有关X射线测厚仪技术的研究
- 格式:pdf
- 大小:196.18 KB
- 文档页数:3
第11卷第3期 2008年9月上海电机学院学报J OURNAL OF S HAN GHA I DIANJ I UNIVERSIT YVol.11No.3 Sep.2008 收稿日期252作者简介陆永耕(63),男,教授,博士,专业方向为工业自动化、数字图像处理,2y @j 文章编号 167122730(2008)0320177204X 射线测厚原理模型分析与实验陆永耕(上海电机学院电气学院,上海200240) 摘 要:通过分析吸收系数、材质、密度、温度等对X 射线扫描测厚仪厚度参数的影响,对X 射线测厚原理模型进行了研究,并对其原理模型的计算公式进行修正。
结果表明,在一段时间内,修正的模型可以满足精度要求。
关键词:X 射线;测厚;模型;修正;实验 中图分类号:T H 821.1;TQ 320.721 文献标识码:AAnalysis of the Calculation Model of X 2rayThickne ss G auge and the Exp erimentL U Y o n g gen g(School of Elect ric ,Shanghai Dianji Univer si t y ,Shanghai 200240,Chi na ) Abstract :X 2ray t hickness measurement model have been st udied and t he i nf lue nces of t he a bsor 2bance coefficie nt ,mat eri al s ,densit y and environme nt temperat ure to t he measure d t hickness were a n 2al yzed.Then t he t hickness measurement model was revi sed.The resul t s show t hat t he revi sed model qualifies t he measurement accuracy. K ey words :X 2ray ;t hickness measurement ;model ;repaired ;t est 当射线穿过物质时强度将随之减弱,其减弱量与被穿过物质的厚度有确定的对应关系。

x射线测厚仪原理
X射线测厚仪是一种利用X射线通过被测材料来测量其厚度的仪器。
其原理如下:
1. X射线发射:X射线发射源会产生高能的X射线束。
这些X 射线具有较高的穿透能力,可以穿透被测材料。
2. 材料的吸收:当X射线束穿过被测材料时,被测材料会吸收部分X射线。
吸收的程度取决于被测材料的密度和厚度。
密度越高、厚度越大的材料会吸收更多的X射线。
3. 探测器检测:在被测材料的另一侧放置一个探测器,用于检测透射过来的X射线的强度。
探测器可以测量到透射过来的X射线的强度,即未被吸收的X射线。
4. 分析:通过比较未被吸收的X射线的强度与未经过被测材料的参考强度,可以得出被测材料吸收的X射线的强度。
根据光学原理和材料的密度-厚度关系,可以确定被测材料的厚度。
总结而言,X射线测厚仪利用X射线传递能量的特性,通过测量被测材料对X射线的吸收程度来确定材料的厚度。

X射线荧光测厚仪的特点及维护和修理保养及技术交流X射线荧光测厚仪利用被测元素的特征X射线荧光强度与镀层中待测元素和基材构成有关而研制的仪器设备。
相对其他测定方法,具有快速、便利、测量成本低等明显优势,特别适合用于各类相关企业作为过程掌控和检测使用,是目前应用广泛的分析仪器。
X射线荧光技术测试镀层厚度的应用,提高了大批量生产电镀产品的检验条件,无损、快速和更精准的特点,对在电子和半导体工业中品质的提升有了检验的保障。
仪器特点:1、可测元素:钛Ti22———铀U92间各元素。
2、可测镀层:5层镀层(含基材层),15种元素共存校正。
3、测量时间约10秒,快速得出测量结果。
4、测量结果精准明确到微英寸。
5、测量结果报告可包含:数据、被测样品点图片、各种统计报表、客户信息。
6、供应宝贵金属分析和金纯度检查(即Au karat评价)。
X射线测厚仪的维护和修理保养:1、高压掌控箱里有大量的接线端子和高压电源等设备由于C型架来回运动.它的接线端子简单松动一般需要每年打开检查—次对松动的部分加以紧固。
2、测头是用来反馈X射线发射量和衰减量的设备,它把接受到的X射线信号转换成电压和电流信号反馈到掌控室形成闭环掌控测头紧要是靠水冷却,需要检查水冷是否良好。
3、射源箱是供应X射线的紧要设备,在日常维护时打开上面的查油孔螺栓检查高压绝缘油是否有漏油现象。
4、X射线源是用高压绝缘油作为冷却和绝缘使用,因此应做好设备的冷却工作。
5、高压绝缘油在长期使用过程中,受温度的影响会发生炭化导致绝缘效果下降从而会影响X射线源的使用寿命,需定期更换高压绝缘油。
6、保持射源箱的良好密封性不让其他油污或杂质混入避开高压绝缘油泄漏。
7、削减外界条件的影响,避开电焊弧光对X射线源的损害。
8、保证稳定牢靠的电源供应。
涂层测厚仪的特点有哪些涂层测厚仪是磁性、涡流一体的便携式覆层测厚仪,它能快速、无损伤、精密地进行涂、镀层厚度的测量。
既可用于试验室,也可用于工程现场。
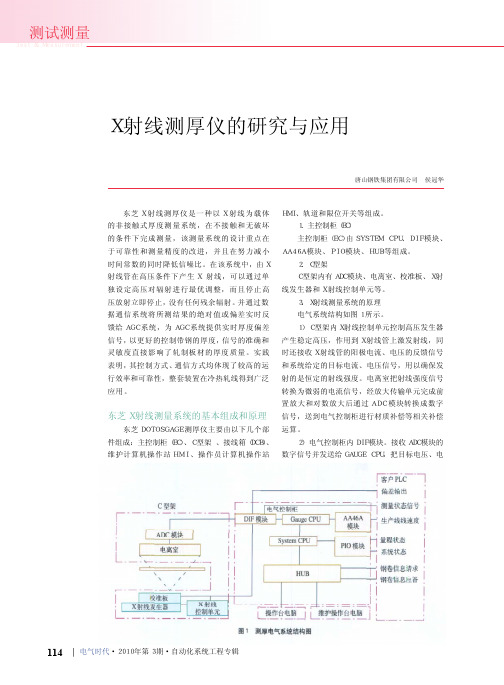
测试测量114 | 电气时代・2010年第3期・自动化系统工程专辑Test & Measurement图1 测厚电气系统结构图C型架ADC模块电离室校准板X射线发生器X射线控制单元DIF模块Gauge CPUAA46A模块电气控制柜System CPUPIO模块HUB客户PLC偏差输出测量状态信号生产线线速度量程状态系统状态钢卷信息请求钢卷信息应答操作台电脑维护操作台电脑东芝X射线测厚仪是一种以X射线为载体的非接触式厚度测量系统,在不接触和无破坏的条件下完成测量,该测量系统的设计重点在于可靠性和测量精度的改进,并且在努力减小时间常数的同时降低信噪比。
在该系统中,由X射线管在高压条件下产生X 射线,可以通过单独设定高压对辐射进行最优调整,而且停止高压放射立即停止,没有任何残余辐射。
并通过数据通信系统将所测结果的绝对值或偏差实时反馈给AGC系统,为AGC系统提供实时厚度偏差信号,以更好的控制带钢的厚度,信号的准确和灵敏度直接影响了轧制板材的厚度质量。
实践表明,其控制方式、通信方式均体现了较高的运行效率和可靠性, 整套装置在冷热轧线得到广泛应用。
东芝X射线测量系统的基本组成和原理东芝DOTOSGAGE测厚仪主要由以下几个部件组成:主控制柜(EC)、C型架 、接线箱(DCB)、维护计算机操作站HMI、操作员计算机操作站HMI、轨道和限位开关等组成。
1. 主控制柜(EC)主控制柜(EC)由SYSTEM CPU、DIF模块、AA46A模块、PIO模块、HUB等组成。
2. C型架C型架内有ADC模块、电离室、校准板、X射线发生器和X射线控制单元等。
3. X射线测量系统的原理电气系统结构如图1所示。
1) C型架内X射线控制单元控制高压发生器产生稳定高压,作用到X射线管上激发射线,同时还接收X射线管的阳极电流、电压的反馈信号和系统给定的目标电流、电压信号,用以确保发射的是恒定的射线强度。
电离室把射线强度信号转换为微弱的电流信号,经放大传输单元完成前置放大和对数放大后通过ADC模块转换成数字信号,送到电气控制柜进行材质补偿等相关补偿运算。

第35卷 第1期2011年1月冶金自动化M e t a l l u r g i c a l I n d u s t r y A u t o m a t i o nV o l .35 N o .1J a n .2011·综述与评论·X 射线测厚影响因素分析、技术进展及其在冶金工业中的应用(上)马 竹 梧(冶金自动化研究设计院,北京100071)摘要:主要叙述X 射线测厚仪的工作原理,分析射线强度、统计误差以及被测物的材质、温度、表面附着水层、倾斜角度等对测厚精度的影响及其克服方法。
叙述包括X 射线管、检测元件、控制电路、测量方式以及计算机应用等的进展。
最后介绍X 射线测厚仪的组成、主要性能的实例和在国内的使用情况,说明建立X 射线测厚仪产业的必要性并给出建立方法的建议。
关键词:X 射线测厚仪;厚度控制;板形中图分类号:T H 744.15 文献标志码:A 文章编号:1000-7059(2011)01-0001-05I n f l u e n c e f a c t o r a n a l y s i s a n dt e c h n i c a l p r o g r e s s o f X -r a y t h i c k n e s sm e a s u r e m e n t a n di t s a p p l i c a t i o n i nm e t a l l u r g i c a l i n d u s t r y (A )M AZ h u -w u(A u t o m a t i o n R e s e a r c ha n d D e s i g n I n s t i t u t e o f M e t a l l u r g i c a l I n d u s t r y ,B e i j i n g 100071,C h i n a )A b s t r a c t :P r i n c i p l e o f X -r a y t h i c k n e s s m e a s u r i n g m e t e r i s i n t r o d u c e d .I n f l u e n c e o f r a y i n t e n s i t y ,s t a t i s -t i c e r r o r ,d i f f e r e n t m a t e r i a l ,t e m p e r a t u r e ,s u r f a c e w a t e r l a y e r a n di n c l i n a t i o n a n g l e e t c .a r e a n a l y z e d ,a n d s o l u t i o n m e t h o d i s g i v e n .B e s i d e s ,p r o g r e s s i n X -r a y t u b e ,m e a s u r i n g c e l l ,c o n t r o l c i r c u i t ,m e a s u r i n g m e t h o d a n d c o m p u t e r a p p l i c a t i o ne c t .a r e p r e s e n t e d .C o m p o s i t i o n ,m a i n f u n c t i o n s a n d u s e e x p e r i e n c e o f X -r a y t h i c k n e s s m e t e r a r e d e s c r i b e d .A t l a s t ,n e c e s s i t y a n d h o wt o e s t a b l i s h X -r a y t h i c k n e s s m e t e r i n d u s t r y a r e s u g g e s t e d .K e y w o r d s :X -r a y t h i c k n e s s m e t e r ;t h i c k n e s s c o n t r o l ;s h a p e0 引言金属板带厚度是板带加工尺寸质量和用户需求的重要指标之一,也是工业生产中质量管理的主要指标之一。
关于X射线荧光镀层测厚仪产品的应用阐述
XRF指X射线荧光,是一种识别样品中元素类型和数量的技术。
用于在整个电镀行业范围内验证镀层的厚度和成分。
其基本的无损性质,加上快速测量和结构紧凑的台式仪器等优点,能实现现场分析并立即得到结果。
对于镀层分析,XRF镀层测厚仪将此信息转换为厚度测量值。
在进行测量时,X 射线管产生的高能量x射线通过光圈聚集,并照射在样品非常小的区域(该区域的大小为光斑尺寸)。
这些X射线与光斑内元素的原子相互作用。
XRF镀层测厚仪相机帮助用户准确定位测量区域。
某些情形下相机用于向自动操作模块提供图像信息,或包括放大图像以准确定位需要测量的区域。
样品可放置于固定或可移动的XRF镀层测厚仪样品台上。
快速或慢速移动对于找到测试位置很重要,随后聚焦于准确的区域进行测量。
工作台移动的精准度是带来测试定位准确的一个因素,并进提升仪器的整体准确度。
特点:
适应性设计,可对各种产品进行可靠分析
自动对焦和可选的程控台提高了准确性和速度
直观的 SmartLink 软件使测量和导出数据变得容易
多准直器设计为每个样品提供高准确性
选择适合应用的比例计数器或硅漂移检测器 (SDD)
符合行业规范,例如 IPC-4552A、ISO3497、ASTM B568 和 DIN50987
光学分析单层和多层镀层,包括合金层
简单的样品加载和快速分析可在几秒钟内提供结果。
x射线荧光测厚仪原理
X射线荧光测厚仪利用了X射线的特性。
当X射线照射到被测物体表面时,它们会被吸收或散射,但是一部分X射线将穿过物体进入物体内部。
如果物体是厚度均匀的,则从物体另一侧发出的X射线也是均匀的。
但是,如果物体存在厚度变化,则从物体另一侧发出的射线的强度也会发生变化。
X射线荧光测厚仪利用了这个原理,通过测量从物体另一侧发出的射线的强度变化来确定物体的厚度。
此外,荧光显微镜能够检测出特定物质比如钴、铜和铝等特征元素产生的光谱图。
通过测量这些光谱图,可以确定物体中这些元素的浓度。
这种技术非常适用于测量薄金属膜、化学与材料分析、及超薄物质积累量的测量。
有关X 射线测厚仪技术的研究Re se a rch o n the Te chn ique o f X 2ray Th ickne s s Gauge靳其兵 吴 磊(北京化工大学自动化研究所,北京 100029) 修改稿收到日期:2006-10-03。
第一作者靳其兵,男,1971年生,1998年毕业于东北大学控制理论与控制工程专业,获博士学位,教授;主要研究方向为先进控制及其在工业中的应用、建模方法研究与优化、智能控制。
摘 要:对西门子PLC (可编程控制器)在薄膜测厚仪上的应用进行了研究,并比较了传统的以工控机为核心的电控系统与以PLC 为电控核心的系统的优缺点。
详细介绍了测厚仪电控系统的组成和原理,同时对测厚数据的处理方法进行了说明。
实践表明,该系统控制结构简单,有较高的运行效率和可靠性。
整套装置已成功运行在聚丙烯双向拉伸薄膜生产线上。
关键词:可编程控制器 测厚仪 数据处理中图分类号:TP273 文献标志码:AAbstract:The app licati on of SI E MENS PLC in thickness gauge of thin fil m s is studied,and the merits and demerits of electric contr ol system s based on industrial computer and PLC are compared .The compositi on and p rincip le of the electric contr ol system of the thickness gauge are in 2tr oduced in detail,and the method of data p rocessing is exp lained .The p ractice shows that the control system is si m p le,high efficient and relia 2ble .The whole p lant has been successfully used on p roducti on line of thin fil m of polyp r opylene .Keywords:PLC Thickness gauge Data p r ocessing0 引言测厚仪作为一种在线测量厚度的精密仪器,在宽幅薄膜生产中占有非常重要的地位,直接影响到薄膜产品的质量。
薄膜控制系统接收到测厚仪提供的实时厚度偏差信号对物料挤出机、物料加热器进行控制。
信号的准确和灵敏程度直接影响了薄膜产品厚度的精度。
X 射线测厚仪通过把高压直流电压加在X 射线的两极,产生不同能级的X 射线穿过被测物,比较被测物两端X 射线的强度来进行在线厚度测量。
我们研制的用于薄膜测厚的精密仪器是以西门子PLC 为电控核心,其特点是测量精度高、响应快、具有实时性和自动控制功能。
1 电控系统1.1 传统电控系统及其存在问题一般而言,测厚仪采用工业控制计算机(工控机)为电控核心来实现测厚功能时,其标准配置为:微处理器主板(I ntel486CP U 、2M RAM 、RS232通信口等);数字输入输出卡;模拟输入卡(一般为16位精度);模拟输出卡(16位精度);显示卡。
这种硬件配置决定了工控机在实现测厚仪所要完成的功能时,必须是一种多任务的实时工作方式,主板上的CPU 不仅要监控、处理测厚数据,还要负责人机交换、存储数据等管理工作,这样做省去了不少通信工作,但同时带来了如下问题:①由于主板同时要完成多项工作,影响了其处理测厚数据的速度。
②降低了电控系统的可靠性,一旦操作系统或硬件发生故障,整个系统就会瘫痪不能继续工作。
1.2 以PLC 为核心的电控系统针对以上不足,为了提高测厚仪的可靠性,我们研制了以PLC 为核心,以PC 机为人机交换界面的电控系统。
该测厚系统主要完成以下功能:①对测厚数据的实时采集、处理工作。
②对测厚仪重要参数(如X 射线管的高压电压、高压电流、灯丝电流)的监控。
③操作员和测厚仪的人机交换,包括现场操作命令的输入、测厚数据的显示。
④与上位机组态软件进行通信,将实时数据传送到主控室进行处理和显示⑤上位机根据实时测厚值对模头控制器进行调整,实现整个系统的自动控制。
1.3 电控系统组成电控系统组成主要为:西门子S72300P LC (CPU31522DP ),开关量输出模块、开关量输入模块、轴定位模块(F M354)、科尔摩根伺服功率驱动器(7201),OP7有关X 射线测厚仪技术的研究 靳其兵,等操作面板各一套;西门子S72200P LC (CPU 222)、模拟量输入模块各两套和一台研华工控机。
1.4 工作原理由图1所示,PLC (S72200)完成对X 射线产生的模拟量采集(包括X 射线管接收电压、高压电压、高压电流、灯丝电流等数据)并利用集成在CPU 上的MP I [2]通信口将数据传输到主站(P LC /S72300)用来计算薄膜厚度、监测射线管工作是否正常。
图1 测厚仪控制系统Fig .1 Thickness gauge contr ol syste m主站PLC (S72300)通过集成在CPU 上的多点接口(MP I )和Pr ofibus 2DP 接口与编程器、PC 机、人机界面及其他SI M ATI C S7等自动控制系统连接。
STEP7与SI M ATI C S72300的通信通过设置PG 2PC 接口然后在STEP7中设置网络结构来实现[3]。
PLC 经过一系列数据处理得到实时薄膜厚度值并分别传送到上位工控机和控制柜上的OP7(操作面板)。
由于需要对薄膜厚度进行精确定位达到控制的目的,测厚仪的运动控制,采用科尔摩根伺服电机功率驱动器、伺服电机以及西门子的F M354轴定位模块来共同完成。
现场的电机急停开关(生产出现紧急情况,需要立即停止测厚仪的工作时使用)、限位开关(测厚仪到达库位的信号)、破膜开关(生产线上薄膜断裂时的检测信号)等信号利用S72300的开关量输入模块得到并且通过编程实现联锁关系。
开关量输出模块用来控制表示测厚仪工作状态的信号灯。
OP7(操作面板)安装在现场电气柜上,操作人员可以利用面板操作功能实现对测厚仪的基本控制,为了避免误操作,现场OP7的操作权限仅限于最低的级别,不能修改任何测厚仪的参数。
操作面板同时具有显示当前测量厚度的功能,方便现场操作人员及时了解生产的情况。
操作面板功能如表1所示。
上位工控机利用组态王将主站PLC 传送来的厚度值进行显示(界面为宽度412m 的薄膜横向厚度),同时根据生产要求通过模头控制器对物料加热器进行调整,实现整个系统的闭环控制。
上位机还具有薄膜厚度目标值设定、生产配方修改、历史报表打印、故障表1 操作面板功能Tab .1 Functi on of opera ti on panel按键按键名功能F1SCAN 扫描F2ZERO 校零F3MECH 机械校正F4CAL 标定K1HOME 归库K2OPP 归远端K3T UNE ONX 射线开关查询等功能,满足了工厂生产的要求。
从上述分析可以看出,工控机分担了PLC 的管理工作,使得PLC 的工作专注于系统的控制。
同时,由于PLC 是一种相当成熟的专为工业环境设计的控制元件,在硬件和软件的设计制造过程中采取了一系列隔离和抗干扰措施,如光电耦合、尖峰滤波、变压器耦合等,使得它能适应恶劣的工作环境,这就大大提高了电控系统的可靠性;另外,PLC 在采集数据、处理数据、传输数据时,不需要一套功能十分强大的操作系统软件来维持它的运行,所以不存在操作系统瘫痪导致PLC 死机的情况,并且由于用户不直接与P LC 接触,也大大降低了P LC 发生故障的可能性。
在提高了系统可靠性的同时,由于测厚仪的工作由不同的部件分担,整个系统的效率也大大提高。
2 数据处理测厚仪的X 射线探测器(测量部分)在机架上做往复式运动。
此过程中,整个装置都会受到机械导轨本身平整度以及滑轮与导轨之间摩擦等因素的影响,使得采集的数据中包含了以上因素,从而产生了较大的机械误差。
因此,在研制过程中,对测厚仪进行机械误差的校正是非常重要的环节。
机械校正前后的空扫曲线如图2所示。
图2 空扫曲线Fig .2 E mp ty 2scanning curves由图2可以看出,在不做任何数据处理的情况下,机械因素在测厚仪运行中带来的误差使得系统在没有(下转第70页)有关X 射线测厚仪技术的研究 靳其兵,等3.2 工作流程前端设备不断监测风机盘管的工作状态,一旦检测到二通阀开启,立即记录开启的时间和风机的高、中、低三速运转状态信号,并将相关资料发送到冷量采集器。
当二通阀关闭时,记录关闭的时间,并将相关资料发送到冷量采集器,完成一次记录。
冷量采集器获得现场冷量的读数值,通过RS2485总线送到集中抄表主机进行处理。
集中抄表主机将连续不断地快速扫描所管理的区域内各冷量采集器的工作状态及信号通道,确保各冷量采集器的正常运作。
当接收到冷量采集器上传的资料时,根据预设的程序,进行预处理,形成包含被测点数据、被测点地址和设备工作状态的数据文件,打包后经RS-485总线上传给能源管理中心的工作站。
能源管理中心的工作站根据数据文件内容,准确计算各被测点的实际用量,判断工作情况,如出现故障,及时发出报警信号,统计各类能源、各功能片区的总用量,分析各类能源的消耗是否异常。
工作站建立详细的用户资料,设置计算费用时所需的各种参数,实现远程抄表和自动抄表,自动计算各用户空调使用费用,并可根据需要打印相关的收费单据、统计报表,实现自动划账、扣款等。
4 结束语中央空调冷量计量收费是新兴的技术领域,选用计费方法时既要考虑计量的准确性,又要考虑投资的经济性。
平均分摊计费方式虽然简单方便、成本较低,但误差大,不能满足用户对计费合理性的需求。
能量计费方法虽然充分考虑了用户对空调冷量的实际消耗、计量精度高,但是设备投资大、成本高、难于维护。
在兼顾成本和精度的基础上,本设计采用计时法来间接计量空调的冷量,根据风机盘管的开通时间来进行分摊空调费用,成本投资相对较低,计量误差也较小;同时计算时可以根据空调的实际使用情况进行修正,使冷量计算误差被进一步控制在合理的范围内。
本计费系统采用四层网络结构,实施方便,性能稳定、可靠,计量合理、准确,具有良好的性价比,容易扩展和控制,不但满足了用户对计量精度的要求,而且节约了设备投资和运行成本,是一种非常方便、经济、实用的计费方法,应用十分广泛。
参考文献1 刘国林.建筑自动化系统[M].北京:机械工业出版社,2002:395. 2 胡益雄,何英伟.空调住宅楼冷量计费方法研究[J].建筑热能通风空调,2001,20(1):5-7.3 龚荣盛,张阿卜.基于RS-485总线的中央空调计费系统[J].自动化仪表,2002,23(9):51-52.(上接第66页)薄膜时测量结果已经达到了±115μm,大大超过了生产允许的误差范围。