现代电子元件装配技术100425
- 格式:ppt
- 大小:465.00 KB
- 文档页数:24
2012年广西职业院校中职学生组电工电子技能大赛《电子产品装配与调试》任务书(B题)工位号:成绩:说明:本次比赛共有电路装配焊接、电路故障诊断与排除、电路功能调试、电路参数测量、装配工艺卡编制、电路基础问答、电路原理图绘制等七个工作任务。
完成这七个工作任务的时间为240分钟。
按完成工作任务的情况和在完成工作任务进程中的职业与安全意识,评定成绩,满分为100分。
职业与安全意识要求:操作符合安全操作规程;工具摆放、包装物品、导线线头等的处理,符合职业岗位的要求;遵守赛场纪律,尊重赛场工作人员,爱惜赛场的设备和器材,保持工位的整洁。
1.工作过程安全2.仪器仪表操作安全、规范3.工具使用安全、规范4.搭建模块安全摆放5.赛场纪律和工位清洁选手分项目评分栏:一、元件选择及电路装配焊接(共计25分)(1)元器件选择(10分)对赛场提供的元器件进行识别和测量,并选择出正确的元器件进行装配。
将筛选过后多余的元器件放回指定的器件袋中。
注意:1.选择出的元器件型号、参数及外型封装必须与电路原理图(附图一)和电路装配图(附图二)保持一致。
2.在测量过程中如发现需要装配的元器件已损坏,可以在电路板通电前向裁判申请更换。
经裁判认定,如果测量结果不准确或者通电后才提出更换申请的,将被扣分。
(2)印制电路板焊接(10分)根据提供的原理图(附图一)和装配图(附图二),把选取的元器件及各功能部件正确的焊接在赛场提供的印制电路板上。
要求:焊点大小适中,光滑,干净,无毛刺.无漏,假,虚,连焊.引脚加工尺寸及成形符合工艺要求.导线长度,剥钱头长度符合工艺要求,芯线完好,挽线头镀锡.(3)产品装配(5分)把选取的元件及功能部件正确装配在电路板上.要求:元件无错漏,元件和导线安装以及元件上字符标识方向符合工艺要求.接插紧固件安装可靠牢固.无烫伤划伤处,整机清洁美观无污物.二、电路故障诊断与排除(共计10分)在您已经焊接好的线路板上,已经设置了两个故障,请您找到故障点并排除故障后使电路正常工作。

ref1004i2.5工作原理引言概述:REF1004I2.5是一种精密电压参考源芯片,广泛应用于各种电子设备中,提供高稳定性和精确的电压参考。
本文将深入探讨REF1004I2.5的工作原理,包括其基本结构、电路设计以及在电子系统中的应用。
通过对其工作原理的详细解析,读者将更好地理解和应用这一关键电子元器件。
正文内容:1. REF1004I2.5的基本结构和组成1.1 基本概念与定义:解释REF1004I2.5的基本概念,说明其作为电压参考源的主要特征。
强调REF1004I2.5的2.5V输出,以及其在电子系统中提供稳定电压的重要性。
1.2 电路组成与元件选择:详细阐述REF1004I2.5的内部电路组成,包括电流源、电压基准、反馈电路等。
探讨各个内部元件的选择和设计原则,确保REF1004I2.5的高性能和长期稳定性。
1.3 参考源温度补偿:探讨REF1004I2.5在设计中采用的温度补偿技术,以确保在不同工作温度下依然能够提供精确的2.5V输出。
强调温度补偿对于电压参考源在工业和汽车电子等领域的重要性。
1.4 噪声与漂移控制:详细分析REF1004I2.5中噪声和漂移的控制机制,包括采用滤波电容、优化电源线等手段。
强调在实际应用中对噪声和漂移进行合理控制的重要性,尤其是在精密测量和仪器设备中。
1.5 REF1004I2.5的包装和引脚配置:介绍REF1004I2.5的常见封装形式和引脚配置,以便更好地与其他电子元器件集成。
探讨不同包装形式在布局设计中的考虑因素,以满足特定应用的空间和功耗要求。
2. REF1004I2.5的电路设计原理2.1 电流源和电压基准设计:详细讨论REF1004I2.5中电流源和电压基准的设计原理,包括采用稳流源和高稳定性电阻等。
强调电流源和电压基准设计对于REF1004I2.5整体性能的关键性。
2.2 反馈电路与精度控制:探讨REF1004I2.5中的反馈电路设计,以及如何通过反馈控制实现2.5V输出。

焊接电子元件在电子制作中,元器件的连接处需要焊接。
焊接的质量对制作的质量影响极大。
所以,学习电于制作技术,必须掌握焊接技术,练好焊接基本功。
一、焊接工具(一)电烙铁。
电烙铁是最常用的焊接工具。
我们使用20W内热式电烙铁。
新烙铁使用前,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。
这样做,可以便于焊接和防止烙铁头表面氧化。
旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。
电烙铁要用220V交流电源,使用时要特别注意安全。
应认真做到以下几点:1.电烙铁插头最好使用三极插头。
要使外壳妥善接地。
2.使用前,应认真检查电源插头、电源线有无损坏。
并检查烙铁头是否松动。
3.电烙铁使用中,不能用力敲击。
要防止跌落。
烙铁头上焊锡过多时,可用布擦掉。
不可乱甩,以防烫伤他人。
4.焊接过程中,烙铁不能到处乱放。
不焊时,应放在烙铁架上。
注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。
5.使用结束后,应及时切断电源,拔下电源插头。
冷却后,再将电烙铁收回工具箱。
(二)焊锡和助焊剂焊接时,还需要焊锡和助焊剂。
1.焊锡。
焊接电子元件,一般采用有松香芯的焊锡丝。
这种焊锡丝,熔点较低,而且内含松香助焊剂,使用极为方便。
2.助焊剂。
常用的助焊剂是松香或松香水(将松香溶于酒精中)。
使用助焊剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁头。
焊接较大元件或导线时,也可采用焊锡膏。
但它有一定腐蚀性,焊接后应及时清除残留物。
(三)辅助工具为了方便焊接操作常采用尖嘴钳、偏口钳、镊子和小刀等做为辅助工具。
同学们应学会正确使用这些工具。
二、焊前处理焊接前,应对元件引脚或电路板的焊接部位进行焊前处理(见图3一11)。
(一)清除焊接部位的氧化层1.可用断锯条制成小刀。
刮去金属引线表面的氧化层,使引脚露出金属光泽。
2.印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。

QJ 中华人民共和国航天行业标准FL 0199QJ 548A—2004代替 QJ 548—1980电子产品零件制造和机械装配通用技术要求General technical requirements for part manufacture and mechanicalassembling of electronics2004-09-01发布2004-12-01实施国防科学技术工业委员会发布QJ 548A—2004前言本标准代替QJ 548—1980《电子产品零件制造和机械装配通用技术要求》。
本标准与QJ 548—1980相比主要有以下变化:a) 标准的格式按最新规定格式;b) 引用的标准作相应的扩充;c) 原标准1.3.2关于“未注公差尺寸按X级”根据GB/T 1804作相应更改;d) 原标准1.4的未注形位公差的要求根据GB/T 1184作相应更改;e) 原2.1(切削加工的零件)内增加2项;f) 原2.1.4(对零件上公制螺纹的要求)增加3项;g) 原2.2(金属钣金冲压件)增加2项;h) 原2.3(锻件、铸件、塑压件、焊接件)拆分成4条,并对每条进行了补充;i) 原2.4(镀(涂)覆件、热处理件)拆分成2条,并对每条进行了补充;j) 原2.5(非金属零件)增加2项;k) 原第2章(零件制造要求)内增加“其他”一条。
本标准由中国航天科技集团公司提出。
本标准由中国航天标准化研究所归口。
本标准起草单位:中国航天科技集团公司一院十二所。
本标准主要起草人:陈颖、刘颖、蔺荣庆。
本标准于1980年12月首次发布,本次为第一次修订。
IQJ 548A—2004 电子产品零件制造和机械装配通用技术要求1范围本标准规定了电子仪器、仪表和设备等电子电气产品的零件制造和部件、整(组)件机械装配的通用技术要求。
本标准适用于电子电气产品的零件制造和部件、整(组)件的机械装配,其他产品可参照执行。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
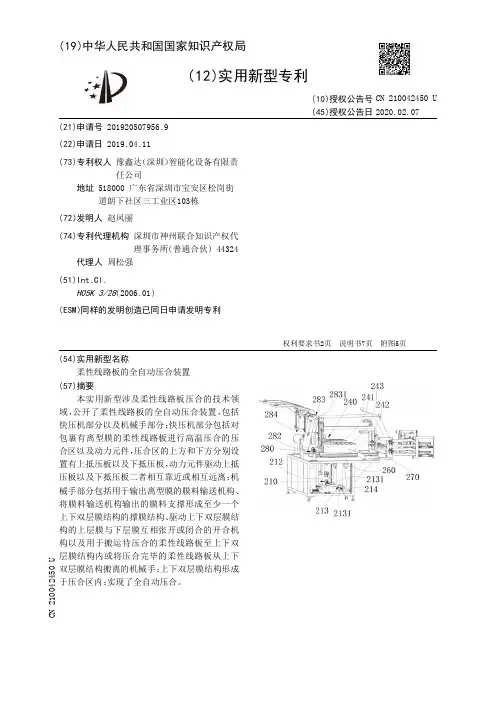
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920507956.9(22)申请日 2019.04.11(73)专利权人 豫鑫达(深圳)智能化设备有限责任公司地址 518000 广东省深圳市宝安区松岗街道朗下社区三工业区103栋(72)发明人 赵凤丽 (74)专利代理机构 深圳市神州联合知识产权代理事务所(普通合伙) 44324代理人 周松强(51)Int.Cl.H05K 3/28(2006.01)(ESM)同样的发明创造已同日申请发明专利(54)实用新型名称柔性线路板的全自动压合装置(57)摘要本实用新型涉及柔性线路板压合的技术领域,公开了柔性线路板的全自动压合装置,包括快压机部分以及机械手部分;快压机部分包括对包裹有离型膜的柔性线路板进行高温压合的压合区以及动力元件,压合区的上方和下方分别设置有上抵压板以及下抵压板,动力元件驱动上抵压板以及下抵压板二者相互靠近或相互远离;机械手部分包括用于输出离型膜的膜料输送机构、将膜料输送机构输出的膜料支撑形成至少一个上下双层膜结构的撑膜结构、驱动上下双层膜结构的上层膜与下层膜互相张开或闭合的开合机构以及用于搬运待压合的柔性线路板至上下双层膜结构内或将压合完毕的柔性线路板从上下双层膜结构搬离的机械手;上下双层膜结构形成于压合区内;实现了全自动压合。
权利要求书2页 说明书7页 附图5页CN 210042450 U 2020.02.07C N 210042450U1.柔性线路板的全自动压合装置,其特征在于,包括快压机部分以及机械手部分;所述快压机部分包括用于对包裹有离型膜的柔性线路板进行高温压合的压合区以及动力元件,所述压合区的上方和下方分别设置有上抵压板以及下抵压板,所述动力元件驱动所述上抵压板以及下抵压板二者相互靠近或相互远离;所述机械手部分包括用于输出离型膜的膜料输送机构、将所述膜料输送机构输出的膜料支撑形成至少一个上下双层膜结构的撑膜结构、驱动所述上下双层膜结构的上层膜与下层膜互相张开或闭合的开合机构以及用于搬运待压合的柔性线路板至所述上下双层膜结构内或将压合完毕的柔性线路板从所述上下双层膜结构搬离的机械手;所述上下双层膜结构形成于所述压合区内。