15℃,油温控制在≥50℃;淬火过程中水和油均循环,调质后力学性能检验时两端纵向和励端切向冲击功均出现了不合格现象。
为找出冲击功不合格原因,对残样进行了分析。
3组共计11支冲击残样(残样明细见表1),实验室检测中心运用扫描电镜、高低倍金相检测等手段进行检测分析。
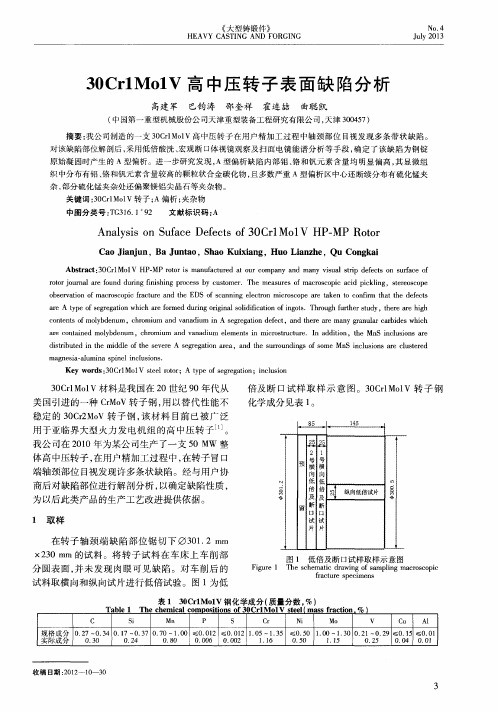
表1 残样明细编号取样部位取样方向要求值(J)冲击功结果(J)残样数量(支)5810励端纵向≥5610/60/48/5335811励端切向≥4012/24/41/4845812汽端纵向≥5685/57/46/5243.1 冲击残样断口扫描电镜检测首先将11支冲击残样在扫描电镜下观察其冲击断口形貌特征:如果在冲击断口中发现有长条的夹杂物偏聚条带,即可初步判定其断口面为纵向断口。
大型锻件中常见的缺陷与对策2010-5-27 8:49:16 来源:中国钢铁产业网信息中心编辑:王宝玉大型锻件中常见的缺陷与对策大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。
从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。
大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。
如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,晶粒遗传性与回火脆性,组织性能的严重不均匀性,形状尺寸超差等等。
大型锻件中常见的主要缺陷有;1.偏析钢中化学成分与杂质分布的不均匀现象,称为偏析。
一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。
尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。
大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。
合金元素、杂质含量、钢中气体均加剧偏析的发展。
钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。
(1)区域偏析它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。
如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。
顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。
沉淀于锭底形成负偏析沉积锥。
最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。
图片6-1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。
图片6-1 钢锭区域偏析硫印示意图①“∧”型偏析带②“∨”型偏析带③负偏析区防止区域偏析的对策是:1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。