数控线切讲义割加工
- 格式:ppt
- 大小:359.50 KB
- 文档页数:4


数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。
控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。
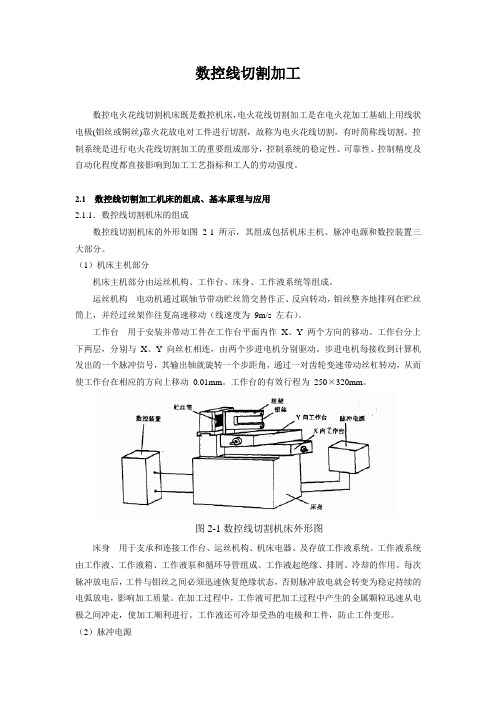
2.1 数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1 所示,其组成包括机床主机、脉冲电源和数控装置三大部分。
(1)机床主机部分机床主机部分由运丝机构、工作台、床身、工作液系统等组成。
运丝机构电动机通过联轴节带动贮丝筒交替作正、反向转动,钼丝整齐地排列在贮丝筒上,并经过丝架作往复高速移动(线速度为9m/s 左右)。
工作台用于安装并带动工件在工作台平面内作X、Y两个方向的移动。
工作台分上下两层,分别与X、Y向丝杠相连,由两个步进电机分别驱动。
步进电机每接收到计算机发出的一个脉冲信号,其输出轴就旋转一个步距角,通过一对齿轮变速带动丝杠转动,从而使工作台在相应的方向上移动0.01mm。
工作台的有效行程为250×320mm。
图2-1数控线切割机床外形图床身用于支承和连接工作台、运丝机构、机床电器、及存放工作液系统。
工作液系统由工作液、工作液箱、工作液泵和循环导管组成。
工作液起绝缘、排屑、冷却的作用。
每次脉冲放电后,工件与钼丝之间必须迅速恢复绝缘状态,否则脉冲放电就会转变为稳定持续的电弧放电,影响加工质量。
在加工过程中,工作液可把加工过程中产生的金属颗粒迅速从电极之间冲走,使加工顺利进行。
工作液还可冷却受热的电极和工件,防止工件变形。
(2)脉冲电源脉冲电源又称高频电源,其作用是把普通的50Hz 交流电转换成高频率的单向脉冲电压。
加工时,钼丝接脉冲电源负极,工件接正极。
(3)数控装置数控装置以PC 机为核心,配备有其他一些硬件及控制软件。
加工程序可用键盘输入或磁盘输入。

数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。
控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。
2.1 数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1 所示,其组成包括机床主机、脉冲电源和数控装置三大部分。
(1)机床主机部分机床主机部分由运丝机构、工作台、床身、工作液系统等组成。
运丝机构电动机通过联轴节带动贮丝筒交替作正、反向转动,钼丝整齐地排列在贮丝筒上,并经过丝架作往复高速移动(线速度为9m/s 左右)。
工作台用于安装并带动工件在工作台平面内作X、Y 两个方向的移动。
工作台分上下两层,分别与X、Y 向丝杠相连,由两个步进电机分别驱动。
步进电机每接收到计算机发出的一个脉冲信号,其输出轴就旋转一个步距角,通过一对齿轮变速带动丝杠转动,从而使工作台在相应的方向上移动0.01mm。
工作台的有效行程为250×320mm。
图2-1数控线切割机床外形图床身用于支承和连接工作台、运丝机构、机床电器、及存放工作液系统。
工作液系统由工作液、工作液箱、工作液泵和循环导管组成。
工作液起绝缘、排屑、冷却的作用。
每次脉冲放电后,工件与钼丝之间必须迅速恢复绝缘状态,否则脉冲放电就会转变为稳定持续的电弧放电,影响加工质量。
在加工过程中,工作液可把加工过程中产生的金属颗粒迅速从电极之间冲走,使加工顺利进行。
工作液还可冷却受热的电极和工件,防止工件变形。
(2)脉冲电源脉冲电源又称高频电源,其作用是把普通的50Hz 交流电转换成高频率的单向脉冲电压。
加工时,钼丝接脉冲电源负极,工件接正极。
(3)数控装置数控装置以PC 机为核心,配备有其他一些硬件及控制软件。
加工程序可用键盘输入或磁盘输入。

