最新波峰焊原理以及工作流程图讲课讲稿
- 格式:doc
- 大小:150.50 KB
- 文档页数:4
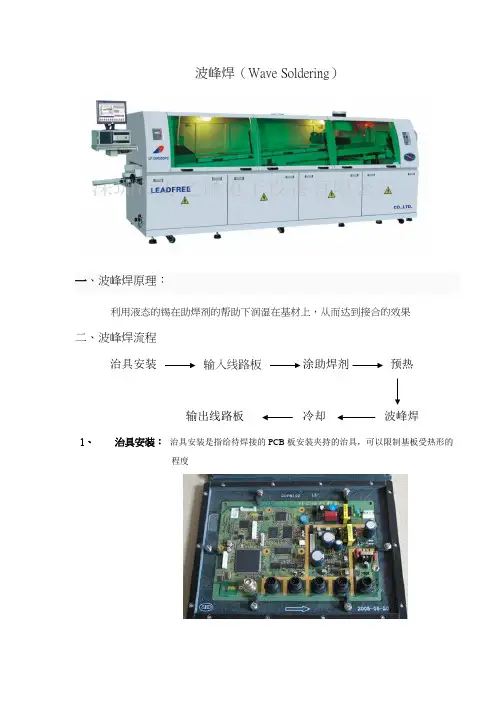
波峰焊(Wave Soldering)
一、波峰焊原理:
利用液态的锡在助焊剂的帮助下润湿在基材上,从而达到接合的效果
二、波峰焊流程
治具安装输入线路板涂助焊剂预热
输出线路板冷却波峰焊
1、治具安装:治具安装是指给待焊接的PCB板安装夹持的治具,可以限制基板受热形的
程度
2、输入线路板:把待焊接的PCB组件(装好元器件的印制电路板)装载到传送带上,
以便进行下一步的焊接操作。
3、涂助焊剂:喷涂助焊剂要均匀地涂覆助焊剂,目的是除去PCB和元器件焊接表
面的氧化层,防止焊接过程中的再氧化。
4、预热:1>减少基板在与高温锡波接触时的热冲击
2>活化助焊剂
3>烘干助焊剂的溶剂成分
5、波峰焊:波峰焊接过程中广泛应用双波峰,第一个波峰是柱状波峰,其波面宽度
比较窄(主要用于密,积的贴片元件焊接,便于排出空气,减少漏焊);
第二个波峰为平波,波峰平整稳定,流速要慢(主要用于焊接面宽而平稳
的焊接)。
6冷却:基板过锡焊接后需自然冷却一段时间后才能进入冷却系统冷却,因为急速冷却容易造成焊锡急速凝固,从而影响焊锡效果。
7输出线路板:焊接完成后PCBA板检测。


波峰焊工作流程一、准备工作1.1 设备检查波峰焊设备就像我们干活的好伙伴,在开始工作之前,得好好检查它。
看看锡炉,就像查看炉灶是不是能正常生火做饭一样,锡量得合适,不能太多也不能太少,少了就像做饭没米,多了又容易溢出造成浪费和危险。
还有波峰发生器,这可是关键部件,就如同汽车的发动机,得确保它能正常产生波峰,不然焊接就没法顺利进行。
1.2 材料准备焊接用到的材料也不能马虎。
焊锡条就像建筑用的砖头,质量得过关。
要选择合适熔点和成分的焊锡条,不然就像穿错鞋子走路,怎么都不得劲。
助焊剂也很重要,它就像炒菜时的油,能让焊接过程更顺畅。
而且助焊剂的量要控制好,少了焊接效果不好,多了又可能留下残渣,就像糖放多了齁得慌。
二、电路板预处理2.1 清洁电路板就像要上战场的士兵,得干干净净的。
如果电路板上有油污、灰尘或者氧化物,那就像士兵带着伤病上战场,肯定影响战斗力。
所以要把电路板清理干净,这就好比给士兵疗伤,让它以最好的状态去接受焊接。
2.2 插件插件这一步就像给电路板组建队伍。
把各种电子元件准确无误地插到电路板上对应的位置,这得小心又小心,就像走钢丝一样,一个插错了,整个电路板可能就没法正常工作,那就成了“一着不慎,满盘皆输”。
三、焊接过程3.1 预热预热是焊接的前奏,就像跑步前的热身运动。
适当的预热可以让电路板和元件先适应一下高温环境,防止突然进入高温的锡炉时受到热冲击,就像人突然从寒冷的地方进入炎热的地方容易生病一样。
预热的温度和时间都要掌握好,不然就会前功尽弃。
3.2 焊接终于到了焊接这一重头戏。
电路板通过波峰焊设备,就像士兵穿过枪林弹雨。
锡液形成的波峰就像汹涌的海浪,把电路板上的焊点包裹起来,让元件和电路板牢牢地结合在一起。
这时候要时刻关注焊接的情况,确保每个焊点都焊接得饱满、光滑,没有虚焊或者短路的情况。
如果出现虚焊,就像盖房子时砖头没砌稳,随时可能出问题;短路就更严重了,就像电路里的交通堵塞,整个电路板就瘫痪了。

波峰焊原理以及工作流程图A.什么是波峰焊波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象。
B.究竟波峰焊的作用是什么波峰焊是用来预热的,预热能将焊剂中的溶剂挥发掉,这样可以减少焊接时产生气体;具体的优势有异性四点:a.提高助焊剞的活性b.增加焊盘的湿润性能c.去除有害杂质d.减低焊料的内聚力以利于两焊点之间的焊料分开。
C.波峰焊简单原理波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊机主要是由运输带,助焊剂添加区,预热区和波峰锡炉组成。
D.波峰焊工作流程图1.喷兔助焊剂已插完成元器件的电路板,将其嵌入治具,由机器入口处的接驳装置以一定的倾角和传送速度送入波峰焊机内,然后被连续运转的链爪夹持,途径传感器感应,喷头沿着治具的起始位置来回匀速喷雾,使电路板的裸露焊盘表面、焊盘过孔以及元器件引脚表面均匀地涂敷一层薄薄的助焊剂。
2.PCB板预加热进入预热区域,PCB板焊接部位被加热到润湿温度,同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。
预热阶段,PCB表面的温度应在 75 ~ 110 ℃之间为宜。
预热的作用:①助焊剂中的溶剂被挥发掉,这样可以减少焊接时产生气体;②助焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生高温再氧化的作用;③使PCB板和元器件充分预热,避免焊接时急剧升温产生热应力损坏PCB板和元器件。
波峰焊机中常见的预热方法1.空气对流加热2.红外加热器加热3.热空气和辐射相结合的方法加热3.温度补偿:进入温度补偿阶段,经补偿后的PCB板在波峰焊接中减少热冲击。
波峰焊原理以及工作流程图
A.什么是波峰焊
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象。
B.究竟波峰焊的作用是什么
波峰焊是用来预热的,预热能将焊剂中的溶剂挥发掉,这样可以减少焊接时产生气体;具体的优势有异性四点:
a.提高助焊剞的活性
b.增加焊盘的湿润性能
c.去除有害杂质
d.减低焊料的内聚力以利于两焊点之间的焊料分开。
C.波峰焊简单原理
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊机主要是由运输带,助焊剂添加区,预热区和波峰锡炉组成。
D.波峰焊工作流程图
1.喷兔助焊剂
已插完成元器件的电路板,将其嵌入治具,由机器入口处的接驳装置以一定的倾角和传送速度送入波峰焊机内,然后被连续运转的链爪夹持,途径传感器感应,喷头沿着治具的起始位置来回匀速喷雾,使电路板的裸露焊盘表面、焊盘过孔以及元器件引脚表面均匀地涂敷一层薄薄的助焊剂。
2.PCB板预加热
进入预热区域,PCB板焊接部位被加热到润湿温度,同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。
预热阶段,PCB表面的温度应
在 75 ~ 110 ℃之间为宜。
预热的作用:
①助焊剂中的溶剂被挥发掉,这样可以减少焊接时产生气体;
②助焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生高温再氧化的作用;
③使PCB板和元器件充分预热,避免焊接时急剧升温产生热应力损坏PCB板和元器件。
波峰焊机中常见的预热方法
1.空气对流加热
2.红外加热器加热
3.热空气和辐射相结合的方法加热
3.温度补偿:进入温度补偿阶段,经补偿后的PCB板在波峰焊接中减少热冲击。
4.第一波峰
第一波峰是由狭窄的喷口的“湍流”流速快,对治具有影阴的焊接部位有较好的渗透性。
同时,湍流波向上的喷射力使助焊剂气体顺利排除,大大减少了漏焊以及垂直填充不足的缺陷。
5.第二波峰
第二波峰是一个“平滑”焊锡流动速度慢一点,能有效去除端子上的过量焊锡,使所有的焊接面润湿良好,并能对第一波峰造成的拉尖和桥接进行充分的修正。
6.冷却阶段
制冷系统使PCB的温度急剧下降可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
7.氮气保护
在焊接整个过程中,在预热阶段和焊接区加氮气保护可有效防止裸,铜和共
晶焊料氧化,大幅度提供润湿性和流动性,确保焊点的可靠性。
E.波峰焊机操作规范
1 准备工作
a.检查波峰焊机配用的通风设备是否良好;
b.检查波峰焊机定时开关是否良好;
c.检查锡槽温度指示器是否正常。
进行温度指示器上下调节,然后用温度计测量锡槽液面下10-15 mm处的温度,判断温度是否随其变化.
2.检查预热器系统是否正常:打开预热器开关,检查其是否升温且温度是否正常.
3.检查切脚刀的工作情况:根据印制板的厚度与所留元件引线的长度调整刀片的高低,然后将刀片架拧紧且平稳,开机目测刀片的旋转情况,最后检查保险装置有无失灵.
4.检查助焊剂容器压缩空气的供给是否正常:倒入助焊剂,调好进气阀,开机后助焊剂发泡,使用试样印制板将泡沫调到板厚的1/2处,再镇紧眼压阀,待正式操作时不再动此阀,只开进气开关即可
5.等待以上程序全部正常后,方可将所需的各种工艺参数预置到设备的有关位置上。
消防救助训练前体操
一、目的
增强身体各部位肌肉的力量、耐力、柔软性和协调性的训练
二、指导事项
(1)检查队员的精神状态和健康情况;
(2)慢跑、以提高体温,增强身体灵活性和柔软性(运动时脉搏跳动不少于200/分钟)
三、动作要领
(1)纵跳
两手手掌相内,分开与肩同宽,肘部、手指尽量
伸直。
口令1时轻轻跳起,双臂与地面平行;当口令3时双臂用力向上摆动跳起。
注:按图3所示,用力跳
(2)展体
如图1、3所示,尽量把头下蹲到档部下。
(3)俯卧蹲起
注:按图2所示,身体站直、手指并拢。