玻璃深加工工艺流程图
- 格式:docx
- 大小:41.76 KB
- 文档页数:1
玻璃生产工艺流程图玻璃生产工艺流程图玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行。
熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。
小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。
另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。
玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。
(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等。
(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形。
因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。
玻璃深加工工艺流程玻璃深加工是指对玻璃制品进行进一步的加工和处理,以改善其性能和外观,满足不同的使用需求。
在玻璃深加工工艺流程中,通常包括切割、打磨、钻孔、热弯曲、冷弯曲、喷砂、雕刻等环节。
下面将详细介绍玻璃深加工的工艺流程。
首先,切割是玻璃深加工中的基础工艺。
切割玻璃时,首先需要根据需要的尺寸和形状,在玻璃上做好标记,然后使用切割工具(如切割刀)进行切割。
在切割过程中,需要注意控制力度和速度,以免玻璃出现裂纹或不规则的边缘。
接下来是打磨工艺。
切割后的玻璃边缘通常会比较锋利,需要通过打磨来去除锋利的边缘,使其更加平滑。
打磨通常使用砂轮或砂纸,通过旋转或摩擦的方式对玻璃边缘进行打磨,直到达到预期的效果为止。
钻孔是玻璃深加工中常见的工艺之一。
在玻璃制品上需要钻孔时,首先需要确定钻孔位置,然后使用钻头和钻床进行钻孔。
在进行钻孔时,需要控制好速度和压力,以免玻璃破裂或产生不良的孔洞。
热弯曲和冷弯曲是对玻璃进行形状调整的工艺。
在热弯曲中,通常会先将玻璃加热至一定温度,然后通过模具或重力使其弯曲成所需的形状。
而在冷弯曲中,通常会先在玻璃上做好标记,然后通过机械或手工的方式将玻璃弯曲成所需的形状。
喷砂和雕刻是对玻璃进行表面处理的工艺。
在喷砂中,通常会使用高压空气将砂粒喷射到玻璃表面,以达到磨砂的效果。
而在雕刻中,通常会使用刻刀或激光设备对玻璃表面进行雕刻,以实现图案或文字的呈现。
总的来说,玻璃深加工工艺流程包括切割、打磨、钻孔、热弯曲、冷弯曲、喷砂、雕刻等环节,每个环节都需要严格控制工艺参数,以确保最终产品的质量和外观。
希望以上内容能对玻璃深加工工艺流程有所帮助。
玻璃加工工艺流程步骤
玻璃加工呢,一开始得有原料准备。
就像做菜得先把食材找齐一样。
要选好各种制造玻璃的原料,像石英砂、纯碱、石灰石这些。
这些原料的质量那可得把好关,要是有个不靠谱的原料混进去,就像做饭盐放多了一样,做出来的玻璃可能就有问题啦。
然后就是熔化的过程啦。
把这些原料一股脑儿地放进熔炉里,就像把食材放进大锅里煮一样。
那熔炉里可是高温环境,温度高得吓人,能让这些原料慢慢化成液态的玻璃。
这个时候的玻璃就像岩浆一样,红彤彤的,还特别黏稠呢。
接下来就是成型啦。
这就好比把煮好的面糊倒进模具里做出小饼一样。
玻璃可以通过不同的方式成型哦。
比如说吹制,工匠们就像吹气球似的,把玻璃吹成各种各样的形状,花瓶呀,酒杯呀啥的。
还有压制,用模具一压,就能做出平板玻璃或者有特定形状的玻璃制品啦。
成型之后就是退火喽。
玻璃刚出来的时候脾气可火爆了,内部应力很大。
退火就是让玻璃慢慢冷静下来,就像让一个生气的人慢慢消气一样。
把玻璃放在退火窑里,慢慢降低温度,这样玻璃内部的应力就会减小,变得更加稳定,不容易自己就碎掉啦。
再然后就是加工啦。
这个加工就有很多花样啦。
可以切割,把大块的玻璃切成合适的大小,就像裁布一样。
还能进行研磨和抛光,让玻璃表面变得超级光滑,像镜子一样。
有时候还会进行钢化处理,让玻璃变得更加结实,不容易被破坏。
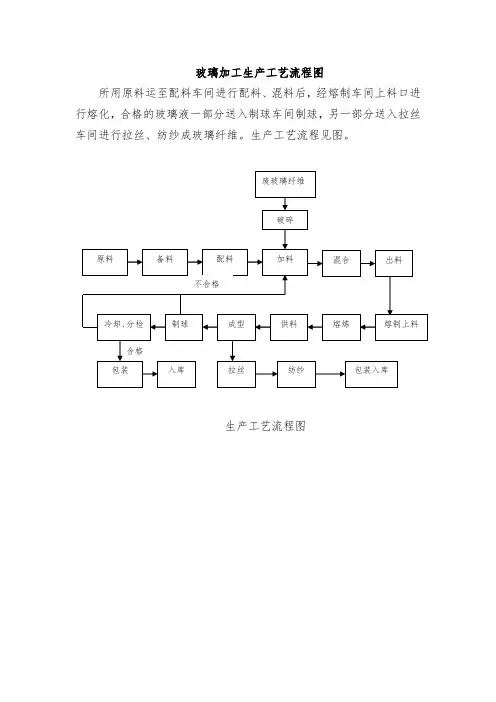
玻璃加工生产工艺流程图
所用原料运至配料车间进行配料、混料后,经熔制车间上料口进行熔化,合格的玻璃液一部分送入制球车间制球,另一部分送入拉丝车间进行拉丝、纺纱成玻璃纤维。
生产工艺流程见图。
生产工艺流程图
生产工艺分为配料、熔制、制球、拉丝、纺纱等工序。
各工序工艺流程简述如下:
(1)配料
砂岩、白粒岩经斗式提升机提升到粉料仓中,石灰石、白云石、纯碱、回头料采用料罐提升到粉料仓中,其余原料用载货电梯运到粉料仓仓顶,人工拆包后倒入粉料仓中。
原料经称量、配料后由皮带送至混合机混合后出料。
(2)熔制
配合料运至熔制车间上料口,由加料机投入窑炉,经熔化、澄清、均化为合格的玻璃液后,流入工作池。
(3)制球
合格的玻璃液经供料道均化、调整成适合成型的温度,由剪刀机剪成料滴,进入制球机制成玻璃球,检验合格的玻璃球通过跑到进入球仓冷却、退火后,经检验合格由人工包装,最后运至成品库。
不合格的球运往原料车间,重新回炉利用。
(4)拉丝
合格的玻璃液经供料道均化、调整成适合成型的温度,进入拉丝机拉丝。
(5)络纱
纤维丝经纺纱机纺成玻璃纤维,最后打包入库。
玻璃加工流程及工艺一、根据加工需求选择机床与刀具1、加工图纸分析分析图纸中所加工产品厚度、尺寸、所需要加工的位置及形状,还有加工所要求的精度。
分析好后将数据记下待以后使用。
2、根据所加工的产品是否有特殊要求选择机床(1)、丝印或镀膜后要求加工精度较高的要选择带CCD系统的机床,如CarverLGC-P。
(2)、如果加工的玻璃没有特殊要求,只要选择普通的机床就可以,如JDLGS230,JDLGC230,PMS-U等。
(3)、是否要带刀库就要根求客户的要求而定。
3、根据图纸选择磨头(1)、加工外形的磨头选择。
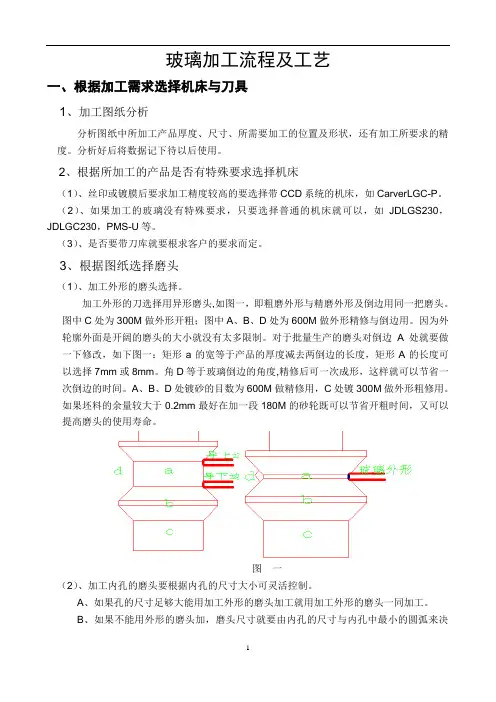
加工外形的刀选择用异形磨头,如图一,即粗磨外形与精磨外形及倒边用同一把磨头。
图中C处为300M做外形开粗;图中A、B、D处为600M做外形精修与倒边用。
因为外轮廓外面是开阔的磨头的大小就没有太多限制。
对于批量生产的磨头对倒边A处就要做一下修改,如下图一:矩形a的宽等于产品的厚度减去两倒边的长度,矩形A的长度可以选择7mm或8mm。
角D等于玻璃倒边的角度,精修后可一次成形,这样就可以节省一次倒边的时间。
A、B、D处镀砂的目数为600M做精修用,C处镀300M做外形粗修用。
如果坯料的余量较大于0.2mm最好在加一段180M的砂轮既可以节省开粗时间,又可以提高磨头的使用寿命。
图一(2)、加工内孔的磨头要根据内孔的尺寸大小可灵活控制。
A、如果孔的尺寸足够大能用加工外形的磨头加工就用加工外形的磨头一同加工。
B、如果不能用外形的磨头加,磨头尺寸就要由内孔的尺寸与内孔中最小的圆弧来决定,磨头的最大尺寸要小于产品尺寸。
例如小于1.5mm的内孔均不能用异形磨头倒下边,如果倒边的话只能翻面加工,用普通形状的刀。
刀具形状的选择相对较容易,具体的尺寸要根据加工的需要选择,依据是与其它材料加工选刀一样。
二、工艺装备玻璃的磨削到目前为止还是使用真空定位,其它的为法还没有被应用。
对于玻璃的工艺装备可分为以下两个部分:1、吸盘;2、吸盘连接部分;3、真空系统。
玻璃深加工工艺流程
《玻璃深加工工艺流程》
玻璃是一种常见的材料,有着广泛的应用领域。
在玻璃制品生产中,深加工工艺起着至关重要的作用。
下面将介绍一般的玻璃深加工工艺流程。
首先是玻璃切割。
玻璃的切割可以采用机械切割、水切割、激光切割等方式,根据所需产品的形状和尺寸进行切割。
接下来是磨边。
磨边可以使玻璃边缘更加光滑,避免刮伤生产过程中的其他设备以及操作人员。
通过不同的磨边工艺,可以满足不同应用领域对玻璃边缘质量的要求。
然后是打孔。
在玻璃制品生产中,常常需要对玻璃进行打孔以便安装螺丝或其他零部件。
打孔工艺需要精准的控制,以确保打孔位置准确、孔洞质量良好。
接着是抛光。
抛光可以提高玻璃表面的光洁度,使其更加透明明亮。
抛光工艺通常采用化学抛光或机械抛光方法。
最后是钻孔。
钻孔通常用于玻璃制品的组装和安装过程中,需要精确控制孔的直径和深度,以确保安装的稳固性和美观性。
以上就是一般的玻璃深加工工艺流程。
通过这些工艺,玻璃制品可以得到精确的尺寸、光滑的边缘、高质量的表面,以满足
各种应用场景的需求。
随着技术的不断进步,玻璃深加工工艺也在不断创新,为玻璃制品的生产提供了更多可能性。
玻璃生产工艺流程图玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行.熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。
小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产.另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热.玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。
(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等。
(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形。
因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。
![[上海]玻璃加工工艺流程解读(图文并茂)17821](https://uimg.taocdn.com/a56b7dcaa76e58fafbb00362.webp)
玻璃加工工艺流程论文XX金融中心XX2013摘要随着建筑行业不断地迅猛发展,新型材料的不断地创新,依照国家建筑发展为导向,建筑节约能源材料是当今我国不断推行的战略,建筑外墙装饰不断地被玻璃幕墙所代替,使现代建筑外墙显得美观、大方、得体、环保节能,现阶段我国普遍运用了中空玻璃、夹层玻璃、彩釉玻璃、镀膜玻璃、钢化玻璃及复杂的高分子复合性玻璃,这些玻璃即装饰了建筑外墙,也显得城市美观,给人们带来了舒适感。
关键词:玻璃、切割、磨边、彩釉、夹层、钢化、镀膜目录前言............................................................ - 4 -第一章玻璃......................................... - 6 -第二章玻璃加工机器设备介绍 ............. - 10 -第三章加工流程.....................................- 15 -第一节玻璃的切割............................. - 15 -第二节玻璃磨边............................... - 16 -第三节彩釉玻璃...................................- 18 -第四节钢化玻璃...................................... - 19 -第五节夹层玻璃.................................... - 22 -第六节镀膜玻璃................................. - 24 -第七节中空玻璃............................. - 29 -结束语....................................................... - 34 -前言玻璃最初由火山喷出的酸性岩凝固而得,约公元前3700年前,古埃及人已制出玻璃装饰品和简单玻璃器皿,当时只有有色玻璃。