RH-LF 和LF-VD 工艺生产管线钢洁净度的比较
- 格式:pdf
- 大小:166.00 KB
- 文档页数:5

RH-LF和LF-VD工艺生产管线钢洁净度的比较一、电弧炉炼钢的时代特点1、变为初炼炉进入20 世纪80年代后,随着炉外精炼技术、工艺、装备的快速发展,原冶炼工艺中在电弧炉内完成的合金钢、特殊钢的脱氧、合金化、除气、去夹杂的电炉“重头戏”移到炉外精炼炉去进行了。
电弧炉及转炉皆变为只须向炉外精炼炉提供含碳、硫、磷、温度、合金化合格或基本合格的钢水就算完成任务的炼钢初炼炉。
改变和结束了原电弧炉的熔时长(三个多小时)、老三期操作(熔化期、氧化期、还原期)以及产量低、渣量大、炉容小、成本高的状况。
2、炉容大型化随着电炉—炉外精炼—连铸—直接轧材工艺的发展,这种短流程(相对于焦化、烧结—高炉—转炉—炉外精炼炉—连铸—)轧材工艺而言的轧机产量要求电炉与之相匹配,例如长材年产50-80 万t、板材100-200 万t 、热轧卷年产200万t以上,因此单一匹配电炉的炉容量和生产率,生产速率必须与轧机相衔接.目前, 较多采用公称炉容量80-120万t 左右的电弧炉,从趋势看炉容量仍在提高。
变压器向超高功率发展(1000KV A/t)。
3 、电炉转炉化氧气顶吹转炉依靠铁水为原料,吹氧冶炼故冶炼周期短(20min左右),产量高,即获得了比电炉高的多的生产率和生产速率( 科技工作者在20 世纪50年代在电弧炉上吹氧(炉门和炉顶)兑入约30%~50%的铁水(EOF 炉),把转炉的工艺优势移植过来,电炉的冶炼周期大大缩短,目前均在45min 左右( 故电炉顶吹氧、热装铁水、电炉双炉壳很快得到推广。
4、电弧炉钢产量大幅增长在上述三项电炉自身工艺变化的同时,随着社会发电技术,能力的增长(核电站、水力发电等)及社会废钢量的增加,直接还原铁DRI、HBI、Fe3C 技术工艺的发展,都为电弧炉快速发展提供了条件. 因此,世界各国电弧炉钢产量由1950 年占世界总产钢量的6.5%增至1990 年的27.5% , 2003 年的36%.5、提质、降耗、防污染使电弧炉获得新的活力电弧炉使用废钢为原料与使用高炉铁水的转炉相比,总能耗是高炉-转炉工艺的1/2~1/3。
请教各位炼钢的转炉、RF炉、VD炉的作用及区别
LF、VD、RH要求的钢包空包高度不同,LF、RH为300~600mm,VD是1000mm左右;一般RH要求钢包盛钢量在100吨以上,而LF和VD对盛钢量没有限制。
VD炉与VOD炉功能不同,构造也有差异。
一般有氧枪和真空加料系统的是VOD。
如果RH有氧枪和真空加料系统则成为RH-OB。
一般VOD只生产不锈钢,RH-OB用来生产低碳、超低碳氮普碳钢。
转炉炼钢中VD和RH精炼钢包之间的区别:
1、VD处理时是带渣操作,会发泡,因此要求钢包要有一定的净空,一般在1000mm左右,可以防止钢水溢出。
所以钢包最好为瘦长型。
2、RH处理时要求真空槽能进入钢包内,使得环流管插入钢水中。
由于钢包是倒梯形的,所以真空槽不能无限度下降的。
因此要求钢包净空短,一般在300mm左右就可。
所以钢包最好为矮胖型。
3、LF对钢包没有特别要求。
工艺区别:
1、VD主要用来脱气,脱硫,VOD还可以脱碳。
属于真空精炼设备。
处理时间长,一般和电炉匹配。
2、RH主要用来脱气和脱碳。
属于真空精炼设备。
处理时间短,一般和转炉匹配。
3、LF主要用来脱硫和调温,转、电炉均可以配。
钢铁冶炼中精益生产管理的运用-生产管理论文-管理学论文——文章均为WORD文档,下载后可直接编辑使用亦可打印——摘要:面对钢铁行业高成本、微利润的经济形势, 企业竞争日益加剧, 降低成本成为各钢企共同追求的目标。
在炼钢工序生产过程中, 利用精益生产管理理念, 清除诸多制约因素影响。
从建立生产时刻表、优化工艺路线和产品专线化生产、借助钢包管理系统和炼钢MES系统方面进行生产组织, 围绕降本增效开展各项工作, 保证产线高质量、高效率、低成本地稳定运行。
关键词:降成本; 精益生产; 生产管理; 炼钢MES系统;Abstract:In the face of high cost and micro profit economic situation in iron and steel industry, the competition of enterprises is intensified and the reduction of the cost has become the common goal for the steelmaking companies.In the steelmaking production process, the lean production management concept is used to clear the influence of many constraint factors.Through the establishment of the production schedule, the optimization of process routes and product dedicated production, and the help of ladle management system and MES system for steelmaking production organization etc, various works were focused on the cost decreasing and benefit increasing to ensure the stable operation of the production line of high quality, high efficiency and low cost.Keyword:reducing costs; lean production; production management; MES system for steelmaking;在竞争激烈的市场环境下, 高效率低成本生产、提高产品质量和客户满意度成为钢铁企业提高竞争力的重要手段。
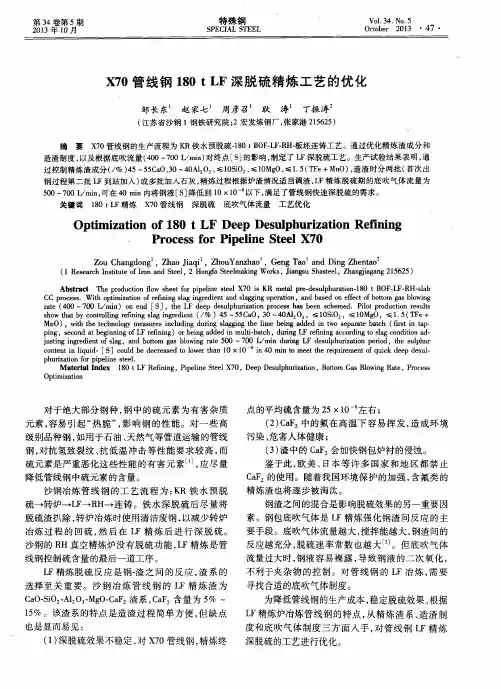
・54・特殊钢第30卷晕、■缸簟壬墨冶炼流程备工位图3RH—LF(a)和LF・VD(b)流程钢中磷含量Fig.3Avergephosphorou8contentinsteelduringRH—LF(a)andLF-VD(b)process磷含量平均为0.0090%。
RH—LF精炼流程LF吊包时渣碱度平均为3.73,LF—VD过程渣碱度高,出VD时渣碱度平均为9.02,有利于控制合金中带入的磷,连铸时LF.VD工艺比RH—LF工艺磷含量平均低0.001O%,LF-VD过程磷含量控制要优于RH—LF精炼过程。
2.4夹杂物控制管线钢对钢中夹杂物控制要求较高,LF-VD流程中夹杂物在VD处理后期弱搅拌上浮去除;RH-LF工艺流程中RH循环搅拌提高了夹杂物去除的动力学条件,在Lf'流程钙处理有效地促进了夹杂物球化;LF・VD精炼工艺流程钢中夹杂物总量可以控制到2mg/10kg,RH-LF精炼工艺钢中夹杂物总量可以控制到4.5rag/10kg。
RH-LF精炼工艺夹杂物偏高,因为Ⅱ’・VD流程LF、VD能弱搅拌以促进夹杂物上浮,而RH-LF精炼工艺中,LF脱氧生成的夹杂物仅在Ⅱ.流程弱搅拌后就进人连铸工序,上浮去除的时间比LF-VD工艺少了VD处理时间。
图4(a,b)为夹杂物类型分布图,由图4(a,b)中可知,RH—LF和LF-VD工艺钢中夹杂物以钙铝酸盐或钙铝酸盐的复合物为主,RH-LF工艺有部分二氧化硅,LF—VD工艺有部分氧化铝夹杂物。
图4(C,d)为显微夹杂物尺寸分布图,由图4(C,d)中可知,RH-LF夹杂物尺寸主要为5~10岬,而LF—VD工艺显微夹杂物尺寸偏大一些主要集中在5—20岬。
图4RH—LF(a)和LF・VD(b)工艺钢中夹杂物分布;RH.LF(c)和LF-VD(d)工艺钢中夹杂物尺寸分布Fig.4DistributionofinclusionsinsteelrefinedbyRH—LF(a)andLF・VD(b)process;distributionofsizesofinclusioninsteelre-finedbyRH—LF(C)andLF—VD(d)process3结论(1)LF.VD流程控制钢中氮的效果稍优于RH-LF流程,钢中全氧含量均能控制在0.001O%内。
分析生产高质量管线钢通常,有两种基本的工艺来生产这种钢材:(1)传统的“转炉—钢包炉—VD”工艺,某些钢厂应用该流程生产各自的产品;(2)“电弧炉/转炉—钢包炉—RH”工艺,某些钢厂已经使用了这种新的流程。
两种工艺有各自的优缺点。
根据用户的具体要求,选择不同的优化方案。
根据最终产品的所需特性和冶金要求,制定了一系列标准。
利用新的“电弧炉/转炉—钢包炉—RH”工艺生产高质量管线钢时,经过顶渣脱硫后,可以得到与VD炉脱硫效果相当的最终硫含量。
但是,其结果是增加了钢水中氮含量,因此,在RH后续的脱气过程中需要进一步脱氮,以满足钢材性能要求。
因此,应用不同的工艺流程可以得到相同的效果,但是需要根据具体情况来正确评估优化方案。
4 利用RH和VD生产特殊钢RH工艺主要用于高产条件下实现快速脱碳和较短的循环时间。
在RH炉内的真空环境下,CO大量生成,炉内的钢水飞溅强烈,这将导致钢水在炉内结壳,降低产量。
保持炉内的耐火材料较高的温度可以有效减少钢水结壳。
许多年前SMS Mavac已经成功证实,通过弯曲的热排管可以从气体冷却过程中吸热。
然后,炉顶的喷枪加热装置可进一步加热RH炉。
人们希望钢水在RH炉内的循环次数越少越好,因此,钢水喷射用的真空泵吸入量必须越来越大。
虽然RH炉具有上文所述的特点,然而在实际生产中的脱碳初期,真空条件下钢水的飞溅降低了脱碳速率。
为了优化该工艺,RH炉内的真空度必须加以控制。
通常来讲,泄露装置的引入可以用于控制炉内的真空度。
如果操作正确,脱碳初期的钢水飞溅可以随时控制在可接受范围内。
但是,必须充分考虑错误的漏气分析和漏气测量带来的负面影响。
自SMS Mevac引入吸入量可调节的钢水喷射装置后,很好地解决了该问题。
值得注意的是,影响RH炉内的钢水飞溅因素主要有以下几点:(1)钢水中碳元素和氧元素在钢水中的溶解度;(2)RH炉内真空度下降速率;(3)气体循环量;(4)排气管道的物理形状。
当前,现代RH装置配备了可调真空泵。
VD精炼与RH精炼的投资、设备及工艺的比较VD精炼与RH精炼的投资、设备及工艺的比较1.RH法脱气原理:它是在脱气室下部设有与其相通的两根环流管,脱气处理时,仅将环流管插入钢液,靠脱气室抽真空的压差使钢液进入脱气室中,分批连续地真空处理,并在脱气室内脱除气体。
2.RH工艺处理特点:a.脱气效果较好因进入脱气室的钢液量相对较小,或处于激烈沸腾状态,而大大增大了钢液脱气表面积,有利于脱气。
b.适于大量的钢液处理c.处理过程温降小,因钢液表面有炉渣覆盖,保温效果较好,一般处理后温降为30~50℃左右,通常处理周期为20min左右。
d.脱碳能力强,适用于低碳钢生产。
3.RH设备主要组成:脱气室本体;脱气室的支持装置及升降机构(随结构型式而定)以及移动台车等;加热装置,即对脱气室进行预热;加料系统,对钢液成分进行调整,加入脱氧剂等;真空泵及管道。
4.RH精炼效果RH精炼机能是真空冶炼和搅拌,由此产生主要效果为脱氢、脱氧和脱氮;成分、温度均匀化;去除非金属夹杂物。
a.脱氢:其脱氢率约在40~80%的范围,处理后的氢含量为1~3ppm,要达到<2ppm以下的水平比较容易,b.脱氧:一般情况,处理前的氧含量水平低,则处理后的氧含量也较低,在强脱氧的条件下,可将精炼末期的全氧量降至20ppm以下。
c.脱氮:因氮的扩散速度小,所以,在钢中氮的变化不大,经过RH处理后,钢水中氮的含量在40ppm左右,其脱氮率约为25%。
d.去夹杂:经过RH处理后,能够显著地降低钢中夹杂物量(以及氧含量)e.合金收得率提高及钢村性能的改善。
5.RH操作的特点及耐材的消耗由于RH处理的脱气室处在高温、真空和钢液激烈冲刷下工作,所处的条件相当恶劣,特别是处理高合金钢时,处理时间延长,连铸时钢液温度提高等,使耐火材料使用寿命问题更为突出。
造成对真空处理费用增大,还对设备的操作和处理能力、处理效果造成影响。
另外,其钢液循流管因钢液对管子内壁的机械磨损很大,而且管外壁易粘附炉渣,去除时造成一些破损等,造成常影响生产的产量。
RH-LF和LF-VD工艺生产管线钢洁净度的比较一、电弧炉炼钢的时代特点1、变为初炼炉进入20 世纪80年代后,随着炉外精炼技术、工艺、装备的快速发展,原冶炼工艺中在电弧炉内完成的合金钢、特殊钢的脱氧、合金化、除气、去夹杂的电炉“重头戏”移到炉外精炼炉去进行了。
电弧炉及转炉皆变为只须向炉外精炼炉提供含碳、硫、磷、温度、合金化合格或基本合格的钢水就算完成任务的炼钢初炼炉。
改变和结束了原电弧炉的熔时长(三个多小时)、老三期操作(熔化期、氧化期、还原期)以及产量低、渣量大、炉容小、成本高的状况。
2、炉容大型化随着电炉—炉外精炼—连铸—直接轧材工艺的发展,这种短流程(相对于焦化、烧结—高炉—转炉—炉外精炼炉—连铸—)轧材工艺而言的轧机产量要求电炉与之相匹配,例如长材年产50-80 万t、板材100-200 万t 、热轧卷年产200万t以上,因此单一匹配电炉的炉容量和生产率,生产速率必须与轧机相衔接.目前, 较多采用公称炉容量80-120万t 左右的电弧炉,从趋势看炉容量仍在提高。
变压器向超高功率发展(1000KV A/t)。
3 、电炉转炉化氧气顶吹转炉依靠铁水为原料,吹氧冶炼故冶炼周期短(20min左右),产量高,即获得了比电炉高的多的生产率和生产速率( 科技工作者在20 世纪50年代在电弧炉上吹氧(炉门和炉顶)兑入约30%~50%的铁水(EOF 炉),把转炉的工艺优势移植过来,电炉的冶炼周期大大缩短,目前均在45min 左右( 故电炉顶吹氧、热装铁水、电炉双炉壳很快得到推广。
4、电弧炉钢产量大幅增长在上述三项电炉自身工艺变化的同时,随着社会发电技术,能力的增长(核电站、水力发电等)及社会废钢量的增加,直接还原铁DRI、HBI、Fe3C 技术工艺的发展,都为电弧炉快速发展提供了条件. 因此,世界各国电弧炉钢产量由1950 年占世界总产钢量的6.5%增至1990 年的27.5% , 2003 年的36%.5、提质、降耗、防污染使电弧炉获得新的活力电弧炉使用废钢为原料与使用高炉铁水的转炉相比,总能耗是高炉-转炉工艺的1/2~1/3。
从两种工艺排放出的CO2气体污染源的数量看,电弧炉为641kg/t钢, 高炉-转炉工艺为1922kg/t钢,是高炉-转炉工艺的1/3.电弧炉在上述优势的基础上,近几年加之采用的钢水搅拌(电磁搅拌、底吹Ar 气、直流炉等)、炉底出钢(EBT和RBT)等新技术,使电弧炉终点钢水的气体含量(N.H.O)、非金属夹杂物含量也大幅下降,无疑提高了钢水的质量。
新的电弧炉废钢预热技术(SSF 坚式电炉、con-steel 康钢电炉、 danieei丹尼利电炉)降低电炉电极消耗的直流炉、高阻抗交流炉及泡沫渣等技术、氧焰烧嘴技术、超高功率等技术的投入使电弧炉冶炼电耗一般降至400Kh/t 左右, 电极消耗从原4-5Kg/t 降至1-2Kg/t、冶炼周期一般在50min 以下.随着环保治理从控制污染排放总量和末端治理阶段已进入实施清洁生产阶段,要求电弧炉采取措施使废气、烟尘、燥声达标之外,还应减少污染源及对CO、NOX、二恶英、SO2的治理措施( 在采用直流电弧炉和高阻抗低电流的技术后使电弧炉闪烁、高次谐波的电网污染也大大减少。
二、电弧炉近期目标及技术措施1、目标:生产率达7000 炉次/年,通电时间缩短到20~25min,冶炼周期≤45min ,冶炼电耗(全废钢) ≤350KWh/t, 电极消耗≤1Kg/t.2、措施:超高功率供电,比功率达到1000KV A/t,强化冶炼,供O2强度达到0.8-1.0Nm3/t.min,提高化学能输入。
废钢预热,平均预热温度≥600℃。
连续加料,缩短加料时间。
提高炉龄,缩短补炉时间。
炉外精炼炉外精炼概述炉外精炼是指在电弧炉、转炉之外的钢包内完成对钢水的精炼提纯任务(AOD 炉不是在钢包内进行) ,故又可将电弧炉、转炉成为初炼炉。
精炼炉始于电弧炉外的钢包精炼炉, 20 世纪90 年代推广于氧气顶吹转炉的钢包精炼炉。
近20 年工业发达国家要求提高钢材的纯净度改善钢材的性能, 例如: 为提高轴承钢的疲劳寿命, 要求控制钢中T[O]≤10×10- 6;为保证深冲钢的深冲性,要求控制钢中C+N≤50×10- 6; 为提高输油管抗H2S腐蚀能力, 要求控制钢中[S]≤5×10- 6 等。
大量生产这些高附加值纯净钢仅依靠电弧炉、转炉是非常困难的。
因此, 炉外精炼工艺与装备迅速普及推广。
在日本、欧洲先进的钢铁生产国家, 炉外精炼比超过90%,其中真空精炼比超过50%, 有些钢厂已达到100%。
近十多年我国的钢铁企业已基本装备了各种不同类型的精炼炉。
一、炉外精炼的冶金功能及精炼技术1 、冶金功能(1) 熔池搅拌功能, 均匀钢水成分和温度, 保证钢材质量均匀。
可通过惰性气体、电磁、机械等方法搅拌。
(2) 提纯精炼功能, 通过钢渣反应, 真空冶炼以及喷射冶金等方法, 去除钢中S、P、C、N、H、O 等杂质和夹杂物, 提高钢水纯净度。
(3) 钢水升温和控温功能, 精确控制钢水温度。
(4)合金化功能, 对钢水实现窄成分控制。
(5) 生产调节功能, 均衡、衔接炼钢———连铸的节奏。
2 、精炼技术(1) 渣洗精炼: 精确控制炉渣成分, 通过渣—钢反应实现对钢水的提纯精炼。
主要用于钢水脱氧、脱硫和去除钢中夹杂物。
渣洗精炼可分为炉渣改质( 加入炉渣改质剂, 如CaO- Al 系或CaO- CaC2- Al 系) 及合成渣洗。
可使钢水[S]%控制在10×10- 6 以下。
(2) 真空精炼, 在真空条件下实现钢水的提纯精炼。
通常工作压力≥50 Pa, 适用于对钢液脱气、脱碳和用碳脱氧等反应过程。
(3) 喷射冶金, 通过载气将固体颗粒反应物喷入熔池深处, 造成熔池的强烈搅拌并增大反应面积。
固体颗粒上浮过程中发生熔化、熔解, 完成固—液反应, 提高精炼效果。
当渣中Fe<0.5%, 炉渣碱度R≥8 时,钢—渣间硫的分配比可达500, 脱硫率达80%以上, 处理终点硫可<10×10- 6。
二、炉外精炼设备的选型及配置条件1 选型原则1.1 以钢种为中心, 正确选择精炼设备CAS- OB 是最简单的非真空精炼设备, 多适用于普碳钢、低合金钢等以化学成分交货的钢种。
LF有很强的清洗精炼和加热功能, 适宜冶炼低氧钢、低硫钢和高合金钢。
VD脱碳能力弱( 受钢包净高度的限制) , 具备一定的钢渣精炼功能, 适宜生产重轨、轴承、齿轮等气体含量和夹杂物要求严格的优质钢种。
RH脱碳能力强, 适宜大量生产超低碳钢、IF 钢( 低N 无间隙钢) 。
VOD、AOD 等门用于生产不锈钢。
此外, 经常采用不同功能的精炼炉组合使用, 如CAS- RH LF- RH LF- VD AOD- VOD。
1.2 初炼炉———精炼炉———连铸生产能力匹配转炉因生产周期短、节奏快、适宜选用CAS 或RH电炉冶炼, 周期一般60 min, 可选用LF 或VD。
1.3 提高炉外精炼比针对目前多数钢厂增设了炉外精炼设备后使用率不高的问题, 因此对非真空精炼的LF 炉、CAS- OB炉设备日历作业率应>90%, 真空精炼设备的RH、VD等设备作业率应>60%。
而整个炼钢厂炉外精炼比应>95%, 当然应注意钢种适路、生产节奏匹配, 设备维修和生产成本。
2 炉外精炼设备的配套条件2.1 出钢挡渣工艺, 要求钢包下渣量<30 mm 厚。
2.2 出钢时钢包渣改质技术, 要求炉渣改质后包渣碱度R≥2.5, ( FeO+MnO) ≤3%, 注意Al2O3 夹杂物的数量、颗粒度。
2.3 钢包全程保护浇注技术, 防止钢水二次氧化、吸N2。
2.4 钢水保温技术, 大包、中包高温烘烤, 加盖加保温剂。
2.5 大包自动开浇, 一次开浇率≥90%, 底吹Ar 开吹率≥95%。
2.6 耐火材料、保护渣配套, 防止钢水吸O2, 吸N2 和增碳。
三、洁净钢精炼1 低氧钢精炼1.1 硬线钢丝、钢轨、轴承钢、弹簧钢等中、高碳合金钢、优质钢, 对钢中夹杂物有严格的要求, 为保证钢材质量, 必须采用低氧钢精炼工艺, 要求;(1) 严格控制钢中总氧含量T[O]≤25×10- 6, 对轴承钢为提高钢材的疲劳寿命, 要求T[O]≤10×10- 6。
(2) 严格控制夹杂物形态, 避免出现脆性Al2O3 夹杂物。
如, 硬线钢要求控制钢中Al2O3≤25%, 为此需控制钢水含Al 量≤4×10- 6, 即采用无铝脱氧工艺。
(3) 严格控制夹杂物的粒度, 避免大型夹杂物出现。
1.2 低氧钢精炼工艺。
(1) 精确控制炼钢终点, 实现高碳出钢, 防止钢水过氧化。
(2) 严格控制出钢下渣量, 碱度R≥3.5, 渣中Al2O3为25%~30%, ( FeO+MnO) ≤1.0%( 最好<0.5%) , 实现炉渣对钢水的扩散脱氧, 同时完成脱硫任务。
(3) 白渣精炼后, 喂入Si- Ca 线。
(4) 冶炼轴承钢等超低氧钢( T[O]<10×10-6) 时, LF 炉白渣精炼后应采用VD炉真空脱气, 脱硫之后加Al 深脱氧, 喂Si-Ca线变性处理。
(5) 连铸钢水过热度≤20℃, 波动在≤±10℃, 防止中心疏松和成分偏析。
(6) 连铸全程保护浇注, 使用低粘度保温性能好的速溶保护渣, 控制液面高度, 防止卷渣。
2 超低氮钢精炼氮在钢中的作用具有二重性: 做为固溶强化元素提高钢材的强度; 做为间隙原子显著降低钢的塑性。
对于深冲钢, 一般要求控制[N]≤25×10- 6。
冶炼超低N 钢主要依靠真空脱气, 但真空脱N 效率不高。
对于RH 生产[N]≤30×10- 6 的超低N 钢有很大困难, 采用以下措施有利于提高真空脱N 效率;(1) 提高钢水纯净度, 降低钢中S、O 含量, 因表面活性元素S、O 的存在会明显降低脱N 效率。
(2) 改善RH 真空密封结构, 防止大气中N2 向钢中渗透、扩散。
(3) 喷吹还原气体如H2, 有利于提高脱N 速度。
(4) 喷吹细小Fe2O3 粉末, 有利于真空脱N。
由于真空脱N 的效率不高, 因此超低N 钢的冶炼必须通过炼钢全流程进行控制, 特别是生产[N]≤20×10-6 的超低N 钢应综合采取下述措施:(1) 提高转炉脱碳强度, 保持炉内微正压, 用CO 洗涤钢水, 实现脱N。
(2) 改善终点操作, 提高终点脱碳速度和终点命中率, 减少倒炉次数。
(3) 沸腾出钢, 防止出钢时钢水吸N2。
(4) 真空下进一步降低钢水S、O 含量, 采取措施提高真空脱N 的效率。