模板盒形件拉深模具设计
- 格式:doc
- 大小:439.00 KB
- 文档页数:27
目录题目盒型件拉深模设计 (2)前言 (2)第一章审图 (5)第二章拉深工艺性分析 (6)2.1对拉深件形状尺寸的要求 (6)2.2拉深件圆角半径的要求 (6)2.3 形拉深件壁间圆角半径rpy (7)2.4 拉深件的精度等级要求不宜过高 (7)2.5 拉深件的材料 (7)2.6 拉深件工序安排的一般原则 (8)第三章拉深工艺方案的制定 (8)第四章毛坯尺寸的计算 (9)4.1 修边余量 (9)4.2毛坯尺寸 (9)第五章拉深次数确定 (10)第六章冲压力及压力中心计算 (11)6.1 冲压力计算 (11)6.2 压力中心计算 (12)第七章冲压设备选择 (12)第八章凸凹模结构设计 (13)8.1凸模圆角半径 (13)8.2 凸凹模间隙 (13)8.3 凸凹模尺寸及公差 (14)第九章总体结构设计 (14)9.1 模架的选取 (14)9.2 模柄 (15)9.3拉深凸模的通气孔尺寸 (15)9.4导柱和导套 (16)9.5 推杆 (17)9.6卸料螺钉 (17)9.7螺钉和销钉 (17)第十章拉深模装配图绘制和校核 (18)10.1拉深模装配图绘制 (18)10.2 拉深模装配图的校核 (20)第十一章非标准件零件图绘制 (21)11.1冲压凸模 (21)11.2 冲压凹模 (22)11.3 压边圈 (22)11.4 凸模垫板 (23)第十二章结论 (24)参考文献 (25)题目盒型件拉深模设计其目的在于巩固所学知识,熟悉有关资料,树立正确的设计思想,掌握设计方法,培养学生的实际工作能力。
通过模具结构设计,学生在工艺性分析、工艺方案论证、工艺计算、模具零件结构设计、编写技术文件和查阅文献方面受到一次综合训练,增强学生的实际工作能力前言从几何形状特点看,矩形盒状零件可划分成2 个长度为(A-2r) 和2 个长度为(B-2r) 的直边加上4 个半径为r 的1/4 圆筒部分(图4.4.1) 。
若将圆角部分和直边部分分开考虑,则圆角部分的变形相当于直径为 2r 、高为 h 的圆筒件的拉深,直边部分的变形相当于弯曲。
拉深模具设计说明书————————————————————————————————作者:————————————————————————————————日期:拉深模具设计说明书学院:机械工程学院系:车辆工程系班级:车辆11姓名:范凯学号:21101050051 设计的目的和意义不锈钢饭盒是一种简单的生活用品,生产批量为大批次,材料采用10钢板,料厚2mm。
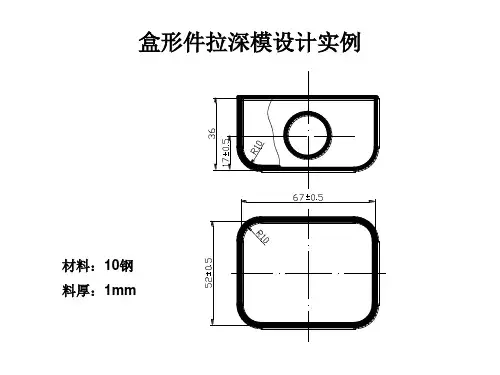
图1图22 冲压零件图及工艺此工件为无凸缘盒型拉深件,要求外形尺寸,没有厚度不变的要求但是壁厚不可低于0.5mm。
此工件的形状满足拉深工艺要求,可以用拉深工序加工。
2.1冲压件工艺性分析及冲裁方案的确定2.1.1材料分析采用430不锈钢板,包含铁+12%以上的铬,可以防止自然因素所造成的氧化,称之为不锈钢,在jis的代号为430号,因此又称为430不锈钢。
满足使用要求。
抗拉强度。
2.1.2冲裁件的结构工艺性工件底部圆角半径为r=14mm,大于拉深凸模圆角半径,满足首次拉深对圆角半径的要求。
相对高度 ,属于低盒型件,可以一次拉深而成。
总之,该工件的拉深工艺性较好。
2.1.3 冲裁件经济性分析材料利用率较高,经济性良好。
2.1.4冲裁方案的确定本工件首先需要落料,然后以落料件为毛坯进行拉深。
本次做拉深工序所需的拉深模。
2.2 排样图的设计及材料利用率的计算2.2.1排样毛坯尺寸计算对于尺寸为的矩形盒拉深件,可以看做由两个宽度为b的半正方形和中间为的直边组成。
展开图(图3)如下:图3长圆形毛坯的圆弧半径为:式中,——毛坯的圆弧半径;D——尺寸为的假象方形盒的毛坯直径。
长圆形毛坯的长度为:长圆形毛坯的宽度为:计算得:D248,,,毛坯面积:A=688402.2.2 排样的方式图42.2.3 材料利用率计算2.3 拉深工艺力的计算2.3.1拉深力的计算拉深力:和——盒型件的长和宽();——盒型件的角部圆角半径();——材料厚度();——材料抗拉强度(MPa);——拉深系数;由毛坯相对厚度 ,盒型件相对高度根据一次拉深成的低矩形件的系数相关表得:,;388029N压边力:不采用压边。
《冲压工艺与模具设计》课程设计说明书设计题目盒形件首次拉深模设计系别机械工程系专业班级机自Y091学生姓名学号200900103017指导教师日期2012年6月目录设计任务零件工艺分析1.材料分析2.结构分析3.精度分析工艺方案的确定零件工艺计算1.拉伸工艺计算(1)确定零件修边余量(2)确定坯料尺寸(3)判断是否采用压边圈(4)确定拉深次数(5)确定各工序件尺寸(6)确定各工序件高度2.首次拉伸模工艺计算(1)首次拉深凸、凹模尺寸计算(2)拉伸力与压边力冲压设备的选用模具零部件结构的确定1.模架的确定2.模座3.凸模固定板4.模柄5.定位圈6.压边圈及卸料装置7.设置反顶装置8.螺钉与销钉拉深模装配图凸凹模零件图设计感想设计任务电器盒技术要求:未标注公差按IT14级精度制造材料为黄铜H62,t = 0.5mm设计任务:设计该零件的首次拉伸模具零件工艺性分析1.材料分析黄铜有很好塑形,拉深成形性能良好,易于冷热压力加工成型2. 结构分析零件为一无凸缘盒形件,结构简单,底部圆角半径为R1.5,壁间圆角半径也为R1.5,由最终拉伸凸模保证,材料厚度t=0.5,较薄,所以,零件具有良好的结构工艺性。
3. 精度分析盒形件外形尺寸公差为IT12级,由最后一道拉伸工序保证,侧壁孔中心距尺寸与定位尺寸公差也为IT12级,由冲孔工序保证工艺方案的确定零件的生产包括落料、拉深(需计算确定拉深次数)、冲孔,切边等工序,为了提高生产效率,可以考虑工序的复合,在此为简化模具设计不考虑工序复合。
毛坯落料后,经多次拉深成形,由机械加工方法切边保证零件高度,最后对盒形件进行冲孔。
零件工艺计算1.拉深工艺计算(1)确定零件修边余量 零件的相对高度23.12227==B H ,查表5-2(167)得修边余量mm h 5.2=∆,所以,修正后拉深件的总高应为H =27+2.5=29.5mm 。
(2)确定坯料尺寸由于盒形件壁间圆角半径与底部圆角相等,边长为B 的高方盒件毛坯直径为:mm62.70mm 5.133.05.295.172.15.143.05.292242213.133.0(72.1)43.0(413.122≈⨯+⨯⨯-⨯-⨯⨯+=+---=)()()r H r r H B B D 所以,高矩形盒椭圆形形毛坯尺寸为:mm B L D Lz 62.82)2234(62.70)(=-+=-+=mmrL B L 14.745.1234)2234()]5.10.43-29.5222 [5.12-(2262.072)(0.43r)]-H 2B [2r -(B D Bz =⨯--⨯⨯⨯++⨯⨯=--⨯⨯++⨯=()()mm D R b 31.35262.702===mmR B R L B L R bz bz z z l 62.4631.35214.7431.3561.82)14.7462.82(0.252)(0.252222=⨯-⨯-+⨯=--+⨯=(3)判断是否采用压边圈 零件的相对厚度压边圈67.010014.742100=⨯=⨯z B t ,经查表5-8(P181),需采用压边圈,防止拉伸起皱。

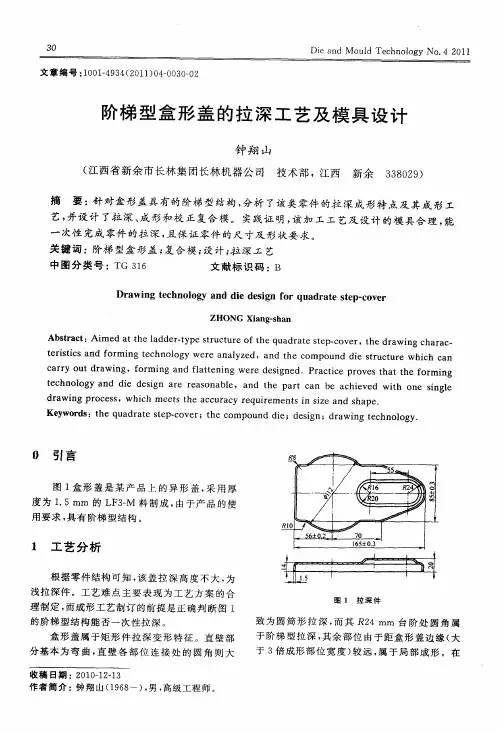
盒形零件的拉深4.4盒形零件的拉深4.4.1盒形零件拉深变形特点盒形件是由圆角和直边两部分组成,可以把它划分为四个长度为A -2r 和B -2r 的直边部分(相当于弯曲)和四个半径为r 的圆角部分(相当于拉深)。
1231231231231231231231......===...=...2h h ...h h h ...h =h =h =...=h nnn n nnn l l l l l l l l l l l l l l l l h h h ∆∆∆∆''''∆∆∆∆''''∆∆∆∆>∆>∆>∆>>∆∆∆∆∆''''∆∆∆∆∆∆∆∆<∆拉深后横向尺寸愈靠近中部,尺(1)直边部分)横向尺寸拉深前:、、、、拉深后:、、、、)纵向尺寸拉深前:、、、、拉深后:、、、、寸越小123h h ...h n h ''''<∆<∆<<∆拉深后纵向尺寸愈靠近盒形件口部,尺寸越大(2)圆角部分1)拉深前与底面垂直的等距平行线拉深后变成径向放射线(上部距离宽,下部距离窄的斜线);2)同心圆的间距不再相等,而是变大,越向口部越大。
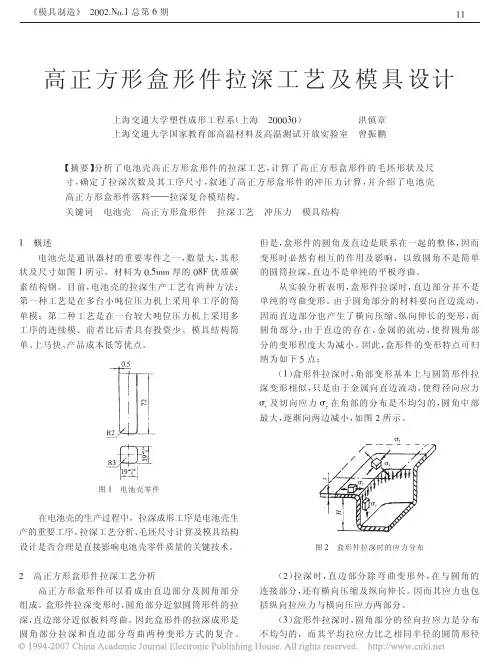
图4-35 盒形件拉深时的应力分布(1)盒形件径向伸长,切向缩短,凸缘变形区径向拉应力σ1和切向压应力σ3分布不均,圆角处大,直边处最小;(2)圆角处的径向拉应力和切向压应力最大,为变形危险区;(3)盒形件的直边和圆角部分联系在一起,两部分变形相互影响,不是单纯的拉深和弯曲变形。
有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)4.4.2盒形零件拉深毛坯的形状与尺寸确定确定原则:保证毛坯的面积应等于加上修边余量后的零件表面积。
由于盒形件拉深时周边的变形不均匀,应把毛坯形状和尺寸进行修正,使毛坯轮廓成光滑的曲线,尽可能保证拉深件口部高度一致。
华中科技大学材料学院盒形件加工工艺及模具设计班级:XXXXXXX学生姓名:X X X学号:XXXXXXX时间:2015年1月1、零件工艺性分析 (1)2、工艺方案的确定 (1)3、工艺计算 (3)3.1拉深部分工艺计算 (3)3.2落料时冲裁工艺计算 (8)4、冲压设备的选用 (12)5、落料拉深模主要零部件计算 (13)5.1落料凹模设计计算 (13)5.2拉深凸模设计计算 (14)5.3固定板设计计算 (15)5.4卸料结构计算 (16)5.5压边圈设计计算 (17)5.6凸凹模设计计算 (18)5.7其它零件设计和选用 (18)5.8模具闭合高度计算 (23)6、模具总装图的绘制 (24)7、结束语 (24)8、参考文献 (25)1、零件工艺性分析1.1零件结构图示图1.1:加工零件图1.2零件结构分析工件为矩形盒形件,零件形状简单,要求为外形尺寸;尺寸为长、宽、高分别为45mm ,27mm ,20mm ;料后t=0.4mm ,没有厚度方向上不变的要求;底部圆角半径p r =3mm ,矩形四个角处圆角半径为r =4mm ,满足拉深工艺对形状和圆角半径的要求。
1.3材料性能分析零件所用材料为H68M ,拉伸性能好,易于成形。
1.4精度等级分析公等级定为IT14级。
满足普通冲压工艺对精度等级的要求。
2、工艺方案的确定由上分析,该零件为矩形盒形件,可采用拉深成形。
为确定拉深工艺方案,先计算拉深次数及相关工艺尺寸。
2.1修边余量 工件相对高度0h 20==5r 4,则依据下表可知修边余量 0h=~h =0.0420=0.8mm ∆⨯(0.030.05)。
工件相对高度△h 2.5~6 7~17 18~44 45~100工件修边余量h0 (0.03~0.05)h0(0.03~0.05)h0 (0.03~0.05)h0 (0.03~0.05)h0表2.1:无凸缘盒形件的修边余量表 2.2相关工艺尺寸计算毛坯相对厚度t 0.4100100 1.48b 27⨯=⨯=; 矩形盒形件相对半径r 4==0.148b 27; 矩形盒形件拉深响度高度0h +h h 20+0.8===0.77b b 27∆;2.3判断拉深次数根据相关工艺尺寸计算结果,由下图可知,应选择一次拉深成形即可。
模具毕业设计44盒形件落料拉深模设计一、引言在现代工业生产中,模具起着非常重要的作用,特别是在金属加工领域中。
本文将介绍我设计的44盒形件落料拉深模具的设计过程。
该模具的主要功能是对44盒形件进行落料和拉深加工,以实现形状的改变和尺寸的精确控制。
二、设计要求该模具的设计要求如下:1.落料加工:能够将原材料切割成相应形状的板材,以便后续的拉深加工。
2.拉深加工:能够将板材拉深成所需的44盒形件,确保形状和尺寸的精确度。
3.高效性:提高生产效率,降低人工成本。
4.安全性:确保操作人员的安全。
5.可靠性:保证模具的可靠性和稳定性。
三、设计方案基于以上的设计要求,我设计了如下的模具结构和工作流程:1.模具结构:a.上模:用于落料加工,具有落料刀具和固定装置。
b.下模:用于拉深加工,具有拉深刀具和固定装置。
c.顶针:用于定位模具和控制深度。
d.螺杆:用于固定上模和下模。
e.润滑系统:用于减少模具与工件之间的摩擦,提高模具寿命和工作效率。
2.工作流程:a.上模将原材料切割成相应形状的板材,并使用固定装置固定在下模上。
b.下模通过拉深刀具将板材拉深成所需的44盒形件,通过顶针进行定位和深度控制。
c.完成拉深后,顶针向上拉起,使得模具和工件分离,下模通过润滑系统排出模具,准备下一次工作。
四、设计计算模具设计中的关键计算有以下几个方面:1.材料选择:根据要求的板材材料和形状,选择适当的材料来制作模具。
常见的模具材料有钢和铝合金等。
2.受力分析:对模具进行受力分析,确保其满足强度和刚度要求。
3.尺寸设计:根据要求的44盒形件的尺寸和形状,设计相应的模具尺寸,确保精确控制形状和尺寸。
4.温度控制:根据材料的热膨胀系数和工作温度,设计合适的温度控制系统,以避免模具变形和尺寸不稳定。
五、结论通过对44盒形件落料拉深模具的设计,可以实现对原材料的快速加工和形状的改变,提高生产效率和产品质量。
模具的设计要求高效、安全、可靠,并发挥其在金属加工中的重要作用。
目录摘要……………………………………………………………………………………1关键词 (1)前言 (1)2冷冲压工艺方案设计 (2) (2) (2) (3) (3) (4) (4) (4) (5) (8)3冲孔落料复合模具设计 (12) (12)................................................1 2 ...................................................1 2 ...................................................1 5 ......................................................1 5 ......................................................1 6 (17) (18) (18) (19) (20) (21)............................................................2 1 4拉深工艺及拉深模设计 (21) (21) (21) (22) (22).........................................................2 2 、凹模间隙 (22).............................................2 2 .........................................................2 3 .........................................................2 3 5结论 (23)参考文献 (24)致谢 (24)浅盒形件拉深工艺及模具设计学生:钟发明指导老师:陈志亮(湖南农业大学东方科技学院,长沙 410128)摘要:浅盒形件在汽车、电器行业应用广泛,且不同的用途决定了盒形件技术要求的不同。