三、车刀刃磨
- 格式:ppt
- 大小:380.00 KB
- 文档页数:24

由于它较脆。不耐冲击,因此不适宜加工脆性材料。
钨钛钴类硬质合金按不同的按碳化钛量,分为YT5、YT15、YT30等几种牌号,牌号后的数
字表示碳化钛含量的百分数。一般情况下,YT5用于粗加工,YT15用于半精加工和精加工,YT30
用于精加工。
七、对车刀的要求
轴类零件的车削一般可分为粗车和精车两个阶段。
粗车时除留有一定的精车余量外,不要求工件达到图样要求的尺寸精度和和表面粗糙度,
因此应尽快将毛坯上的加工余量车去,以提高劳动生产率。
精车时必须使工件达到图样或工艺上的规定的尺寸精度和表面粗糙度。
由于粗车和精车的目的不同,因此对所有使用的车刀要求也不一样。
1. 粗车刀 粗车刀应能适应切削深、进给快的特点,主要要求车刀有足够的强度,能依
次进给车去较多的余量。
选择粗车几何参数的一般原则是:
(1)为了增加刀头强度,前角(γo)和后角(αo)应小些。但要注意,前角太小会使切
削力增大。
(2)主偏角(κr)不宜过小,太小容易引起车削时振动。当工件形状许可时,最好选用
75°左右,因为这样到件角较大,能承受较大的切削力,而且有利于切削刃散热。
(3)一般粗车时采用0°~-3°的刃倾角(λs),以增加刀头强度。
(4)主切削刃上应磨有负倒棱,其宽度月为(0.5~0.8)f,γo1=-5°,以增加切削刃强
度。
(5)为了增加刀尖强度,改善散热条件,延长刀具寿命,刀尖处硬磨有过渡刃。
(6)粗车塑性金属(如钢类)时,为了保证切削顺利进行,切屑能自行折断,应在车刀
前刀面上磨有断屑槽。断屑槽一般常用直线型和圆弧型两种,它的尺寸主要取决于进给量和背
吃刀量。
2. 精车刀 精车时要求达到工件的尺寸精度和较细的表面粗糙度,并且切去的金属较少,
因此要求车刀锋利,刀刃直光洁,刀尖处必要时还可以磨出修光刃。切削时,必须使切屑排向
工件待加工表面方向。
选择精车刀几何参数的一般原则是:
(1)前角(γo)一般应取大些,使车刀锋利,以减少切削变形,并使切削轻快。
2010-8-6 1 车刀的刃磨之说课稿
成都市西河职中 tanql
今天我讲的是由高等教育出版社出版,蒋增福主编的《车工工艺与技能训练》项目一中的内容,课题是《车刀的刃磨》。
一、教材分析
《车工工艺与技能训练》紧紧地把握中等职业教育的方向和培养目标,围绕国家职业标准对中级车工的要求编排内容。教材充分贯彻了“以技能训练为主,着重提高学生的操作实践能力”的原则,以简短的篇幅、精炼的语言,由浅入深、循序渐进地进行知识模块的编写。重点突出,层次分明,充分考虑学生的认知能力和学习兴趣,降低对理论的要求,侧重实践,注重培养学生的自主、创新和质量意识,全面提高学生良好的综合素质。
今天我讲的“车刀的刃磨”,其知识综合性较强,与前面已学习过的车刀的材料、车刀的几何角度及角度的选择和车刀的磨损等紧紧相扣,这一课题的安排,是对我们前面所学知识的一个综合应用,也为我们后面的具体车削工件打下基础。
二、学情分析
我们职业中学的学生正处于青年初期,虽然初中时可能文化基础或学习习惯等一些方面不是很好,但另一方面也具备了一定的质疑和探索能力,能够以一定的积极性和主动性投入到学习中去。我们可因势利导,培养学生的兴趣,采取有效的教学手段,进一步激发他们的求知欲和学习动力。同时,学生也存在个体差异,思维发展水平不一2010-8-6 2 致,这需要我们教师因材施教,正确地引导。
《车工》是在高二年级开设,同学们经过了一年的职高生活,他们的知识面大大增加,专业思想和专业技能有了提高,他们的理解能力、分析综合能力以及实作实训的动手操作能力都有了增强。这些都为我们的学习打下了坚实的基础。
三、学习目标设计
根据职业中学学生的身心发展规律和认知特点,以及现行新课程标准对教学的要求,我对本课题的学习目标设计如下:
知识目标:1、把握车刀刃磨的步骤和方法;
2、会分析磨刀中的注意要点。
刃磨车刀的方法
1、刃磨车刀时刃磨者应站立在砂轮机的侧面,防砂轮碎裂时碎片飞出伤人;同时在刃磨车刀时,观察砂轮机周围环境,检查设备安全状况,开动设备,待砂轮转速平稳后,方可开始刃磨车刀。
2、刃磨时两手握刀的距离放开,右手靠近刀体的切削部分,左手靠近刀体的尾部, 同时两肘夹紧腰部,刃磨过程要平稳,以减小磨刀时的抖动。
3、刃磨时车刀的切削部分要放在砂轮的水平中心,刀尖略向上翘约3°~8°,车刀接触砂轮后应沿砂轮水平方向左右或上下移动。当车刀离开砂轮时,车刀切削部分要向上抬起,防止刃磨好的刀刃被砂轮碰伤。
4、刃磨主后刀面时刀杆尾部向左偏转一个主偏角的角度;刃磨副后刀面时刀杆尾部向右偏转一个副偏角的角度。
5、修磨刀尖圆弧时通常以左手握车刀前端为支点,用右手转动车刀的尾部,让刀尖圆弧自然形成。
车刀刃磨步骤
以90°外圆车刀为例,车刀的刃磨分为刀体刃磨和切削部分刃磨两部分,刀体在白色的氧化铝砂轮上刃磨,刃磨要求不干涉切削加工为原则;切削部分在绿色的碳化硅砂轮上刃磨,粗、精要分开,主要刃磨主后刀面、副后刀面、前刀面,保证正确的几何角度。
1、磨削开始时除去车刀前刀面、后刀面上的焊渣,粗磨先磨主后面,刀杆尾向左偏移,使刀杆与砂轮轴线之间成90°——Kr的夹角,同时磨出主偏角,刀头
向上翘38°,以减小车刀和砂轮之间的摩擦,形成主后角。接着刃磨副后面,刀杆尾部向右偏移,使刀杆与砂轮轴线之间成90°——K/r的夹角,同时磨出副偏角和副后角,最后刃磨前刀面,同时磨出正确的前角。
2、精磨时用金钢石钢笔或砂轮修整块修磨砂轮,保持砂轮平整和锋利,先修磨前刀面,保持前刀面光滑;再修磨主后刀面和副后刀面,保持主、副切削刃平直、锋利;最后左手握车刀前端作为支点,右手转动杆尾部,修磨刀尖圆弧。
3、磨断屑槽:断屑槽在切削过程中起断屑作用,同时保证排屑顺利。为使切屑碎断,一般要在车刀前面磨出断屑槽;刃磨断屑槽时,必须先把砂轮的外圆与平面的交角处用修砂轮的金钢石笔或砂轮修整块修整砂轮成相适应的圆弧或尖角,刃磨时刀尖可向下或向上移动,刃磨时起点位置应跟刀尖、主切削刃离开一小段距离,刃磨时用力要轻,移动要稳、准,防止砂轮磨伤前刀面和主切削刃。
山西科技 SHANXI SCIENCE AND TECHNOLOGY 2015年第3O卷第1期
文章编号:1004—6429(2015)01—0139—03
简易车刀刃磨装置的设计
陈 鹏
(太原市高级技工学校,山西太原,030021)
摘要:为了减少或防止硬质合金车刀手动刃磨时产生振碎及刀具角度不能准确控制
等缺陷,结合工作实际,设计了一种简易的车刀刃磨装置。详细介绍了简易车刀刃磨装
置的设计过程、使用方法及优缺点。 关键词:车刀;简易刃磨装置;设计方案
中图分类号:TG51 文献标识码:A
生产实践中,刃磨车刀的方法有手工刃磨和机械刃磨两种。
手工刃磨灵活,对设备的要求低,在一般中小型厂仍旧普遍采 用;机械刃磨效率高,质量好,操作方便,可以采用金刚石砂轮、
电解磨削等新工艺,有条件的机械厂已广泛使用。本文结合实际
需要,设计了一种简易的车刀刃磨装置。
l设计思路
1.1车刀简介 车刀是金属切削刀具中使用最广泛的刀具,常用的普通车
刀有90 ̄偏刀、45 ̄车刀、切断刀、螺纹车刀等硬质合金车刀。车刀 由刀头和刀体(刀杆)组成,其中刀头担负着切削作用,又称为切
削部分,它由主切削刃、副切削刃、过渡刃、前刀面、主后刀面、副
后面、刀尖等组成;刀体用于把车刀装夹在刀架上。主切削刃起 主要切削作用,副刀刃起修光以加工表面的作用。主刀刃与副刀
刃的交点称为刀尖,它的形状大都呈圆弧形,以增强刀头的刚
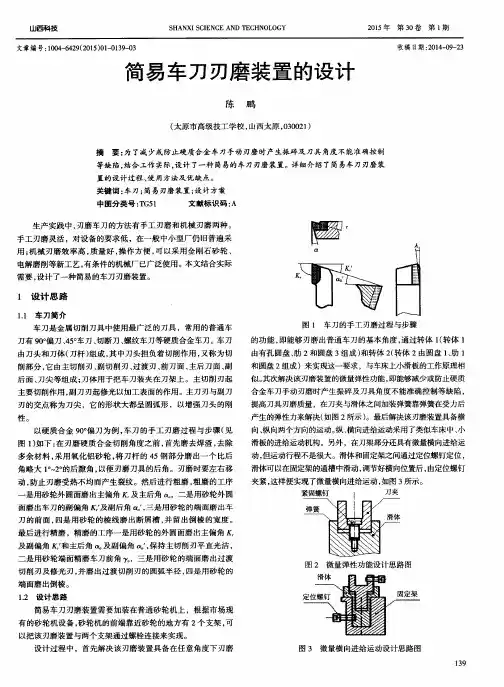
性。 以硬质合金90o偏刀为例,车刀的手工刃磨过程与步骤(见
图1)如下:在刃磨硬质合金切削角度之前,首先磨去焊渣,去除
多余材料,采用氧化铝砂轮,将刀杆的45钢部分磨出一个比后 角略大lO-2o的后隙角,以便刃磨刀具的后角。刃磨时要左右移
动,防止刃磨受热不均而产生裂纹。然后进行粗磨,粗磨的工序
一是用砂轮外圆面磨出主偏角 及主后角 。,二是用砂轮外圆 面磨出车刀的副偏角 及副后角 ,三是用砂轮的端面磨出车 刀的前面,四是用砂轮的棱线磨出断屑槽,并留出倒棱的宽度。