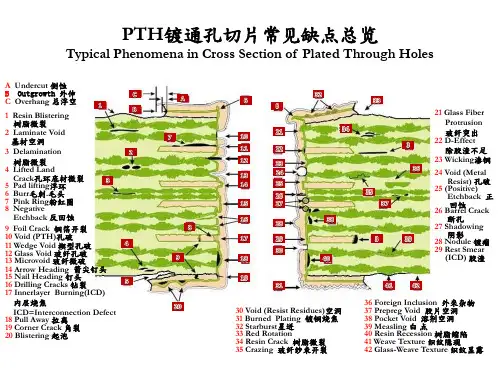
PTH镀通孔切片常见缺点总览TypicalPhenomenainCrossSectionof
- 格式:ppt
- 大小:631.00 KB
- 文档页数:2
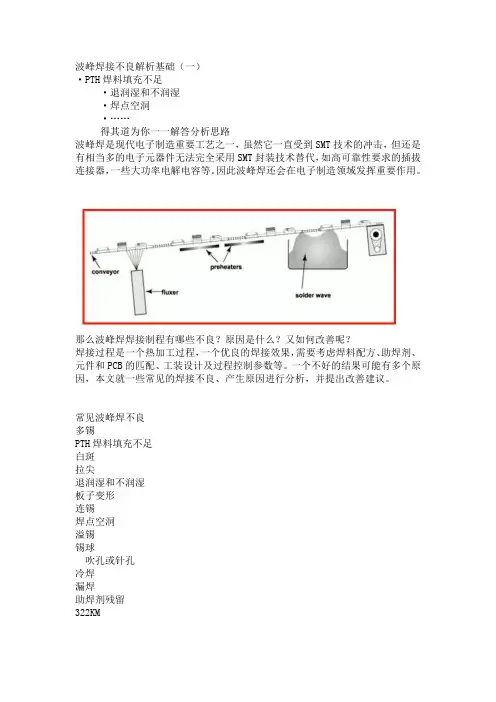
波峰焊接不良解析基础(一)·PTH焊料填充不足·退润湿和不润湿·焊点空洞·……得其道为你一一解答分析思路波峰焊是现代电子制造重要工艺之一,虽然它一直受到SMT技术的冲击,但还是有相当多的电子元器件无法完全采用SMT封装技术替代,如高可靠性要求的插拔连接器,一些大功率电解电容等。
因此波峰焊还会在电子制造领域发挥重要作用。
那么波峰焊焊接制程有哪些不良?原因是什么?又如何改善呢?焊接过程是一个热加工过程,一个优良的焊接效果,需要考虑焊料配方、助焊剂、元件和PCB的匹配、工装设计及过程控制参数等。
一个不好的结果可能有多个原因,本文就一些常见的焊接不良、产生原因进行分析,并提出改善建议。
常见波峰焊不良多锡PTH焊料填充不足白斑拉尖退润湿和不润湿板子变形连锡焊点空洞溢锡锡球吹孔或针孔冷焊漏焊助焊剂残留322KMPTH焊料填充不足镀通孔焊料填充不足,是指孔内的焊料填充高度没有达到IPC要求(PCB厚度的50%或75%),或者没有达到客户要求,影响焊点的可靠性。
∙如果不良总是发生于相同元件,原因可能是托盘设计有阴影效应(夹具外壁与焊接表面空间过小),减少了熔锡与待焊表面的接触面积。
此时的改善措施是局部削薄托盘(合成石材料最小保留0.5mm厚度)或者改用更薄的钛合金(最小保留0.2mm厚度)。
∙焊接表面氧化、污染等也会导致上锡不足,此时,应该对元件引脚或孔壁表面进行元素分析找出污染物和污染源;当然,改用活性更强的助焊剂会对不良有所改善。
∙孔径不匹配,通孔与接地大铜箔连接也会导致填充不足,尤其是大电解电容,这种情况需要通过提前的DFM进行设计改善,如重新设计铜孔,用花盘设计,降低焊接时的热量散失。
∙∙如果不良位置不固定,则有可能是铜孔被污染了,影响了可焊性;也有可能是助焊剂喷涂不够、不均匀等,波峰高度不足也会产生上锡不足。
∙温度也是影响因素之一。
预热不足时,助焊剂活性降低;焊接温度不够会使得熔锡在孔内爬升动能不足,最终造成填充不足。
镀通孔7.1製程目的雙面板以上完成鑽孔後即進行鍍通孔(Plated Through Hole , PTH)步驟,其目的使孔壁上之非導體部份之樹脂及玻纖束進行金屬化( metalization ), 以進行後來之電鍍銅製程,完成足夠導電及焊接之金屬孔壁。
1986年,美國有一家化學公司Hunt 宣佈PTH不再需要傳統的貴金屬及無電銅的金屬化製程,可用碳粉的塗佈成為通電的媒介,商名為"Black hole"。
之後陸續有其他不同base產品上市, 國內使用者非常多. 除傳統PTH外, 直接電鍍(direct plating)本章節也會述及.7.2製造流程去毛頭→除膠渣→PTHa一次銅7.2.1. 去巴里(deburr)鑽完孔後,若是鑽孔條件不適當,孔邊緣有1.未切斷銅絲2.未切斷玻纖的殘留,稱為burr.因其要斷不斷,而且粗糙,若不將之去除,可能造成通孔不良及孔小,因此鑽孔後會有de-burr製程.也有de-burr是放在Desmear之後才作業.一般de-burr是用機器刷磨,且會加入超音波及高壓沖洗的應用.可參考表4.1.7.2.2. 除膠渣(Desmear)A.目的:a. Desmearb. Create Micro-rough增加adhesionB. Smear產生的原因:由於鑽孔時造成的高溫Resin超過Tg值,而形成融熔狀,終致產生膠渣。
此膠渣生於內層銅邊緣及孔壁區,會造成P.I.(Poor lnterconnection)C. Desmear的四種方法:硫酸法(Sulferic Acid) 、電漿法(Plasma)、鉻酸法(Cromic Acid)、高錳酸鉀法(Permanganate).a. 硫酸法必須保持高濃度,但硫酸本身為脫水劑很難保持高濃度,且咬蝕出的孔面光滑無微孔,並不適用。
b. 電漿法效率慢且多為批次生產,而處理後大多仍必須配合其他濕製程處理,因此除非生產特殊板大多不予採用。
电镀不良对策一镀层品质不良的发生多半为电镀条件,电镀设备或电镀药水的异常,及人为疏忽所致.通常在现场发生不良时比较容易找出原因克服,但电镀后经过一段时间才发生不良就比较棘手.然而日后与环境中的酸气,氧气,水分等接触,加速氧化腐蚀作用也是必须注意的.1.表面粗糙:指不平整,不光亮的表面,通常成粗白状(1)可能发生的原因: (2)改善对策:1.素材表面严重粗糙,镀层无法覆盖平整. 1.若为素材严重粗糙,立即停产并通知客户.2.金属传动轮表面粗糙,且压合过紧,以至于压伤. 2.若传动轮粗糙,可换备用品使用并检查压合紧度.3.电流密度稍微偏高,部分表面不亮粗糙(尚未烧焦) 3.计算电流密度是否操作过高,若是应降低电流4.浴温过低,一般镀镍才会发生) 4.待清晰度回升再开机,或降低电流,并立即检查温控系统.5.PH值过高或过低,一般镀镍或镀金(过低不会)皆会发生. 5.立即调整PH 至标准范围.6.前处理药液腐蚀底材. 6.查核前处理药剂,稀释药剂或更换药剂2.沾附异物:指端子表面附著之污物.(1)可能发生的原因: (2)改善对策:1.水洗不干净或水质不良(如有微菌). 1.清洗水槽并更换新水.2.占到收料系统之机械油污. 2.将有油污处做以遮蔽.3.素材带有类似胶状物,于前处理流程无法去除. 3.须先以溶剂浸泡处理.4.收料时落地沾到泥土污物. 4.避免落地,若已沾附泥土可用吹气清洁,浸透量很多时,建议重新清洗一次.5.锡铅结晶物沾附 5.立即去除结晶物.6刷镀羊毛?纤维丝 6.更换羊毛?并检查接触压力.7.纸带溶解纤维丝. 7.清槽.8.皮带脱落屑. 8.更换皮带.3.密著性不良:指镀层有剥落.起皮,起泡等现象.(1)可能发生的原因: (2).改善对策:1.前处理不良,如剥镍. 1.加强前处理.2.阴极接触不良放电,如剥镍,镍剥金,镍剥锡铅. 2.检查阴极是否接触不良,适时调整.3.镀液受到严重污染. 3.更换药水4.产速太慢,底层再次氧化,如镍层在金槽氧化(或金还原),剥锡铅. 4,电镀前须再次活化.5.水洗不干净. 5.更换新水,必要时清洗水槽.6.素材氧化严重,如氧化斑,热处理后氧化膜. 6.必须先做除锈及去氧化膜处理,一般使用化学抛光或电解抛光.7.停机化学置换反应造成. 7.必免停机或剪除不良品8,操作电压太高,阴极导电头及镀件发热,造成镀层氧化. 8.降低操作电压或检查导线接触状况9,底层电镀不良(如烧焦),造成下一层剥落. 9.改善底层电镀品质.10.严重.烧焦所形成剥落 10.参考NO12处理对策.4.露铜:可清楚看见铜色或黄黑色于低电流处(凹槽处)(1)可能发生原因: (2)改善对策:1.前处理不良,油脂,氧化物.异物尚未除去,镀层无法析出. 1.加强前处理或降低产速2.操作电流密度太低,导致低电流区,镀层无法析出. 2.重新计算电镀条件.3镍光泽剂过量,导致低电流区,镀层无法析出 3.处理药水,去除过多光泽剂或更新.4.严重刮伤造成露铜. 4.检查电镀流程,(查参考NO5)5.未镀到. 5.调整电流位置.5刮伤:指水平线条状,一般在锡铅镀层比较容易发生.(1)可能发生的原因: (2)改善对策:1.素材本身在冲压时,及造成刮伤. 1.停止生产,待与客户联系.2.被电镀设备中的金属制具刮伤,如阴极头,烤箱定位器,导轮等. 2.检查电镀流程,适时调整设备和制具.3.被电镀结晶物刮伤. 3.停止生产,立即去除结晶物.6.变形(刮歪):指端子形状已经偏离原有尺寸或位置.(1)可能发生的原因: (2)改善对策:1.素材本身在冲压时,或运输时,即造成变形. 1.停止生产,待与客户联系.2.被电镀设备,制具刮歪(如吹气.定位器,振荡器,槽口,回转轮) 2.检查电镀流程,适时调整设备和制具.3.盘子过小或卷绕不良,导致出入料时刮歪 3.停止生产,适时调整盘子4.传动轮转歪, 4.修正传动轮或变更传动方式.7壓傷:指不規則形狀之凹洞可能發生的原因:改善對策:1)本身在沖床加工時,已經壓傷,鍍層無法覆蓋平整2)傳動輪松動或故障不良,造成壓合時傷到 1)停止生産,待與客戶聯2)檢查傳動機構,或更換備品8白霧:指鍍層表面卡一層雲霧狀,不光亮但平整可能發生的原因:1)前處理不良2)鍍液受污染3)錫鉛層愛到酸腐蝕,如停機時受到錫鉛液腐蝕4)錫鉛藥水溫度過高5)錫鉛電流密度過低6)光澤劑不足7)傳致力輪髒污8)錫鉛電久進,産生泡沫附著造成改善對策:1)加強前處理2)更換藥水並提純污染液3)避免停機,若無法避免時,剪除不良4)立即檢查溫控系統,並重新設定溫度5)提高電流密度6)補足不澤劑傳動輪7)清潔傳動輪8)立即去除泡沫9針孔:指成群、細小圓洞狀(似被鍾紮狀)可能發生的原因:改善對策:1.操作的電流密度太 1.降低電流密度2.电镀溶液表面张力过大,湿润剂不足。
镀通孔(PTH)孔微蚀处理问题及对策
微蚀处理
1.问题:蚀刻速率过慢或不起微蚀作用
原因:
(1)如采用过硫酸铵微蚀液,则溶铜量超标
(2)如采用硫酸/双氧水,可能两成份中其中一个含量不足或溶铜量超标
(3)槽液温度过低
(4)槽液受孔清洁调整液的污染
解决方法:
(1)应按照工艺规定,换新溶液。
(2)进行分析或调整。
(3)检测并检查加热装置是否失效。
(4)应按照工艺规定进行重新配制。
2.问题:硫酸/双氧水微蚀刻液蚀刻速率太快及溶液温度升高
原因:
(1)溶液中双氧水含量过多
(2)处理的板量过多
(3)特别重新返工的PTH的板有时带入钯成份而加快双氧水的分解
解决方法:
(1)分析和调整(按工艺规定执行)。
(2)应按槽液量,测算出最佳的处理多少面积板。
(3)重做的PTH板要采用另外槽液去剥离化学镀铜层,彻底清洗后再进入微蚀槽进行微蚀处理。
3.问题:微蚀后的板表面产生条纹或微蚀不足
原因:
(1)经孔清洁调整液处理后清洗不干净
(2)孔清洁调整溶液的润湿剂与微蚀液不妆容
(3)清洁剂除污效果差
(4)微蚀处理不够,基板表面仍呈现光亮
(5)基体铜与化学铜层附着力差,说明微蚀不够或后清洗不足所至
解决方法:
(1)加强清洗,减少带出清洁调整液机会。
(2)采用互相兼容的处理液或采用同一厂商生产的药品品牌。
(3)按工艺要求调整溶液的温度、浓度及处理时间。
(4)检测蚀刻速率并按工艺规定进行更换或调整。
(5)检查及改善微蚀效果并加强后清洗。
PTH铜镀层结晶缺陷及失效机理研究PTH铜镀层结晶缺陷及失效机理研究涂运骅,孙效燕,李松,许云霞,刘桑,居远道-华为技术有限公司摘要:随着高密度趋势的演进,镀通孔(PTH,PlatedThroughHole)的厚径比越来越大,其自身的可靠性以及PCB可靠性设计方法均得到了充分的研究。
值得关注的是,这种趋势也对制造提出了更高的要求,因为铜镀层的结晶状况被认为是影响可靠性表现的关键因素之一。
本文从一个实际的案例出发,探讨了铜镀层结晶对于可靠性的影响,提出了异常结晶的失效机理与规避建议。
PTH的可靠性,尤其是高厚径比的PTH孔的可靠性问题引起了业内的普遍关注,并进行了持续的研究投入[1-7]。
各厂商包括华为在内,都根据自身产品特点提出了增强可靠性设计方法,例如增加内层无功能孔盘[2-3]、合适的板厚限制、材料选择[4-6]等,甚至还建立了孔疲劳的加速模型[7]。
当然,采取这些措施后得到一些不同的结果,我们需要进一步地加以研究。
可是也有很多人认为,板上的PTH不是最薄弱点,我们的目光应该转移到其它问题,比如无铅焊点令人"捉摸不定"的长期可靠性问题、焊点的界面微洞问题等。
然而,PTH的可靠性并不唯一取决于设计因素,PTH孔铜,像其它金属材料一样,其力学性能取决于它的微观组织与结构,可事实上我们对此却关注得很少。
究其原因,一是普遍认为通孔的可靠性是设计问题,对制造的相关环节往往由制造商自行解决,在铜结晶方面到目前还没有任何一个标准提及,所以没有引起足够的重视;二是微观研究依赖更精密的设备,电镀铜的晶粒一般在微米级,其晶粒缺陷尺度更小,必须采用SEM/TEM(扫描电子显微镜/透射电子显微镜)等分析方法,超出了常规检测的范围(通常的来料检验,一般使用金相显微镜就可以了)。
反观金属结构件,由于晶粒尺寸比电镀金属大1-2个数量级,所以铁和铜等材料的组织及结构已经得到了深入系统的研究。
值得庆幸的是,电镀与铸造、轧制等成型方式相比只是结晶的驱动力、动力学行为有差异而已,并没有本质上的不同,传统的金相组织结构理论以及研究方法均适用于电镀铜。
相显微镜进行观察,并根据相关公式计算均镀能力。
对硫酸浓度、硫酸铜浓度及电流密度三个水平因子展开正交实验设计,其中硫酸浓度设置为从185g/L 增加至225g/L,电流密度设置为1.25A/dm 2增加至1.75A/dm 2,硫酸铜浓度从55g/L 增加至95g/L。
然后依据根据金相观察结果确定最佳电镀工艺参数。
3 分析与讨论图1和式1[6]分别是均镀能力计算的示意图和计算公式。
其中,Tp 表示PTH 孔的均镀能力;A 和B、C 和D 分别表示PCB 板上表面铜厚及下表面铜厚,E 和F 则表示PTH 孔的中心铜厚。
3.1 电镀工艺参数对镀液深度能力的影响表2是硫酸铜浓度变化对PTH 孔均镀能力及孔铜厚度的影响情况,从表中可以看出,随着硫酸铜浓度地升高,PTH 孔的均镀能力及孔铜厚度都在不断地呈下降趋势。
当硫酸铜浓度增大的时候,铜离子的浓度会随之而增加。
因为PTH 孔径较小,镀液交换速率远远不及PCB 表面,此时PCB 表面的铜离子浓度远远高于孔内的铜离子浓度,并因此而造成一个较大的浓度梯度。
由法拉利电驴可知,在电流密度一定的条件下,PTH 孔内的铜离子较之PCB 板面的铜离子,在电镀过程中始终处于劣势。
因此,PTH 孔内铜离子的沉积速率会随之而减小,从而导致孔铜厚度减小及均镀能力也降低。
表2 硫酸铜浓度对均镀能力及孔铜厚度的影响情况1 引言随着电子技术的高速发展,电子产品及设备所需印制电路板(PCB,Printed circuit board)的层数越来越高,布线密度越来越大,导通孔(PTH,Plated Through Hole)的孔径也随之越来越小[1-2]。
一般而言,纵横比定义为板厚与最小导通孔的孔径之比值。
纵横比越大,则意味着电镀药水进入最小PTH 孔中完成药水交换及电镀的难度也就越大[4]。
如果因纵横比过大导致最小PTH 孔内药水更新速度无法满足电镀对铜离子的需求,那么最会造成孔壁少铜或是无铜的现象出现。
字号:大中小PCB金属化孔镀层缺陷成因分析及对策1 前言金属化孔质量与多层板质量及可靠性息息相关。
金属化孔起着多层印制线路电气互连的作用。
孔壁镀铜层质量是印制板质量的核心,不仅要求镀层有合适的厚度、均匀性和延展性,而且要求镀层在288℃热冲击10秒不能产生断裂。
因为孔壁镀铜层热冲击断裂是一种致命的缺陷,它将造成内层线路间和内层与外层线路之间断路;轻者影响线路断续导电,重者引起多层板报废。
目前,印制板生产中经常出现的金属化孔镀层缺陷主要有:金属化孔内镀铜层空洞、瘤状物、孔内镀层薄、粉红圈以及多层板孔壁与内层铜环连接不良等。
这些缺陷的绝大多数将导致产品报废,造成严重的经济损失,影响交货期。
2 金属化孔镀层主要缺陷的产生原因及相应对策我们首先简单回顾一下多层印制板的制造工艺过程。
下料制板蚀刻黑化层压钻孔去沾污及凹蚀处理孔金属化全板电镀制板图形电镀脱膜蚀刻丝印阻焊热风整平丝印字符本文将从钻孔工序、孔壁去树脂沾污及凹蚀处理工序、电镀及多层板层压工序等几个方面,分析金属化孔镀层的主要缺陷及产生原因,阐述如何优化工艺参数,进行严格的工艺及生产管理,以保证孔化质量。
2.1 钻孔工序大多数镀层空洞部位都伴随出现钻孔质量差引起的孔壁缺陷,如孔口毛刺、孔壁粗糙、基材凹坑及环氧树脂腻污等。
由此造成孔壁镀铜层空洞,孔壁基材与镀层分离或镀层不平整。
下面,将对孔壁缺陷的成因及所采取的措施进行阐述:2.1.1 孔口毛刺的产生及去除无论是采用手工钻还是数控钻,也无论是采用何种钻头和钻孔工艺参数,覆铜箔板在其钻孔过程中,产生毛刺总是不可避免的。
孔口毛刺对于金属化孔质量的影响历来不被人们所重视,但对于高可靠性印制板的金属化孔质量来讲,它却是一个不可忽视的因素。
首先,孔口毛刺会改变孔径尺寸,导致孔径入口处尺寸变小,影响元器件的插入。
其次,凸起或凹陷进入孔内的铜箔毛刺,将影响孔金属化过程中电镀时的电力线分布,导致孔口镀层厚度偏薄和应力集中,从而使成品印制板的孔口镀铜层在受到热冲击时,极易因基板热膨胀所引起的轴向拉伸应力造成断裂现象。
PCB镀通孔发生“空洞”的根本原因和对策林金堵 吴梅珠摘 要 文章概述了多层板镀通孔发生“空洞”的根本原因与对策。
基材、钻孔、孔壁粗糙度、孔尺寸、化学镀铜和电镀铜等都会影响PTH的“空洞”问题。
关键词 镀通孔;镀层“空洞”;镀层附着力;高性能基材;孔壁表面状态;化学镀铜中图分类号:TN41 文献标识码:A 文章编号:1009-0096(2010)4-0031-06The Basic and Countermeasureof the Plated Through Hole Voiding in PCBLIN Jin-du WU Mei-zhuAbstract The paper describes the basic and countermeasure of the plated through hole voiding in PCB. The substrate material, drilling hole, hole-wall topography, hole size, electroless copper, and plated copper can signi fi cantly impact the hole-wall voids, adhesion, and reliability of the PTH.Key words PTH(Plated Through-Hole); hole-wall voids; hole-wall adhesion; high-performance substrate; hole-wall topography; electroless copper目前,多层板随着高密度化发展和无铅化焊接要求等条件下,层间连接的导通孔面临着产生“空洞”等缺陷,其可靠性方面面临着严厉而复杂的挑战。
这些挑战:(1)是导通孔高厚径比(孔微小化和高多层化)化和盲孔化等带来孔金属化与电镀的复杂困难度;(2)是无铅化要采用更高的T d 、T g 温度的CCL (高性能)材料所带来“导通孔”的加工新问题;(3)由于无铅化焊接要求有耐更高的焊接温度、更长的高温焊接时间和快速的冷却速度,因此,导通孔内的铜镀层,不仅要有更好的延展性,而且更重要地是要与孔壁有更好的结合力,才能经得起更高的焊接条件的考验;(4)是所制造的成品要经得起更高幅度的多次“热循环”、“热冲击”(更高温度和更长的高温停留时间)等的“老化(可靠性)”考验。
镀通孔制程目的双面板以上完成钻孔後即进行镀通孔(Plated Through Hole , PTH)步骤,其目的使孔壁上之非导体部份之树脂及玻纤束进行金属化( metalization ), 以进行後来之电镀铜制程,完成足够导电及焊接之金属孔壁。
1986年,美国有一家化学公司Hunt 宣布PTH不再需要传统的贵金属及无电铜的金属化制程,可用碳粉的涂布成为通电的媒介,商名为"Black hole"。
之後陆续有其他不同base产品上市, 国内使用者非常多. 除传统PTH外, 直接电镀(direct plating)本章节也会述及.制造流程去毛头→除胶渣→PTHa一次铜去巴里(deburr)钻完孔後,若是钻孔条件不适当,孔边缘有1.未切断铜丝2.未切断玻纤的残留,称为burr.因其要断不断,而且粗糙,若不将之去除,可能造成通孔不良及孔小,因此钻孔後会有de-burr制程.也有de-burr是放在Desmear之後才作业.一般de-burr是用机器刷磨,且会加入超音波及高压冲洗的应用.可参考表.除胶渣(Desmear)A.目的:a. Desmearb. Create Micro-rough增加adhesionB. Smear产生的原因:由於钻孔时造成的高温Resin超过Tg值,而形成融熔状,终致产生胶渣。
此胶渣生於内层铜边缘及孔壁区,会造成.(Poor lnterconnection)C. Desmear的四种方法:硫酸法(Sulferic Acid) 、电浆法(Plasma)、铬酸法(Cromic Acid)、高锰酸钾法(Permanganate).a. 硫酸法必须保持高浓度,但硫酸本身为脱水剂很难保持高浓度,且咬蚀出的孔面光滑无微孔,并不适用。
b. 电浆法效率慢且多为批次生产,而处理後大多仍必须配合其他湿制程处理,因此除非生产特殊板大多不予采用。
c. 铬酸法咬蚀速度快,但微孔的产生并不理想,且废水不易处理又有致癌的潜在风险,故渐被淘汰。
37 Prepreg Void P 片空洞33 Pad Rotation 焊盘旋转34 Resin Crack 树脂微裂35 Crazing 玻纤纱束裂开36 Foreign Inclusion 外来异物29 Rest Smear 胶渣30 Void 空洞31 Burned Plating 电镀烧伤32 Starburst 星迸22 D-Effect 除胶不尽23 Wicking 渗铜(灯芯效应)24 Void (Metal Resist) 孔破25 Positive Etchback 正回蚀26 Barrel Crack 孔壁铜层断裂27 Shadowing 盲区28 Nodule 镀瘤1 Resin Blistering 树脂微裂8 Negative Etchback 负回蚀7 Pink Ring 粉红圈6 Burr 毛刺、披峰10 Void (PTH) 孔破20 Blistering 起泡16 Drilling Cracks 钻孔裂纹17 Innerlayer Burning 内层烧伤18 Pull Away 铜与基材脱离Designed by Physical Laboratory Guang Zhou Meadville Electronics co., Ltd.2 Laminate Void 基材空洞3 Delamination 树脂分层4 Lifted Land Crack 焊盘微裂5 Pad lifting 焊盘浮起9 Foil Crack 铜箔开裂19 Corner Crack 角裂PTH 镀通孔切片常见缺点总览Typical Phenomena in Cross Section of Plated Though Holes15 Nail Heading 钉头11 Wedge Void 楔形空洞12 Glass Void 玻纤孔破13 Microvoid 玻纤微破14 Arrow Heading 箭头42 Glass-Weave Texture 织纹显露A Undercut 侧蚀B Outgrowth 外伸C Overhang 悬垂21 Glass Fiber Protrusion 玻纤突出40 Resin Recession 树脂回缩39 Measling 白点38 Pocket Void 溶剂空洞41 Weave Texture织纹隐现。
PCB常见缺陷知识整理分享一一、基材缺陷:1.白点:在玻璃纤维经纬交织处,树脂与点间发生局局部离崖生缝隙,因光折射而看到的基材内之小白圆点.2.白斑:基材内局部的玻纤布与环氧树脂之间,或布材本身的纱束之间出现分裂,由外表可看到白色区域的现象.3.凹陷:铜面呈现缓和均匀的下陷.〔如限度样品〕4.针孔:目视铜面上可见类似针尖状小点.5.毛头:板边出现粗糙的基材纤维或不平整凹凸状的铜屑.6.织纹显露:板材外表的树脂层已经破损流失,致使板内的玻纤布曝露出来,板面呈现白色条状“ +〞的情形.7.气泡:指多层板金属层与树脂层之间或各玻纤布间的局部区域发生膨胀及分层,面积在0.16加2以上.8.基材分层:指压合基材中层次间的别离,或是基材与导体铜箔之别离;或电路板内任何其它平面性的别离.9.基材异物〔外来夹杂物〕:指绝缘体材料内都可能陷入的金属或非金属杂物,距离最近导体在0.125mm以外时可允收.10.织纹霸显:基材外表玻纤布之织纹已可察见,但没有断裂玻纤织纹仍被树脂所完全覆盖.11.板皱:基材外表出现的波纹状或V状下陷.二、内印缺陷:1.显影过度:因曝光能量缺乏或显影速度过慢使不该显影掉的油墨被显影掉,油墨过缘呈现不平锯齿状.2.显影不净:被显影掉油墨的铜面上残留一层很薄的油墨,使铜面无光泽呈现白雾状.3.内短:内层因残铜或P.P胶绝缘不良而致使同一层相隔区域间或层间短路.4.内断:因内层线路断开,螃蟹脚被咬蚀掉或孔壁与螃蟹脚隔离而造成内层或层与层间断开.5.裁板不良:裁板到成型线以内.6.内层偏移:内层对位对准度不够,使内层图形向一方偏移. 〔如限度样品〕7.板面残胶:板面残留有软性胶状物质.8.点状断线:经蚀刻后板面线路上有细小的点状断路.9.线细:线径低于客户要求之下限或原稿线径之20%.10.线路锯齿:线路局部缺口,凸点交错呈现锯齿状.11.刮伤:板面镀层或涂覆层因外力受损,且超过其厚度的20%以上.12.残铜:客户内层设计线路不应留铜的地方没有蚀刻干净残留有铜.13.板面刮伤:板子铜箔被破坏露出底材现象.14.油墨脱落:油墨从铜面浮离或脱落.15.过蚀:蚀刻后线径低于客户规格要求或内层空心PAD大于规格要求.16.断路〔线〕:原本导通的线路断开或缺损而不能导通.17.短路:两条原本不相连通的线路发生连通.18.线路缺口:线路边缘出现缺损,超出原线宽20%.19.对偏:内层图形没有对在板中间,造成靶孔超出板边破损.20.油墨刮伤:板面油墨因外力作用损坏露出条状铜的现象.21.油墨不均:涂布后板面油墨厚薄不均之现象.22.板面氧化:板面金属层铜面被氧化发黑或发红现象.23.板面水痕:板面因吸干或吹干不良,造成烘干后金属层上残留有水流的痕品亦.三、压合:1.压痕:板面上出现一条凹梢,压全完成品常有此不良出现.2.板弯:PCB沿著板边方向发生弯曲变形且板角四点能落在一个平面上.3.板翘:PCB沿著对角线方向发生弯曲变形且板角只有三点能落在一个平面上,此现象又叫板扭.4. P.P胶:尘落於铜箔光面之P.P碎屑,经高温高压后紧附於板面铜箔上,且呈稍微下凹的现象.5.气泡:指多层板金属层与树脂层之间或各玻纤布间的局部区域发生膨胀及分层,面积在0.16加2以上.6.板边粗糙:板边呈锯齿状不够平整7.铜皮剥落:压合完成的板面铜箔与树脂结合强度不够,受外力作用时,铜箔会大面积剥离.8.铳靶不良:将靶位铳至内层或成型线以内.9.靶孔变形:靶孔受损,其形状与设计要求不同.10.针孔:压合完成品板面铜箔上的针点状凹陷.11.凹陷:板面上所呈现缓和均匀的下陷.12.刮伤:板面铜箔外力作用受损或被刮掉见基材的情形.13.分层:多层板中PP各玻纤布间或金属层与树脂层之间局部或整体区域发生别离的现象.14.白边:压合后板子某区域因环氧树脂在压合过程中流失过多而导致的露出白色玻纤织纹的现象.15.板厚:压合完成品之厚度超出工单要求厚度的上限值.16.板薄:压合完成品之厚度超出工单要求厚度的下限值.17.介质层偏厚、偏薄:PP在压合后的厚度,超出工单规格要求上限悬偏厚;低于工单规格要求下限悬偏薄.18.黑〔棕〕化露铜:经黑〔棕〕化后铜层上出现有点状或块状缺少黑〔棕〕化膜呈现铜本身现象的现象.19.黑〔棕〕化色泽不均:同一块板不同局部或不同板之间黑〔棕〕化层色不一致的现象.20.黑〔棕〕化发红:黑〔棕〕化层色偏浅发红.21.黑〔棕〕化不良:内层完成品铜面上局部或全部不能被附著黑〔棕〕化层的现象.22.靶孔未钻透:钻靶孔时未能将基材钻穿,孔内残留有基材.23.靶孔受损:受外力或机械应力作用下靶孔孔边破损.24.黑〔棕〕化刮伤:黑〔棕〕化层受外力作用被刮除露铜的现象.25.靶孔钻斜:板子上所钻靶孔不与板面垂直.四、钻孔:1.孔大:超出客户要求孔径之上限.2.孔小:超出客户要求孔径之下限.3.孔偏:所钻孔中央位辂与原稿底片中央位辂不符.4.多钻:在成型尺寸内,所钻孔数多於设计要求之孔数.5.漏钻:在成型尺寸内,所钻孔数少於设计要求之孔数.6.孔未钻透:钻孔时,钻嘴未能完全穿透板材.7.孔变形:所钻孔之外形与原稿设计之孔形不符.8.披锋:钻针退刀时,在孔边造成一圈铜缘翘起.9.孔塞:孔内有杂物充塞不畅通,有钻孔后孔塞及喷锡后孔塞.10.孔损:机械应力引起的孔边铜缘破损.11.孔壁粗糙:孔壁凹凸最大峰谷之间距离超过粗糙度允收标型.12.斜孔:钻出的孔体与板面未能保持垂直.13.刮痕:板面镀层或涂覆层呈现各式沟状或V状痕迹,较刮伤轻14.板面污染:板面残留有胶状物或其它有机污染物.15.刮伤:板面铜箔外力作用受损或被刮掉见基材的情形.五PTH :1.孔破:镀通孔孔壁见底材.2.孔内铜渣:钻孔后壁上所残留的碎屑,通孔电镀时金属微粒在孔壁析出.3.板面颗粒:板面上出现颗粒凸起,使板面不平滑,此现象多由电镀产生.4.刮伤:板面镀层或涂覆层因外力受损,且超过其厚度的20%以上,5.刮痕:板面镀层或涂覆层呈现各式沟状或V状痕迹,较刮伤稍微.6.镀层不平〔粗糙〕:经电镀后板面镀层明显粗糙,呈凹凸不平之现象.7.孔塞:孔内有异物或颗粒导致镀铜后孔内被堵塞.8.镀层脱皮:镀铜层之间与基材铜之间脱离或起泡不良.9.刮伤:板面金属层被外力损坏露出基材.10.电镀烧焦:因电镀时电流过大造成板面镀层呈现悬红褐色且粗糙不平.11.孔壁镀瘤:孔壁经电镀后有瘤状镀铜,使孔壁不光滑,镀层呈现凹凸不平.12.板面污染:板面残留有胶状物或其它有机污染物.13.板面残胶:板面残留有软性胶状物质.14.针孔:板子铜面上有针点状凹陷六、外线:1.短路:两相互绝缘的导体间发生导通.2.断路:导体间断开,不能导通.3.显影不净:显影后未感光区域残留有干膜,经电镀蚀刻后造成线细、断线或铜面缺损不良.4.外层对偏:外层线路图形与钻孔图形对位未能对准,造成孔环及线路偏移超出标准.5.显影过度:显影后感光区域局部干膜被显影掉,造成线路锯齿不整洁.6.压膜气泡:干膜下空气未被干净,压膜后有点状别离不良.7.线细:线径小于工单要求的下限.8.脱膜:板面干膜因附著力不良呈现别离,起泡现象.9.膜破:覆盖孔之干膜出现破裂、发皱.10.板面残胶:板面残留有软性胶状物.11.压膜偏移:干膜压膜后偏移至成型线内.12.板面露铜:显影后板面应覆盖干膜的位辂露出铜面.13.压膜膜皱:干膜经压膜后出现皱折或波浪状不平.14.板面水痕:板面因吸干或吹干不良,造成烘干后金属层上残留有不流的痕迹.七、电镀、蚀刻:1.线路脱皮:线路上镀铜层与层之间脱落现象.2.线细:线径低于客户要求之下限或原稿线径之20%.3.残铜:不该有铜的地方仍然有铜残留.4.铜面咬蚀:铜面局部被咬蚀掉.5.线路锯齿:线路局部缺口,凸点交错呈现锯齿状.6.镀层不平:镀层出现不平整.〔如限度样品〕7.断线:原本导通的线路断开或缺损而不能导通.8.短路:两相互绝缘的导体间发生导通.9.粉红圈:多层板内层板上的孔环与镀通孔之孔壁互连处,其孔环外表的黑氧化或棕氧化层,因受到钻孔及镀孔各种制程影响,以致被药水浸蚀而扩散还本成悬圈状原色的裸铜面.10.线路凹陷:线路上外表呈现小面积的下陷.〔如限度样品〕11.线路凸点:线路局部呈现点状凸起.〔如限度样品〕12.线路针孔:线路上有针点状且用50X放大镜可见到基材的小孔.13.线路侧蚀:线路两侧被蚀刻成斜坡形状,导致线宽缩小超过20% c14.剥锡不净:线路或大铜面镀锡保护层没有蚀刻干净.15.去膜〔墨〕不净:导体间干膜经去墨工序未去除干净.16.脱膜〔墨〕:干膜〔油墨〕从铜面浮离或脱落致使线路间镀上锡而短路.17.蚀刻不净:线路间隙是铜未蚀刻见到基材,残留有一层薄铜导致局部区域短路或线粗.18.蚀刻过度:局部或整体线路变细小于客户规格下限, 或线路PAD 铜面咬蚀.19.电镀针孔:线路或铜面上有针点状凹陷.20.电镀烧焦:因电流过大造成铜面及线路镀层呈现悬红褐色且粗糙不平.21.线路缺口:线路边缘出现缺损且大于原线径的20%.22.镀层脱皮:镀铜层之间或与基材铜之间脱离或起泡不良.23.镀层不平〔粗糙〕:经电镀后板面镀层明显粗糙,呈凹凸不平之现象.24.夹膜:因电镀溢镀现象将油墨或干膜夹在镀层下之现象.八、检测、成型:1.成型不良:成型之板外形尺寸或形状不符合客户要求.2.切割不良:切割线出现偏移、刀口错位、深浅不一、深度不符合要求等现象.3.斜边不良:斜边倒角或宽度不符合客户要求.4.板角撞伤:板角受外力撞压变形不符合客户要求.5.板面测试针孔:板面出现测试针触头样的小窝状6,板厚:超出客户要求板厚之上限.7,板薄:超出客户要求板厚之下限.8,修补不良:不良品经修补后仍悬不良或造成报废.9.梢孔受损:梢孔受外力损伤,形状不符合客户要求.10.线路压伤:线路在外力作用下造成凹陷或缺损不良.11.孔环、锡垫压伤:孔环、锡垫外力作用下造成凹陷或缺损不良.12.基材压伤:基材在外力作用下造成压痕〔伤〕或白点〔斑〕.13.金手指压伤:金手指在外力作用下造成凹陷.14.尺寸不符:成型后尺寸与工单机构图要求不符,超出规格公差范围内.15.成型偏移:四角定位孔到板边尺寸有规律向一边〔侧〕偏移.16.倒角不良:倒角或圆角未按客户规定之规格制作.17.板边不平:成型后板边不光滑凹凸不平.18.定位孔受损:受外力作用造成损伤、变形或破裂.19.板角损伤:板角受外力作用造成破损.20.板面刮伤:板面防焊漆被刮伤或露铜.22.金手指翘皮:金手指在斜边或成型过程中引线或本体脱落或翘起.23. V-cut不良:V-cut线出现偏移、刀口错位、深浅不一、深度不符合要求、漏切、擦伤刮伤〕板面;擦伤、刮伤金手指;残胶、切错位辂及切线位辂基材出现白斑、白点等现象.九、防焊:1.漏印:印刷后板面局部油墨很薄甚至没有印上油墨.2.孔内积墨:印刷时,油墨被刮入孔内而在显影时没有显影掉.3.异物:在防焊膜下或防焊膜中有微小异物存在.4.板面压痕:曝光时抽真空挤压落或对板用棕片上有折痕、刮痕而使板面对应位辂失去光泽而留下的痕迹.5.跳印:在板面印刷过程某些死角区,出现油墨分布不良,此现象多发生在防焊印刷过程板面立体线路反面的转角处.6.火山口:印刷后板面油墨产生斑点.7.色差:板面防焊膜颜色与客户成认的样板防焊膜颜色不一样.8.印刷刮伤:印刷后因外力作用,油墨呈现条状变薄.9.溢墨:导通孔塞墨经烘烤后溢了出来.10.侧露:防焊后板面线路侧壁出现露铜.11.板面刮伤:防焊漆受外力作用被刮伤或刮伤露铜.12.防焊朦点:防焊制作过程板面沾有干油墨、残胶、油墨杂质及其它异物.13.印刷气泡:密集线路间隙内因空气被印刷在板子防焊漆内,经烘烤后呈现水珠点状鼓起.14.漏塞:防焊印刷过程中规定塞孔的导通孔全部或局部少量孔未塞油墨.15.油墨不均:板面各处油墨涂布不均匀16.防焊显影不净:显影后未感光区域留有残墨,有此现象的地方喷锡时上不了锡,喷锡后,有此现象的地方呈现铜红色.17.防焊对偏:棕片与板面对型度不够,表达在零件孔上即孔环呈现不规那么的环带,表达在其它焊垫即一侧被防焊膜覆盖, 另一侧外部有基材裸露.〔如限度样品〕18.板面氧化异色:防焊油墨下之铜面氧化变色,使防焊漆呈现黑色或异色.19.棕片对反:板面图形完全对称之板,三个Pin孔孔位对位不一致现象.20.防焊1®色错误:所用防焊油墨之型号及色错误.21.测试点沾漆:ICT测试点上油墨显影不净或塞墨过满而沾附有油墨.22.棕片刮伤沾漆:因棕片刮伤导致遮光不良,而使PAD沾附有油墨的现象.23.滚轮印痕:防焊板子经显影后板面有显影机滚轮的压痕.24.固定点脱漆:因防焊棕片上沾有朦点或油墨导致固定位辂油墨被显影掉.25.手指印:印刷油墨前手指抓到成型线内造成板面氧化.26.孔环压伤:印刷Pin位偏移压伤孔环.27.假性露铜:导通孔环周围油墨因偏薄发黄呈现铜的色.28.板面水痕:板面因吸干或吹干不良,造成烘干后金属层上残留有不流的痕品亦29.磨刷断线:磨刷机刷幅过大造成线路浮离歪斜或断开十、金手指:1.金手指露铜:镀金完成之后,金手指上出现露铜的情形.2.金手指露银:镀金完成之后,金手指上出现露银的情形.3.金手指沾锡:金手指上出现沾锡的情形.4.金手指翘皮:金手指斜边处有金属层翘起.5.金手指脱皮:金手指上金层或银层能用3M胶带拉脱掉.6.金手指烧焦:金手指局部失去金属光泽而呈灰白粉或发黑状,一般在金手指边缘出现.7.金手指发白:金手指外观呈现黄白色且光泽性不佳.8.金手指凹陷:金手指上出现平滑小窝状.〔如限度样品〕9.金手指氧化:金手指上局部呈现紫红色或铜^色,一般可用橡皮擦拭掉.10.金手指针孔:目视可见金手指上类似针尖样的小点,在50X放大镜下为见铜的小孔.11.金手指粗糙:金手指外表不光滑,有粗糙不平现象.12.金手指破洞:镀金完成之后,从金手指外表可见到基材的小孔.13.金手指亮点:从金手指外表可见到的明亮小点.14.金手指雾状:金手指局部象雾一样,与正常金手比拟光泽性呈白雾状,不呈亮黄色.15.金手指刮伤:金手指镀层因外力作用受损,分镀前刮伤及镀后刮伤,镀后刮伤可见银或铜,而镀前刮伤不见银.16.金手指脏点:镀金前处理不够好,银、金难以镀上,目视为白色小点,用50X放大镜看可发现脏点处镀层与正常的不同.17.金手指沾漆:镀金完成之后,金手指上沾有防焊油墨.18.金手指白斑:金手指上有白色粗糙的斑点.十一、喷锡:1.板面脏物:板面上有树脂碎屑,残胶或其他污染物.2.锡面露铜:铜面有异物或助焊效果不良而使上锡不完全.3.锡面氧化:锡面IS色发黑,吃锡性较差.4.锡面不平:板面锡垫上锡铅层平坦度不够.〔如限度样品〕5. BGA露铜:BGA内小锡垫上外表及侧面出现露铜的情形.6.孔壁分层:镀通孔孔壁锡层与铜层别离.7.孔黑:〔1〕孔内锡面氧化发黑或黑色脏物引起发黑,重喷锡可消除;〔2〕在镀金过程中造成孔壁发黑,经处理后重喷锡可消除.孔灰:孔内锡面呈灰色、无光泽.8.孔壁拉离:孔壁铜层与基材别离.9.焊垫边缘脱漆:零件孔环外侧及大锡垫边缘局部出现的脱漆现象, 前者又叫孔边脱漆,后者又叫大锡面边缘脱漆.此现象一般在喷锡后出现.10.板面雾化:因板面防焊油墨没有完全硬化,喷锡后板面出现白雾状,经烘烤后即可消除.11.线路沾锡:线路没完全被防焊膜覆盖而呈现点状沾锡的现象.12.锡垫破损:锡垫有破洞、破边现象.13. BGA锡垫脱落:受外力作用BGA锡垫脱落掉.14.孔内露铜:喷锡孔孔内有异物或助焊效果不佳使上锡不完全,孔壁呈现铜红色或黄色.15.喷锡孔小:因喷锡过厚影响成品孔径低于客户规格之下限.16. SMD(SMT)短路:密集的IC脚位沾有锡使两个或以上的IC脚相连接之现象.17.锡面发白:锡面因偏薄呈现白雾状无光泽现象.18.锡面粗糙:锡面上呈现小颗粒粗糙现象,外观不光滑.19. SMD(SMT)过高:IC脚上喷锡厚度超过厚呈现压偏现象.20.防焊空泡(脱落):防焊膜呈点状从板面浮离或脱落,此现象一般在喷锡后出现.21.防焊显影不净:显影后未感光区域留有残墨,有此现象的地方喷锡时上不了锡,喷锡后,有此现象的地方呈现铜红色.22.孔内积墨:印刷时,油墨被刮入孔内而在显影时没有显影掉.23. BGA漏塞:防焊印刷过程中规定塞孔的导通孔全部或局部少量孔未塞油墨.24. SMD(SMT)缺损:IC脚PAD缺损,断掉和脱落之现象.25.板面刮伤:防焊漆受外力作用被刮伤或刮伤露铜.26.刮伤沾锡:喷锡前防焊漆刮伤露铜处经喷锡呈现条状沾锡现象.27.光学点不良:光学点锡面不平、氧化、发黑、露铜、缺损和直径偏小偏大.28.板面锡渣:防焊漆沾附有细小的锡块.29.板面不洁:板在助焊剂残渣或锡渣〔泥〕未清洗干净.十二、文字:1.文字不清:文字图形不清楚、残缺而不能辨识.2.文字重影:文字呈现重影现象.3.文字压焊垫:文字油墨压在焊盘上.4.文字印偏:文字有规律地向边偏移,偏移程度超过客户允收标准.5.文字印反:因印刷挂Pin方向不同使文字颠倒错位,或文字面文字印在防焊面上方焊面文字印在文字面上.6.文字漏印:整板之文字全部未印或局部文字未印出来.7.文字印错:同一料号印上不同版本之文字或印上不同料号之文字.8.文字变形:文字字体或形状改变.9.板面沾白漆:板面不该有文字处沾有文字油墨之现象.10.文字脱落:文字从板面上脱离之现象。