染纱简介
- 格式:doc
- 大小:1004.00 KB
- 文档页数:30
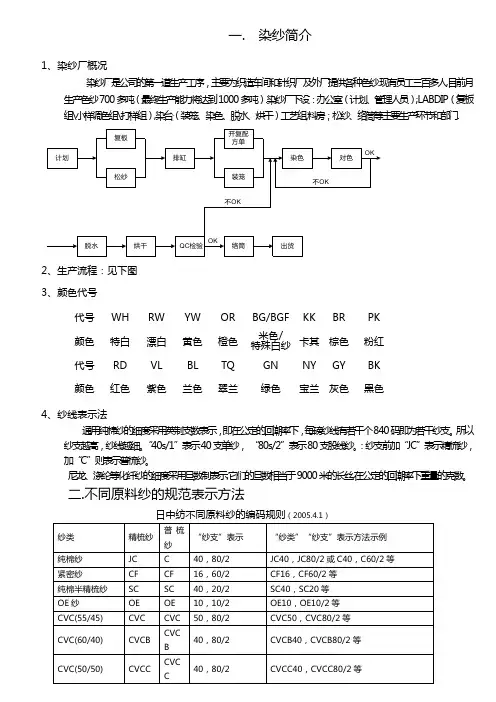
一. 染纱简介
1、染纱厂概况
染纱厂是公司的第一道生产工序,主要为织造车间和针织厂及外厂提供各种色纱.现有员工三百多人,目前月生产色纱700多吨(最终生产能力将达到1000多吨).染纱厂下设:办公室(计划、管理人员);LABDIP(复板组\小样调色组\打样组),染台(装笼、染色、脱水、烘干)工艺组,料房;松纱、络筒等主要生产环节和部门.
2、生产流程:见下图
3、颜色代号
代号 WH RW YW OR BG/BGF KK BR PK
颜色 特白 漂白 黄色 橙色 米色/ 特殊白纱 卡其 棕色 粉红
代号 RD VL BL TQ GN NY GY BK
颜色 红色 紫色 兰色 翠兰 绿色 宝兰 灰色 黑色
4、纱线表示法
通用纯棉纱的细度采用英制支数表示,即在公定的回潮率下,每磅纱线有若干个840码即为若干纱支。所以纱支越高,纱线越细。“40s/1”表示40支单纱, “80s/2”表示80支股线纱。:纱支前加“JC”表示精梳纱,加“C”则表示普梳纱。
尼龙、涤纶等化纤纱的细度采用旦数制表示,它们的旦数相当于9000米的长丝,在公定的回潮率下重量的克数。
二.不同原料纱的规范表示方法
日中纺不同原料纱的编码规则(2005.4.1)
纱类 精梳纱 普梳纱 “纱支”表示 “纱类”“纱支”表示方法示例
纯棉纱 JC C 40,80/2 JC40,JC80/2或C40,C60/2等
紧密纱 CF CF 16,60/2 CF16,CF60/2等
纯棉半精梳纱 SC SC 40,20/2 SC40,SC20等
OE纱 OE OE 10,10/2 OE10,OE10/2等
CVC(55/45) CVC CVC 50,80/2 CVC50,CVC80/2等
CVC(60/40) CVCB CVCB 40,80/2 CVCB40,CVCB80/2等
CVC(50/50) CVCC CVCC 40,80/2 CVCC40,CVCC80/2等 不OKOKOK计划复板松纱排缸开复配方单装笼染色对色QC检验络筒出货脱水烘干不OKCVC(65/35) CVCD CVCD 40,80/2 CVCD40,CVCD80/2等
CVC(70/30) CVCE CVCE 40,80/2 CVCE40,CVCE80/2等
TC(65/35) TC TC 45,80/2 TC45,TC80/2等
T/C(70/30) TCB TCB 45,80/2 TCB45,TCB80/2等
T/C(80/20) TCC TCC 45,80/2 TCC45,TCC80/2等
T/C(55/45) TCD TCD 42 TCD42等
弹力纱 JL L 50+40D,
20+70D JL50+40D,JL12+70D或L20+70D
棉毛 JB B 40,80/2 JB40,JB80/2或B40,B80/2等
尼龙 N N 100D N100D
纯涤 T T 100D T100D
花灰纱 JH H 40,80/2 JH40,JH80/2或H20,H40/2等
弹力花灰纱 LH LH 40+40D LH40+40D等
高捻纱 JF F 30,30/2 JF30,F30/2等
节子纱 JG G 30,30/2 JG30,G30/2等
烧毛纱 JS S 50, 140/2 JS50, S140/2等
竹节纱 JD JD 30,30/2 JD30,JD30/2或D30,D30/2等
段染纱 JSD SD 30,30/2 JSD30,JSD30/2或SD30,JSD30/2等
COOLMAX X X 40 X40等
纯棉丝光纱 CS CS 60, CS60
纯棉低捻纱 LC LC 20S/2 LC20/2
纯棉高捻纱 HC HC 40 HC40
大豆蛋白纤维 SB SB 50 SB50
粘胶 R R 40,80/2 R40,R80/2等
棉/粘胶 CR CR 40,80/2 CR40,CR80/2等
特种用纱或新纱类 Q Q 95D Q95D
Dow 化学弹力纱(XLA) QX QX 50+70D,
40+70D,
50+40D QX50+70D, QX40+70D, QX50+40D
新增纱类表示方法
亚麻 LN LN 21 LN21N
天丝 TN TN 20 TN20
尼龙弹力包芯纱 NS NS 40 NS40
竹纤维 BB BB 20 BB20
苎麻 RM RM 20 RM20N
棉和亚麻混纺 CL CL 20 CL20
棉和苎麻混纺 CR CR 20 CR20
COOLPLUS CP 75D CP75D
T400 TF TF 75D TF75D
棉包T400 CTF CTF 40+75D CTF40+75D
ESS-300D ES ES 75D ES75D
真丝 SK SK 100D SK100D
塞络纺 SJ SJ ‘80/2 SJ80/2 天丝/亚麻混纺 TL TL 30S TL30
CVC竹节纱 VD VD 40S VD40
备注:
取消麻和麻棉混纺的表示规则,即取消用M表示麻,用JCM表示棉麻。
备注: (1)单纱的表示法:不带“/1”,股线表示法:“/2”;
三、调色和开方
(一)调色基础知识
调色过程中的调色,即是通过调整染该颜色所用不同染料的比例来调整该颜色的色相、深浅、鲜艳度,从而得到相应的颜色。
染纱复办调色即是把初次复办样与相对应的标准相比较,调色师通过积累的经验对染色配方进行调整,以达到与标准相一致的颜色。
1、颜色的色相
调色时首先要了解该颜色的色相,即首先要知道该颜色是红色,兰色,黄色还是黑色。同时要知道染该颜色的染料组合。
2、深浅
对于颜色深浅的调整,是通过对染料用量的加减来完成的。
3、鲜艳度
通俗说来就是描述颜色的漂亮程度。鲜艳度的调整是通过对补色染料的调来完成的。
4、补色
三原色中的任意两个色相相拼即得出一个二拼色,则另外一色就是该二拼色的补色。例如,紫色的补色为黄色,橙色的补色为兰色,绿色的补色为红色。
一个颜色中补色所占的比例的大小,直接决定了该颜色的鲜、沉,补色所占比例越少,该色越鲜;反之,越沉.
经验丰富的调色师在调色的过程中对与色相、鲜沉及深度是同时考虑的。
(二)调色思路
要调整一个颜色,不但要了解颜色敏感度(即变色力强弱),同时要熟知染色用的染料组合,工艺及单色染料的色相和力份等。
(1)了解染该颜色所用的染料组合、工艺及单色染料的色相及力份,从而分析出该染料组合主染料(对深度影响较大的一种或两种染料),补色染料。
下面举例对调色进行说明:
这是一个染兰色的组合R YELLOW 3RS/BUE R SPE/RED RB;该组合染出来的颜色为偏红光的兰色,主染料为BLUE R,对该颜色色相及深度起决定性作用。补色染料为R YELLOW 3RS 133% ,其用量增减直接影响该颜色鲜艳度。R RED RB 133%染料对该颜色的色相及深度也有影响。
越偏灰的颜色红、黄、兰染料用量相差较,只染料不明显,故在调色中更要注意深度与色相、鲜沉相结合。
(2)把需调整的颜色与标准样相比较,找出相应差距(深或浅,亮或暗),并根据经验进行调整,调色时要对深度、色相、明暗兼顾考虑。
(三)调色力度
调色力度指调色过程中染料调整比例的大小。调色力度过于大或者过于小都会影响调色的准确性。要做到调色力度适中,需要积累相当的调色经验,熟识染料特性,同时要有活跃的思维。一般初调的调色力度不宜过小,宁可稍过,然后再回调(如图1、图2所示)。
(四)调色注意事项 1、注意染料组合及对应的染色工艺有没有错误;
2、对准标准;
3、留意小样是否反常;
4、增减染料用量之后,要注意元明粉、纯碱、皂洗剂的用量,还有保温时间是否符合规定。
5、对于一些很浅的颜色,还要留意原纱的白度是否能达到要求。
6、浴比太大或者太小都有可能会使纱线染花。
(五)染纱化验室调色标准动作
第一步:找卡(找对色标准)
根据配方卡颜色号找出相应的工艺卡,一般情况有与配方卡纱支相同的工艺卡,当无纱支相同的工艺卡时则找出客户OK卡作为对色标准。
第二步:对色
1、根据工艺卡要求选择对色光源,并打开对色光源开关。(正常情况下以D65为准,但部分特殊客户对光源有特殊要求,例M&S对色光源为TL84)
2、 据工艺卡配方检查小样配方是否正确(染料组合、染料用量、助剂用量、染色工艺)。
3、 判断小样是否反常、染花。
4、 注意工艺卡提供标准是否有特殊要求(如:颜色要求评语、翻单说明、),注意配方卡备注上是否有特殊说明(如:颜色要求高、特急等)
5、 对小样进行梳理,使其达到平整状态,用左右手的中指与食指夹住小样使其张力与标准样张力一致,并与标准样进行进行对比,判断出小样与标准样的差异。(注意对色时不要触摸标准样)。若差异在要求范围内则该方OK。不OK则需继续调方。
第三步:调色
1、 根据判断确定小样配方调整幅度,若非第一办,则要求参考前边打出小样进行进一步判断配方调整幅度,确定后用计算器计算,并写在配方卡相应位置,同时签名、注明调方时间。
2、 检查所写配方是否有误(小数位是否正确),经调整后的配方原助剂用量及保温时间是否正确。不正确则调整助剂用量及保温时间。
3、 确定配方无误则交小样室打样。
(六)开方工作
小样要对准了标准才可以开大货方,但是从小样放大到大货会存在着大小样差,所以必须有预见性地对组合里的各种染料按照一定的比例进行加减来缩小大小样差,保证用同样的工艺能染出来达到客户要求的大货。这种形成了一定规律的加减比例就是调色师开方的加成规律。
影响加成规律的因素主要是缸型(也就是投染的纱的重量)、染料组合和颜色,另外开方的时候还要考虑近来染缸的状态,织造配套或者互补,染料换批等具体情况。
一、调色师应该具备的素质
一个调色人员要能够进行开方工作必须要有比较高的调色技术,调色水平的高低直接影响到小样是否打准。一个水平高的调色人员对颜色的深度、亮度、色相把握比较准,在调色时可以运用自如,能够在较短的时间内复出相当好的小样办,这给大货开方打下了好的基础。同时,调色水平高的调色人员在开大货方时对大小样的加成把握比较准,减少了大小样差。
一个优秀的调色师必须具有迎难而上、不断创新的精神,从回修中总结经验,不断提高自己。化验室的调色工作是一项合作性很强的工作,单靠个人力量是很难高质量高效率地完成的。优秀的调色师还必须有宽大的胸怀,有很强的团队精神,培养更多的调色师来共同完成化验室的复办工作。
二、调色师必须掌握的技巧
1、控制所复小样的准确度,以及是否反常
小样是否打准是影响命中率的一个重要因素。若小样反常,即使对准小样也难以保证命中率。所以,调色师如何把握小样对标准的接近程度以及判断小样是否反常是很重要的。一个优秀的调色师对于某一颜色与标准的接