150122_焊接工艺评定无损检测与试样试验报告资料02_中英文
- 格式:doc
- 大小:3.03 MB
- 文档页数:9
焊接工艺评定中十冶集团有限公司二00六年二月十五日焊接工艺评定中十冶集团有限公司- 1 -目 录焊接工艺评定报告2焊接工艺评定中十冶集团有限公司- 3 -续表:续表:4焊接工艺评定中十冶集团有限公司- 5 -焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书6焊接工艺评定中十冶集团有限公司- 7 -焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日8焊接工艺评定中十冶集团有限公司- 9 -材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告10焊接工艺评定中十冶集团有限公司- 11 -续表:续表:12焊接工艺评定中十冶集团有限公司 - 13-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书14焊接工艺评定中十冶集团有限公司 - 15-焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日16焊接工艺评定中十冶集团有限公司 - 17-材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告18焊接工艺评定 中十冶集团有限公司 - 19-续表:焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
20焊接工艺评定中十冶集团有限公司 - 21-焊接工艺评定指导书宏观金相试验报告审核:(签字)检查:(签字)22焊接工艺评定中十冶集团有限公司- 23 -焊接工艺评定报告续表:24焊接工艺评定中十冶集团有限公司 - 25-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书26焊接工艺评定中十冶集团有限公司 - 27-宏观金相试验报告审核:(签字) 检查:(签字)焊接工艺评定报告28焊接工艺评定中十冶集团有限公司- 29 -续表:续表:30焊接工艺评定中十冶集团有限公司 - 31-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定报告Assessment report of welding process
报告编号:
Report number
评定日期:
Assessment date:
编制:
Compiled by
审核:
Reviewed by
批准:
Approved by
天津赛象科技股份有限公司
Tianjin Saixiang Technology Co.,Ltd
目录
Contents of table
1.焊接工艺评定报告
Assessment report of welding process
2.焊接工艺指导书
Welding process guidance
3.外观、金相、无损检测报告
Inspection report of appearance,metallography and non-wearing 4.理化、性能试验检测试验报告
Inspection report of physical and performance test
5.母材材质检测报告
Inspection report of base material
6.焊材材质检测报告
Inspection report of welding material
7.保护气体检测报告
Inspection report of protection air
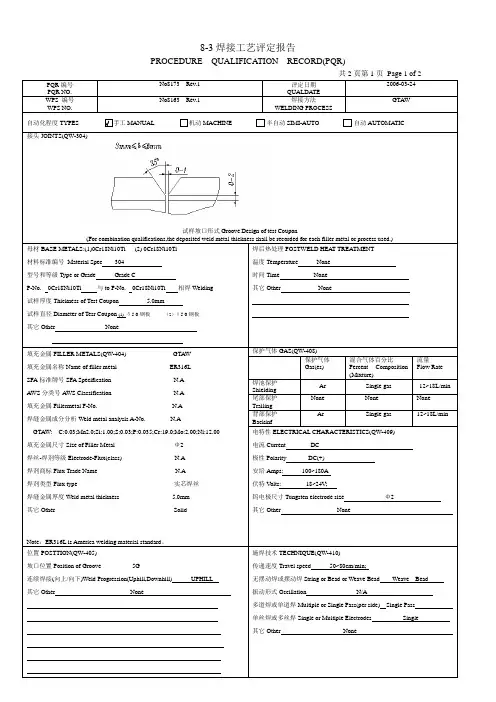
焊接工艺评定报告PQR共3页第1页Assessment report of welding process PQR Sheet3Page1
预热:
预热温度(℃):层间温度(℃):其他:多道焊或单道焊(每面):多道焊多丝焊或单丝焊:单丝其他:。
焊接工艺评定检测报告Procedure Qualification Record报告编号/Report No.:GH-HP-2015001GH-HP-2015002GH-HP-2015003委托单位: 山东国弘重工机械有限公司确认单位:山东同新检测工程有限公司山东国弘重工机械有限公司二0一五年一月二十日目录续表/Continued from Previous Sheet:拉伸试验试验报告编号:GH-HP-2015001Tensile Test No. of Test Report试样编号No. of TestPiece试样直径(mm)Dia. of testsample横载面积Cross-sectionarea(mm2)断裂载荷Breaking load(KN)抗拉强度Tension Strength(MPa)断裂部位Breakingposition HP1-1 10 78.5 540 424焊口处断裂Weldingjunction HP1-2 10 78.5 543.5 427母材断裂Base material 焊接母材金属化学成分/Chemical property of welding base metal (%)C Si Mn P S HP1-1(δ20 mm)0.13 0.26 1.46 0.016 0.013C Si Mn P S HP1-2(δ30 mm)0.14 0.26 1.48 0.016 0.012该图为Q345Bδ20与δ30板对接取样制成的标准试棒。
其中间直径为10mm。
弯曲试验试验报告编号:GH-HP-2015002Bending Test No. of Test report试样编号No. of TestPiece试样类型Type of testpiece试样厚度Samplethickness(mm)弯心直径Flexual centerdia.(mm)弯曲角度Bending angle(°)试验结果Test result HP2-1面弯/Face bend10 40 180 合格/o.k.HP2-2背弯/Back bend10 40 180 合格/o.k.角焊缝焊接检验报告Test Report for Angle Joint Welding对接焊缝接头机械性能试验报告试验报告编号/No. of Test Report:GH-HP-2015003根部Root: 已焊透/Full penetration 焊缝Weld joint: 熔合良好/Fuse well焊缝、热影响区Weld joint, HAZ: 无裂纹/No crack焊接材料规格形式Specs of welding material:20T1+40T2 垂直角焊/Vertical angle welding 检验截面Cross-sectionⅠⅡⅢ焊脚差(mm)Fillet difference 1 1.5 1无损检测(NDT)PT: (合格/Qualified :焊缝外观检查合格/Welding joint appearance is proved o.k. 金相检测:(HP5)焊接部位溶蚀金属化学成分Chemical property of corrosive metal at welding jointC Si Mn P S Cr0.14 0.28 1.46 0.011 0.012 --结论:本评定按JB4708-2000规定焊接试件,检验试样、测定性能、确认试验记录正确Conclusion: The judgment is done as per welding/test /record requirement under JB4708-2000.焊工Welder于志刚Yu Zhigang代号No.047编制Prepar ed by 李淑明日期Date2015.1.20审核Reviewed by耿象水日期Date2015.1.20批准Approved by毕东奎日期Date2015.1.20该单数据分别为δ20和δ40板材的分析数据Test Report for Butt Weld Joint Mechanical Property日角焊缝接头机械性能试验报告Test Report for Fillet Weld Mechanical Property日材料检验报告Material Test Report试验员/Tester:荣艳审核/Reviewed by:王允岗2015年1月20日。
焊接工艺评定报告工艺试验报告焊接工艺评定报告工艺试验报告委托单位:***检验机构:***报告编号:***一、委托事项本次委托为对***焊接工艺进行评定及工艺试验。
二、测试设备测试设备规格:1. 焊接机:型号***2. 夹具:型号***3. 车床:型号***4. 装置压力:***5. 焊接电流:***6. 电极:型号***7. 气体保护:***8. 其他测试设备及配件:***三、测试方法1. 工艺评定按照***标准对焊缝进行评定,主要评定参数如下:a. 焊接工艺b. 焊接材料c. 焊接位置d. 焊缝准备e. 焊接电流电压f. 焊接速度g. 其他影响焊接工艺的因素2. 工艺试验a. 试验样本制备:首先进行样品的制备,钢板厚度约为***毫米,长度约为***毫米。
b. 设计工艺:根据焊接要求,设计出相应的焊接工艺。
c. 焊接试验:按照设定的工艺焊接,然后进行焊缝评定。
d. 车床加工:将焊接试验后的钢板放到车床上进行下一步操作。
e. 声波检测:对车床加工后的钢板进行声波检测,判断焊接质量。
f. 热处理:按照焊接工艺的要求进行相应的处理。
g. 再次声波检测:对处理后的钢板进行声波检测,判断焊接质量。
h. 展板:将试验过程、数据、评定结果等制作成展板进行报告。
四、测试结果本次评定共发现问题点***个,解决后评定合格,经委托单位确认无误,为有效焊接工艺。
工艺试验中,按照设计工艺进行焊接,并进行了车床加工、声波检测、热处理及再次声波检测。
经检测,所有样本均符合评定标准。
五、评定结论本次测试中,工艺评定共发现问题点***个,已解决;工艺试验结果符合评定标准。
经委托单位确认无误,评定结论为有效焊接工艺。
六、备注本报告无效焊接工艺、测试结果误差及解决方案等有关信息,如有需要,请另行咨询。

焊接工艺评定报告共5页第1页焊接工艺评定指导书共5页 第2页工程名称 评定报告编号 委托单位 工艺指导书编号项目质量负责人 依据标准试样焊接单位施焊日期 焊工 张龙资格证书代号级 别母材钢号钢管规格DN200母材轧制状态生产厂天津友发化 学 成 分 和 力 学 性 能C (%) Mn (%) Si (%) S (%) P (%)σa(MP a ) σb(MP a ) δ5 (%) ψ (%) A kv (J) 标准 0.09 0.34 0.13 0.020 0.026 471 365 30.00 合格证 合格 合格 合格 合格 合格 合格 合格 合格 复验 合格合格合格合格合格合格合格合格碳当量公式焊接材料 生产厂 牌号 类型直径(mm )烘干制度(℃×h ) 备注焊条 天津大桥T422 3.2 100℃×2h焊丝 气体焊接方法 焊条电弧焊(SMAW ) 焊接位置 平位接头形式平焊 焊接工艺参数 电流:90~130A ,电压22~24清根工艺 摆动焊 焊接设备型号 BX3-400电源及极性交流电,预热温度(℃) /层间温度(℃)/后热温度(℃)/ 后热时间(min ) /焊后热处理 /评定结论:焊缝外观检验:本试件焊缝外观质量按GB50236表11.3.2检验合格。
评定人 日期 评定单位:(盖章)年 月 日审核人 日期 技术负责人日期工程名称指导书编号母材钢号规格母材轧制状态生产厂焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条100℃×2h焊丝气体焊接方法焊条电弧焊(SMAW)焊接位置平位焊接设备型号BX3-400 电源及极性交流电,预热温度(℃)/层间温度(℃)/后热温度(℃)/后热时间(min)/焊后热处理/接头及坡口尺寸图焊缝结构示意图:60O±5°62±12±1焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号φ(mm)J422 φ3.2 90~130 22~24 11~14J422 φ4.0 140~170 24~26 14~17J422 φ4.0 140~170 24~26 14~17J422 φ4.0 140~160 22~2514~16技术措施焊前清理已清理层间清理已清理背面清根已清理其它:编制人日期审核人日期焊接工艺评定记录表共5页第3页焊接工艺评定检验结果共5页第4页工程名称新指导书编号焊接方法焊接位置平位设备型号BX3-400电源及极性交流电,母材钢号生产厂母材规格母材轧制状态接头尺寸及施焊道次顺序焊接层次正/反:4层钝边:2±1mm组对间隙:2±1mm焊接材料焊条牌号T422 类型E4303生产厂批号0305B烘干温度(℃)100℃时间(min)2h焊丝牌号规格(mm)生产厂批号焊剂或气体牌号规格(mm)生产厂烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注J422 φ3.2100 22 12J422 φ4.0 160 26 15J422 φ4.0 160 26 15J422 φ4.0150 25 16施焊环境/环境温度(℃)25℃相对湿度65%预热温度(℃)/层间温度(℃)后热温度(℃)/后热时间(min)/后热处理/技术措施焊前清理已清理层间清理已清理背面清根已清理其它焊接速度: 11~17 cm/min ,摆动或不摆动:摆动摆动参数:焊工自己掌握,多道焊或单道焊(每面):多道焊焊工资格证书代号级别施焊日期记录日期审核人日期非破坏检验试验项目执行标准评定结果报告编号备注外观合格X光探伤超声波探伤磁粉探伤其它拉伸试验报告编号01 弯曲试验报告编号02试样编号σa(MP a)σb(MP a)断口位置评定结果试样编号试验类型弯心直径(mm)弯曲角度评定结果01-1 476.0 366 断母材合格02-1 侧弯40180合格01-2 460 365 断母材合格02-2 侧弯40180合格冲击试验报告编号03 宏观金相报告编号04试样编号缺口位置试验温度(℃) 冲击功A kv(J)评定结果:03-1 V 常温73.003-2 V 常温82.0硬度试验报告编号评定结果:其它检验:检验人日期审核人日期焊接施工方案共5页第5页工程名称施工单位序号工艺评定内容评定结果评定单位1 焊接工艺评定报告合格2 焊接工艺评定指导书合格3 焊接工艺评定记录表合格4 焊接工艺评定检验结果合格施工方案内容:1、预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
焊接工艺评定
检测报告Procedure Qualification Record
报告编号/Report No.:
GH-HP-2015001
GH-HP-2015002
GH-HP-2015003
委托单位: 山东国弘重工机械有限公司
确认单位:山东同新检测工程有限公司
山东国弘重工机械有限公司
二0一五年一月二十日
目录
该图为Q345Bδ20与δ30板对接取样制成的标准试棒。
其中间直径为10mm。
角焊缝焊接检验报告
Test Report for Angle Joint Welding
该单数据分别为δ20和δ40板材的分析数据
结论:本评定按JB4708-2000规定焊接试件,检验试样、测定性能、确认试验记录正确Conclusion: The judgment is done as per welding/test /record requirement under JB4708-2000. 焊工于志刚代号
047
Test Report for Butt Weld Joint Mechanical Property
试验员/Tester:伊善贞审核/Reviewer:王允岗2015年1月20日
Test Report for Fillet Weld Mechanical Property
材料检验报告Material Test Report。
焊接工艺评定报告Welding Procedure Qualification Report焊接工艺评定报告编号: PQR-XXXX-2013-01PQR NO.: PQR-XXXX-2013-01焊接工艺规程编号: WPS-XXXX-2013-01WPS NO.: WPS-XXXX-2013-01评定项目: 20# Φ203×8对接焊接(6G)Assessment Items: 20# Φ203×8 butt weld(6G)评定结论:按NB/T47014-2011标准评定合格Assessment Conclusion: accepted by assessing according toNB/T47014-2011批准人:Approved by:批准日期:The date of approval:版权说明:此文件内容及解释权属XXXX有限公司所有,未经同意,不得使用、复制、转借发表Description: ownership is subject to XXXX, use, copy and rent without approval from XXXX is prohibited.焊接工艺规程WPS单位名称unit name: XXXX有限公司XXXX焊接工艺规程编号WPS NO: WPS-XXXX-2013-01 日期date: 2013-11-14所依据焊接工艺评定报告编号Are based the wps report No.: PQR-XXXX-2013-01焊接方法welding method 氩电联焊(GTAW+SMAW)机械化程度Automatic level(Manual, Semi-auto,auto):(手工半自动自动)手工manual焊接接头welding joint:坡口形式Type of bevel:V 简图sketch:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序type of joint, type of bevel, welding layer, route location and sequences)衬垫(材料及规格)pad(material and size) /其他other /母材base material:``类别号sort No. Fe-1 组别号group No. Fe-1-1 与类别号welded with sort No. Fe-1 组别号group No. _Fe-1-1_相焊或标准号or standard No. GB/T3087-2008 材料代号brand No. 20# 与标准号welded with standard No.GB/T3087-2008材料代号brand No. 20#_相焊对接焊缝焊件母材厚度范围Butt weld base metal thickness range 1.5mm-16mm 角焊缝焊件母材厚度范围The fillet weldment base metal thickness range / 管子直径、壁厚范围Pipe diameter, wall thickness:对接焊缝butt jointΦ203×8mm角焊缝angle weld / 其他other /填充金属Filler metal:焊材类别weld rod and 焊条Welding rod 焊丝Wire焊材标准weld rodGB/T5117-1995 GB/T8110-2008standard填充金属尺寸fillingΦ3.2Φ2.5material size焊材型号WeldingE4315 ER49-1consumables Model焊材牌号(金属材料代号)J427 H08Mn2SiAWelding consumablesgrades其他other对接焊缝焊件焊缝金属厚度范围Butt weld weldment weld metal thickness range:最小值不限-16mm焊接工艺规程(续)WPS(continued)加热方式Heating mode / 背面保护气 / / /Back protection gas:电特性electricity character:电流种类current sort:直流DC 极性polarity:正极性anode焊接电流范围current range(A): 90-150A 电弧电压arc voltage(V): 10-24 焊接速度(范围)operation speed(thickness)6-12cm钨极类型及直径铈钨(钍钨)2.0 喷嘴直径nozzle(mm)Φ7焊接电弧种类(喷射弧、短路弧)Types of welding arc (spray arc, short arc) 喷射弧焊丝送进速度welding wire inserting speed(cm/min) 7-8(按所焊位置和厚度,分别列出电流和电压范围,记入下表list current and voltage range and fill in the table in terms of the location and thickness)焊道/焊层Layer/weld 焊接方法weldmethod填充材料filledmaterial焊接电流current电弧电压(V)arcvoltage焊接速度(cm/min)speed线能量(kJ/cm)lineenergy 牌号brand直径dia.极性polarity电流(A)current1/1 GTAW H08Mn2SiA(ER49-1)Φ2.5DCEP 100-120 10-14 6-8 10-152/2 GTAW H08Mn2SiA(ER49-1)Φ2.5DCEP 120-150 10-14 10-12 8-133/3 SMAW J427(E4315)Φ3.2DCEN 90-110 20-24 10-12 10-154/4 SMAW J427(E4315)Φ3.2DCEN 90-110 20-24 9-11 12-18技术措施technical measurement:摆动焊及不摆动焊vibration or non vibration:摆动焊vibration 摆动参数焊接工艺评定报告PQR坡口形式: V Type of bevel: V 坡口角度bevel angle 65+5 0C 组对间隙gap 3-4 mm错边尺寸staggered dimension 0.5-1.0 mm母材base material:材料标准号material standard: GB/T3087-2008材料代号Material code.: 20#类、组别号sort/group No. Fe-1 与类、组别号welded with sort/group No. Fe-1 相焊Phasewelding厚度thickness: 8mm直径diameter:Φ203其它other: /焊后热处理post weldtreatment:保温温度temp.range(℃:) /保温时间holding period(h):/气体gas:气体种类kind 混合比mix ratio流量flow(L/min)保护气Ar Ar≥99.99% 8-12尾部保护气end protection gas/背面保护气 / / /back protection gas填充金属filling material:焊材类别weld rod and:焊丝、焊条焊材标准material standard: NB/T47018.3-2011、GB/T5117-1995焊材型号Welding consumables Model: ER49-电特性electricitycharacter:电流种类current sort: 直流DC极性polarity: 正极性anode钨极尺寸tungsten size:焊接工艺评定报告(续)PQR(continued)焊接工艺评定报告(续)继续阅读。
焊缝无损检测报告样本XXX无损检测有限公司超声波探伤检测报告Non-destructive Test Co.Ltd. UT Repor第二篇:焊缝无损检测规定 2000字无损检测规定《海上高速船入级与建造规范》(1996)第124页第8章船体结构建造工艺第6节质量检验8.6.2焊缝检验8.6.2.1. 所有完工焊缝均应经外观检查。
外观检查可用眼或5倍放大镜检查。
焊缝的尺寸应符合图纸或有关标准的要求,表面平顺,成形良好。
8.6.2.2. 焊缝表面不允许有裂纹、夹渣、未填满、气孔、焊穿、过烧和焊瘤等缺陷。
板厚小于或等于3mm者,不允许存在咬边;板厚大于3mm者咬边深度应不大于0.5mm,其累积长度不得超过单条焊缝长度的10%,且不得大于100mm。
8.6.2.3. 船体主要结构的焊缝应经无损检测,检测范围由工厂与验船师商定。
建议射线检查范围应不少于主船体对接焊缝的5%。
重要结构的角焊缝应经超声波检查。
缺陷的评定标准应经本社同意。
《内河小型船舶建造检验规程》(1987)适用范围:钢质船舶:船长不超过30m;主柴油机额定功率不超过220KW (300马力),或双机不超过440KW(600马力);发电机单机容量不超过15KW。
如船舶某部分超过规定,超过部分的 1技术监督检验应按本局的《船舶建造检验规程》实施。
第258页第3章船体装配及焊接的检验3.4焊缝无损探伤的检验3.4.1. 船体焊缝的无损探伤检验应在焊缝表面质量检验合格后进行。
无损探伤检验可采用射线透视,超声波探伤或其它有效的方法进行。
3.4.2. 射线透视的底片质量和焊缝无损探伤质量的评级,应按验船部门同意的评定标准。
3.4.3. 无损探伤的检查范围和位置,应经验船师同意,验船师可根据实际情况适当增加或减少检查范围或指定检查位置。
探测位置应重点选在船中部0.4L区域内的强力甲板、舷侧外板、船底板等纵横焊缝交叉点和分段大合拢的环形焊缝。
探测长度与船舶主体焊缝总长的比例,应不少于0.5%~1%,具体拍片数量应征得验船师同意。
焊接工艺评定中十冶集团有限公司二00六年二月十五日焊接工艺评定中十冶集团有限公司- 1 -目 录焊接工艺评定报告2焊接工艺评定中十冶集团有限公司- 3 -续表:续表:4焊接工艺评定中十冶集团有限公司- 5 -焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书6焊接工艺评定中十冶集团有限公司- 7 -焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日8焊接工艺评定中十冶集团有限公司- 9 -材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告10焊接工艺评定中十冶集团有限公司- 11 -续表:续表:12焊接工艺评定中十冶集团有限公司 - 13-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书14焊接工艺评定中十冶集团有限公司 - 15-焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日16焊接工艺评定中十冶集团有限公司 - 17-材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告18焊接工艺评定 中十冶集团有限公司 - 19-续表:焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
20焊接工艺评定中十冶集团有限公司 - 21-焊接工艺评定指导书宏观金相试验报告审核:(签字)检查:(签字)22焊接工艺评定中十冶集团有限公司- 23 -焊接工艺评定报告续表:24焊接工艺评定中十冶集团有限公司 - 25-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书26焊接工艺评定中十冶集团有限公司 - 27-宏观金相试验报告审核:(签字) 检查:(签字)焊接工艺评定报告28焊接工艺评定中十冶集团有限公司- 29 -续表:续表:30焊接工艺评定中十冶集团有限公司 - 31-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定
检测报告
Procedure Qualification Record
报告编号/Report No.:
GH-HP-2015001
GH-HP-2015002
GH-HP-2015003
委托单位: 国弘重工机械
确认单位:同新检测工程
国弘重工机械
二0一五年一月二十日
目录
拉伸试验试验报告编号: GH-HP-2015001 Tensile Test No. of Test Report
试样编号No. of Test Piece
试样直径
(mm)
Dia. of test
sample
横载面积
Cross-section
area
(mm2)
断裂载荷
Breaking load
(KN)
抗拉强度
Tension
Strength(MPa)
断裂部位
Breaking
position
HP1-1 10 78.5 540 424 焊口处断裂Welding junction
HP1-2 10 78.5 543.5 427 母材断裂Base material
焊接母材金属化学成分/Chemical property of welding base metal (%)
C Si Mn P S HP1-1
(δ20 mm)
0.13 0.26 1.46 0.016 0.013
C Si Mn P S HP1-2
(δ30 mm)0.14 0.26 1.48 0.016 0.012
该图为Q345Bδ20与δ30板对接取样制成
的标准试棒。
其中间直径为10mm。
弯曲试验
试验报告编号:
GH-HP-2015002
Bending Test No. of Test report
试样编号
No. of
Test Piece
试样类型
Type of test
piece
试样厚度
Sample
thickness
(mm)
弯心直径
Flexual
center dia.
(mm)
弯曲角度
Bending angle
(°)
试验结果
Test result HP2-1
面弯
/Face bend
10 40 180 合格/o.k.
HP2-2
背弯
/Back bend
10 40 180 合格/o.k.
角焊缝焊接检验报告
Test Report for Angle Joint Welding
试验报告编号/No. of Test Report: GH-HP-2015003
根部Root: 已焊透/Full penetration 焊缝Weld joint: 熔合良好/Fuse well
焊缝、热影响区Weld joint, HAZ: 无裂纹/No crack
焊接材料规格形式Specs of welding material:20T1+40T2 垂直角焊/Vertical angle welding
检验截面Cross-sectio
n ⅠⅡⅢ
焊脚差 (mm) Fillet difference 1 1.5 1
无损检测(NDT)PT: (合格/Qualified :焊缝外观检查合格/Welding joint appearance is proved o.k.
金相检测:(HP5)焊接部位溶蚀金属化学成分 Chemical property of corrosive metal at welding joint
C Si Mn P S Cr
0.14 0.28 1.46 0.011 0.012 --
结论:本评定按JB4708-2000规定焊接试件,检验试样、测定性能、确认试验记录正确Conclusion: The judgment is done as per welding/test /record requirement under JB4708-2000.
焊工Welder
于志刚
Yu Zhigang
代号
No.
047
编制
Prepar ed by 淑明
日期
Date
2015
.1.2
审核
Revi
ewed
by
耿象
水
日期
Date
2015.1.20
批准
Appr
oved
by
毕东
奎
日期
Date
2015.1.20
该单数据分别为δ20和δ40板材的分析数据
对接焊缝接头机械性能试验报告
Test Report for Butt Weld Joint Mechanical Property
试验员/Tester:伊善贞审核/Reviewer:王允岗 2015年1月20日
角焊缝接头机械性能试验报告
Test Report for Fillet Weld Mechanical Property
试验员/Tester:伊善贞审核/Reviewer:王允岗 2015年1月20
日
材料检验报告
Material Test Report
试验员/Tester:荣艳审核/Reviewed by:王允岗 2015年1月20日。