激光熔覆送粉方式讲解 共10页
- 格式:ppt
- 大小:2.35 MB
- 文档页数:10
激光熔覆工艺方法以及熔覆材料现状激光熔覆技术的研究始于20世纪70年代,美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。
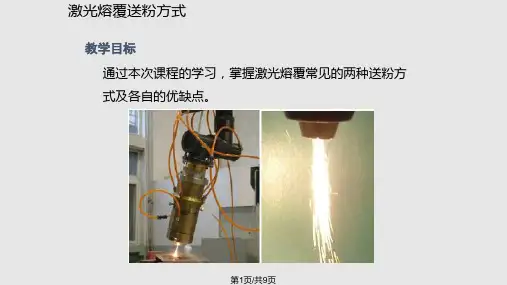
按熔覆材料的供给方式不同,激光熔覆工艺方法分为两种:激光熔覆合金预置法和合金同步送粉法。
熔覆材料的加入形式通常有粉末、丝材、板材三种,其中以粉末的形式最为常用。
关键词:激光熔覆,工艺方法,熔覆材料1. 激光熔覆技术激光熔覆技术的研究始于20世纪70年代, 美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。
1981年英国公司成功在喷气发动机叶片上涂覆钴基合金面并显着提高了其耐磨性。
由于这一新技术具有巨大的发展潜力,并能产生较大的经济效益,因此,在生产中获得了广泛推广及应用。
激光熔覆技术在目前材料表面改性技术中应用较广泛。
激光熔覆是在基体上添加不同成分的材料,利用高能激光束辐照基体,熔覆粉末和基体形成一薄层,这一薄层快速熔化并凝固成形,且基体对熔覆层稀释度极低,因此熔覆层与基体冶金结合良好,可以制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面保护涂层。
2. 激光熔覆工艺方法按熔覆材料的供给方式不同,激光熔覆工艺方法分为两种:激光熔覆合金预置法和合金同步送粉法。
科技论文。
合金预置法合金预置法是在基体的表面上通过一些方法将预涂材料置于其上,然后采用高能激光束辐照,涂层表面吸收能量使熔覆部位迅速升温、气化和熔化,激光束离开后,熔覆层与基体呈现良好的冶金结合。
熔覆材料的加入形式通常有粉末、丝材、板材三种,其中以粉末的形式最为常用。
预置法一般包括粘结法和热喷涂法。
对于粉末类材料,预置的两种方法都可以。
热喷涂主要优点是喷涂效率高、容易控制沉积厚度的均匀性,且与基材接合牢固,这种方法不足之处是粉末利用率低,受工件形状限制和成本相对较高。
粘接法是利用粘结剂,在基底材料的表面上,将粉末调和成膏状涂上,这种方法的不足之处在于效率低,很难得到厚度均匀的涂层,可能会妨碍熔化或引起过渡稀释;同时由于沉积层的导热性不好,会消耗更多的能量;通常仅对熔覆面积较小的工件适用,这种方法在实验室里采用。
实验目的1、熟悉激光熔覆的概念、特性和基本方法;2、了解激光熔覆所涉及的激光器、加工机床、送粉器和喷嘴;3、用侧向送粉法在45钢表面进行镍基合金的激光熔覆,优化工艺参数获得良好的熔覆层;4、测量熔覆曾的尺寸,观察显微组织。
实验内容1. 采用侧向送粉法进行激光熔覆实验,基体材料为45钢,熔覆材料为NiCrSiB合金粉末;2. 改变激光功率、光斑大小、扫描速度和送分量,得到不同尺寸的熔覆层,优化参数得到外观饱满光洁的熔覆层;3. 测试熔覆曾的外形尺寸,总结熔覆层外形与工艺参数的关系,观察熔覆层的显微组织。
4.实验原理激光熔覆是一种基于高能激光束的先进涂层制备技术。
用高能激光束局部融化材料的表面薄层形成熔池、同时向熔池中添加一种或几种合金混合粉末,形成与基体牢固冶金结合的高性能涂层,涂层材料自成冶金体系,基体对涂层的稀释率很低,能够在保持基体材料韧性的同时有目的的实现局部表面的高耐磨性、耐蚀性、抗高温氧化等多种性能,最大限度的实现材料表面与整体、强度与柔韧的良好有机结合,是近些年来材料和激光加工领域的研究前沿。
激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉、丝、板的形式加入,其中以粉末的形式最为常用。
同步式激光熔覆则是将熔覆材料直接送入激光束中,使供料和熔覆同时完成。
熔覆材料主要也是以粉末的形式送入,有的也采用线材或板材进行同步送料。
预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔化---后热处理。
同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---送料激光熔化---后热处理。
按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理方法、熔覆材料的供料方法、预热和后热处理。
实验设备和材料YLS-2000(IPG)光纤激光器、45钢板材(40╳60╳15),Ni基合金粉末。

激光熔覆同步送粉法定义概述说明以及解释1. 引言1.1 概述本篇文章旨在介绍激光熔覆同步送粉法,该技术是一种先进的金属加工方法,能够实现高精度、高效率的材料熔覆和修复。
激光熔覆同步送粉法采用激光束将金属粉末加热至熔化状态,并通过同步送粉装置控制金属粉末的添加量,从而实现对于被加工工件表面的涂覆或修复。
1.2 文章结构本文分为五个部分:引言、正文、解释激光熔覆同步送粉法的特点和优势、说明激光熔覆同步送粉法的工艺流程和设备要求以及结论。
引言部分将对本文研究内容进行概述,并介绍文章结构与目的。
正文部分将详细阐述激光熔覆同步送粉法的定义、原理以及应用领域。
接下来,将在第三部分解释该技术的特点和优势,包括高精度、材料利用率高以及可修复性强等方面。
第四部分将具体说明激光熔覆同步送粉法的工艺流程、设备要求以及操作注意事项,并提供工艺参数设置与优化方法。
最后,在结论部分,将总结本文内容和主要发现结果,并对激光熔覆同步送粉法未来发展进行展望和建议。
1.3 目的本文的目的是为读者提供一个全面了解激光熔覆同步送粉法的框架,包括定义、原理、应用领域以及特点和优势。
通过详细说明工艺流程和设备要求,读者可以了解如何应用该技术进行涂覆或修复工作。
最后,结论部分将回顾文章所述信息,并提供未来发展展望和建议,以促进该技术在相关领域的应用与研究。
2. 正文:2.1 定义激光熔覆同步送粉法激光熔覆同步送粉法是一种先进的表面修复和涂层技术,它通过利用高能量密度的激光束将金属或合金材料加热至熔点,同时通过在熔融池中喷射金属粉末,实现对基体材料表面进行熔覆修复或涂层制备的过程。
该技术可以在原材料不受严重损伤的情况下,在局部区域形成具有优异性能和结构特征的新材料层。
2.2 激光熔覆同步送粉法的原理激光熔覆同步送粉法基于激光加工和材料科学原理,主要包括以下几个关键过程:首先是激光加热过程,高能量密度的激光束通过辐射作用将工件表面局部加热至高温状态;其次是金属粉末喷射过程,喷射装置将金属粉末通过喷嘴喷射到熔融池中,在高温下迅速熔化并与基体材料结合;最后是凝固过程,熔融池在激光束的扫描下逐渐凝固,形成良好的结合界面和致密的熔覆层。

激光熔覆激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,世界各国的研究人员针对激光熔覆涉及到的关键技术进行了系统的研究,已取得了重大的进展。
国内外有大量的研究和会议论文、专利介绍激光熔覆技术及其最新的应用:包括激光熔覆设备、材料、工艺、监测与控制、质量检测、过程的模拟与仿真等研究内容。
但到目前为止,激光熔覆技术还不能大面积工业化应用。
分析其原因,这里有政府导向的因素、激光熔覆技术本身成熟程度的限制、社会各界对激光熔覆技术的认可程度等因素。
因此,激光熔覆技术欲实现全面的工业化应用,必须加大宣传力度,以市场需求为导向,重点突破制约发展的关键因素,解决工程应用中涉及到的关键技术,相信在不远的将来,激光熔覆技术的应用领域及其强度将不断的扩大。
下面介绍激光熔覆技术几个发展的动态,以飨读者。
激光熔覆的优势激光束的聚焦功率密度可达1010~12W/cm2,作用于材料能获得高达1012K/s的冷却速度,这种综合特性不仅为材料科学新学科的生长提供了强有力的基础,同时也为新型材料或新型功能表面的实现提供了一种前所未有的工具。
激光熔覆-图文讲解————————————————————————————————作者:————————————————————————————————日期:一、激光熔覆的原理激光溶覆是利用高能激光束辐照,通过迅速熔化、扩展和凝固,在基材表面熔覆一层具有特殊物理、化学或力学性能的材料,构成一种新的复合材料, 以弥补基体所缺少的高性能。
能充分发挥二者的优势, 克服彼此的不足。
可以根据工件的工况要求,熔覆各种 (设计) 成分的金属或非金属,制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面覆层。
通过激光熔覆,可在低熔点材料上熔覆一层高熔点的合金,亦可使非相变材料(AI 、Cu 、Ni等) 和非金属材料的表面得到强化。
在工件表面制备覆层以改善表面性能的方法很多, 在工业中应用较多的是堆焊、热喷涂和等离子喷焊等,与上述表面强化技术相比, 激光熔覆具有下述优点:(1 )熔覆层晶粒细小, 结构致密,因而硬度一般较高, 耐磨、耐蚀等性能亦更为优异。
(2 )熔覆层稀释率低, 由于激光作用时间短,基材的熔化量小,对熔覆层的冲淡率低(一般仅为5%-8%) ,因此可在熔覆层较薄的情况下, 获得所要求的成分与性能,节约昂贵的覆层材料。
(3 ) 激光熔覆热影响区小,工件变形小, 熔覆成品率高。
(4 ) 激光熔覆过程易实现自动化生产,覆层质量稳定, 如在熔覆过程中熔覆厚度可实现连续调节,这在其他工艺中是难以实现的。
由于激光熔覆的上述优点, 它在航空、航天乃至民用产品工业领域中都有较广阔的应用前景,已成为当今材料领域研究和开发的热点。
ﻫﻫ激光熔覆技术应用过程中的关键问题之一是熔覆层的开裂问题,尤其是大工件的熔覆层, 裂缝几乎难以避免, 为此,研究者们除了改进设备, 探索合适工艺,还在研制适合激光熔覆工艺特点的熔覆用合金粉末和其他熔覆材料。
二、激光熔覆工艺方法激光熔覆工艺方法有两种类型:ﻫﻫ1、二步法(预置法)该法是在激光熔覆处理前, 先将熔覆材料置于工作表面,然后采用激光将其熔化,冷凝后形成熔覆层。

激光熔覆技术激光熔覆技术简介激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电器特性等的工艺方法。
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料。
应用于激光熔覆的激光器主要有CO2激光器和固体激光器,主要包括碟片激光器,光纤激光器和二极管激光器。
激光熔覆技术的工艺特点激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。
两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。
1、激光熔覆具有以下特点:(1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
(2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
(4)粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm,(6)能进行选区熔敷,材料消耗少,具有卓越的性能价格比;(7)光束瞄准可以使难以接近的区域熔敷;(8)工艺过程易于实现自动化。
2、激光熔覆与激光合金化的异同激光熔覆与激光合金化都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。
两者工艺过程相似,但却有本质上的区别,主要区别如下:(1)激光熔覆过程中的覆层材料完全融化,而基体熔化层极薄,因而对熔覆层的成分影响极小,而激光合金化则是在基材的表面熔融复层内加入合金元素,目的是形成以基材为基的新的合金层。