【工程文档】锅炉安装的允许偏差和检验方法表
- 格式:doc
- 大小:11.67 KB
- 文档页数:2



验标
第一条锅炉安装主要几何尺寸检测方法
在测定锅炉安装主要几何尺寸时,可用弹簧称拉紧钢尺,(钢尺应经过质量检查部门鉴定合格),在相同紧力(紧力范围为5~15kg)下测量。
第二条标高检测方法
(一)锅炉安装标高测定,以锅炉某一立柱一米基准标高线为基准,也可以厂房基准标高为基准。
测定高时可以用钢尺直接检测,也可以用玻璃水平管间接测定。
(二)检测联箱(汽包)标高,应分别检测联箱(汽包)两端部水平中心位置。
检测梁标高,除另有规定外,应分别测定梁的两头顶部两侧位置。
第三条联箱(汽包)、梁纵横不水平度检测方法
检测联箱(汽包)、梁等部件纵横不水平度时,可用玻璃水平管,按第二条(二)中规定的检测位置测定。
第四条立柱、梁扭曲值检测方法
将柱、梁放置水平,在柱、梁四角垂直焊置等高圆钢,在圆钢顶部对角交叉拉两条钢丝,用钢板尺检测两钢丝中心距离。
该距离的一半即为扭曲值。
第五条炉墙、保温、油漆的检测方法
检验项目按抽样检查。
其中:度要项目随机抽查10点,一般项目随机抽查5点。
抽查结果取平均值。
钢架组合件、单根立柱安装
炉顶钢架安装
管箱式空气预热器安装
管箱式空气预热器连通箱安装
平台、梯子组合安装
汽包安装
汽包内部装置安装
水冷壁组合、包墙过热器组合安装
锅炉本体管路安装
立式过热器组合安装
省煤器组合安装
取样冷却器安装
汽包水位计安装
压力表安装
膨胀指示器安装
安全阀安装。
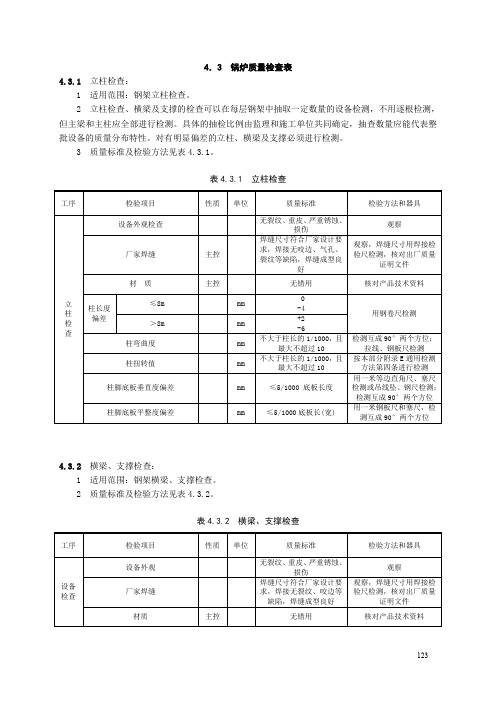
4.3 锅炉质量检查表4.3.1立柱检查:1 适用范围:钢架立柱检查。
2 立柱检查、横梁及支撑的检查可以在每层钢架中抽取一定数量的设备检测,不用逐根检测,但主梁和主柱应全部进行检测。
具体的抽检比例由监理和施工单位共同确定,抽查数量应能代表整批设备的质量分布特性。
对有明显偏差的立柱、横梁及支撑必须进行检测。
3 质量标准及检验方法见表4.3.1。
表4.3.1 立柱检查4.3.2横梁、支撑检查:1 适用范围:钢架横梁、支撑检查。
2 质量标准及检验方法见表4.3.2。
表4.3.2 横梁、支撑检查123注:L—横梁长度。
4.3.3板梁检查:1 适用范围:钢架板梁检查。
2 质量标准及检验方法见表4.3.3。
表4.3.3 板梁检查124注:H—板梁高度,L—连接螺栓孔群中心线至测量基准线的距离。
4.3.4高强螺栓连接:1 适用范围:钢架高强螺栓连接。
2 质量标准及检验方法见表4.3.4。
表4.3.4 高强螺栓连接1254.3.5吊挂装置检查:1 适用范围:锅炉本体部件(汽包、受热面、联箱、燃烧器、本体管道等)承重吊挂装置(吊架)安装前检查。
2 质量标准及检验方法见表4.3.5。
表4.3.5 吊挂装置检查4.3.6吊挂装置安装:1 适用范围:锅炉本体部件(汽包、受热面、联箱、燃烧器、本体管道等)承重吊挂装置(吊架)安装。
2 质量标准及检验方法见表4.3.6。
表4.3.6 吊挂装置安装1264.3.7受热面设备检查:1 适用范围:锅炉水冷壁、过热器、再热器、省煤器、汽-汽加热器、悬吊管、本体管路等设备检查。
2 质量标准及检验方法见表4.3.7。
表4.3.7 受热面设备检查1274.3.8锅炉本体、附属管路设备检查:1 适用范围:锅炉本体降水管、蒸发管、蒸汽联络管、给水联络管、再循环管、减温水管道等管路的检查。
2 质量标准及检验方法见表4.3.8。
表4.3.8锅炉本体、附属管路设备检查4.3.9受热面管对口:1 适用范围:锅炉本体降水管、蒸发管、蒸汽联络管、给水联络管、再循环管、减温水管道等管路的检查。
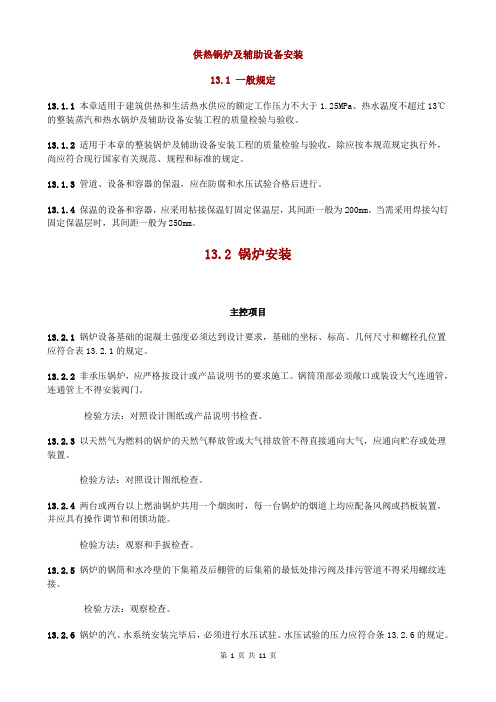
供热锅炉及辅助设备安装13.1 一般规定13.1.1本章适用于建筑供热和生活热水供应的额定工作压力不大于1.25MPa、热水温度不超过13℃的整装蒸汽和热水锅炉及辅助设备安装工程的质量检验与验收。
13.1.2适用于本章的整装锅炉及辅助设备安装工程的质量检验与验收,除应按本规范规定执行外,尚应符合现行国家有关规范、规程和标准的规定。
13.1.3管道、设备和容器的保温,应在防腐和水压试验合格后进行。
13.1.4保温的设备和容器,应采用粘接保温钉固定保温层,其间距一般为200mm。
当需采用焊接勾钉固定保温层时,其间距一般为250mm。
13.2 锅炉安装主控项目13.2.1锅炉设备基础的混凝土强度必须达到设计要求,基础的坐标、标高、几何尺寸和螺栓孔位置应符合表13.2.1的规定。
13.2.2 非承压锅炉,应严格按设计或产品说明书的要求施工。
锅筒顶部必须敞口或装设大气连通管,连通管上不得安装阀门。
检验方法:对照设计图纸或产品说明书检查。
13.2.3以天然气为燃料的锅炉的天然气释放管或大气排放管不得直接通向大气,应通向贮存或处理装置。
检验方法:对照设计图纸检查。
13.2.4两台或两台以上燃油锅炉共用一个烟囱时,每一台锅炉的烟道上均应配备风阀或挡板装置,并应具有操作调节和闭锁功能。
检验方法:观察和手扳检查。
13.2.5锅炉的锅筒和水冷壁的下集箱及后棚管的后集箱的最低处排污阀及排污管道不得采用螺纹连接。
检验方法:观察检查。
13.2.6锅炉的汽、水系统安装完毕后,必须进行水压试驻。
水压试验的压力应符合条13.2.6的规定。
表13.2.6 水压试验压力规定注:①工作压力P对蒸汽锅炉指铜简工作压力.对热水锅炉指锅炉额定出水压力;②铸铁锅炉水压试验同热水锅炉;③非承压锅炉水压试已压力为0.2MPa,试验期间压力应保持不变。
检验方法:1.在试驻压力下10min内压力降不不超过0.0MPa;然后降至工作压力进行检查,压力不降,不渗、不漏;2.观察检查,不得有残余变形.受压元件金属壁和焊缝上不不得有水珠和水雾。

对应的新标准:DL/T 5047-95电力建设施工及验收技术规范(锅炉机组篇)(修订本)SDJ245—88主编部门:水利电力部基本建设司水利电力部电力建设研究所批准部门:中华人民共和国水利电力部实行日期:1998年7月1日中华人民共和国水利电力部关于颁发《电力建设施工及验收技术规范(锅炉机组篇)》(修订本)的通知(88)水电基字第1号为了适应我国电力工业建设发展的需要,我部组织有关单位对1980年原电力工业部颁发的《电力建设施工及验收技术规范(锅炉机组篇)DLJ52—81》进行了修订。
修订后,定名为《电力建设施工及验收技术规范(锅炉机组篇)SDJ245—88》(修订本),现予颁发,自1988年7月1日起执行。
希各单位在执行中注意总结经验,若发现问题,请及时告我部基本建设司。
一九八八年一月十四日第一章总则第一节一般规定第1.1.1条本规范适用于容量为25~600MW,主蒸汽压力为3.82~18.3MPa(39~186.5kgf/cm2),主蒸汽温度为450~555℃的国产机组的施工及验收。
对于大于或小于上述容量和参数的机组的施工及验收工作可参考使用本规范。
国外引进机组的施工及验收工作应执行制造厂的规定。
如制造厂无明确规定,则应执行本规范。
第1.1.2条锅炉机组安装工程必须按设计和设备技术文件施工,有关管道、焊接、泵类和热工测量仪表管道等部分应与本规范相应专业技术规范配合使用。
一、锅炉范围内的蒸汽管道、给水管道和工业水管道的安装应执行《电力建设施工及验收技术规范(管道篇)》(DJ56—79)。
二、承压管道配制和安装中的焊接工作应执行《电力建设施工及验收技术规范(火力发电厂焊接篇)》(SDJ51—82)。
重要钢结构、承压部件上焊接的非承压件应由适合于该项工作并经考试合格的焊工进行焊接。
三、泵类安装应执行《电力建设施工及验收技术规范(汽轮机机组篇)》(SDJ53—83)。
四、热工测量仪表安装应执行《电力建设施工及验收技术规范(热工仪表及控制装置篇)》(SDJ57—79)。
锅炉安装检验方案1概述我单位承建的XX厂WGZ130/3.82—13型锅炉,为立式旋风燃烧,双筒前置式液态排渣煤粉锅炉,锅筒由吊架悬吊在钢架上。
锅炉安装的质量,直接影响着锅炉设备能否达到设计的要求和运行的安全,为此我们对以下各点进行重点检查。
1.1对锅炉的钢架,受热面管、汽包、联箱,在校正、组合安装过程中,其尺寸、形状和安装位置应正确。
对各部件的相对位置(垂直度、水平度、标高和中心距)必须认真地进行检查和调整。
1.2在施工中除严格地按照规定对设备和材料进行检验外,还应重视焊接、法兰连接以及筑炉的质量。
1.3为了保证锅炉安装后,有良好的膨胀性,必须正确地处理设备系统内部的膨胀量。
通过质量检验工作,一方面可以对发现的质量问题及时采取处理措施,以保证不致延续到下道工序,另外通过对这些问题的分析,还可暴露出失控环节及管理上的问题,以便及时改善或加强质量控制,从而保证安装质量,现制定以下检验措施。
2质量保证措施2.1现场焊接(包括焊条库),探伤(包括暗室),试压设备以及检测仪表,量具的性能,数量能够满足施工要求。
2.2持证焊工合格项目应能满足施工要求,无证焊工不能上岗操作。
2.3焊接工艺评定符合有关技术规范的要求,能满足实际工程需要2.4核对制造厂提供的设备、原材料、配件的出厂资料及质量保证文件。
2.5工序交接,办好工序交接检查。
关键部位的质量检查,由甲乙双方共同检查,双方均应签字认可。
2.6焊口的质量检查:2.6.1锅炉受压元件的安装焊接质量应以如下几个方面进行检查和试验,即焊缝的外观检查和无损探伤,焊接接头检查试件的机械性能试验,水压试验等。
2.6.2焊缝的外观检查就是用肉眼或低倍放大镜进行观察,看有无以下缺陷。
2.6.2.1焊缝的高度、宽度不均匀。
2.6.2.2管子中心线错开或弯折。
2.6.2.3焊缝有覆盖(浮焊)和咬边。
2.6.2.4焊缝及热影响区的表面有裂纹。
2.6.2.5焊缝表面有弧坑、夹渣及气孔。
验标第一条锅炉安装主要几何尺寸检测方法在测定锅炉安装主要几何尺寸时,可用弹簧称拉紧钢尺,(钢尺应经过质量检查部门鉴定合格),在相同紧力(紧力范围为5~15kg)下测量。
第二条标高检测方法(一)锅炉安装标高测定,以锅炉某一立柱一米基准标高线为基准,也可以厂房基准标高为基准。
测定高时可以用钢尺直接检测,也可以用玻璃水平管间接测定。
(二)检测联箱(汽包)标高,应分别检测联箱(汽包)两端部水平中心位置。
检测梁标高,除另有规定外,应分别测定梁的两头顶部两侧位置。
第三条联箱(汽包)、梁纵横不水平度检测方法检测联箱(汽包)、梁等部件纵横不水平度时,可用玻璃水平管,按第二条(二)中规定的检测位置测定。
第四条立柱、梁扭曲值检测方法将柱、梁放置水平,在柱、梁四角垂直焊置等高圆钢,在圆钢顶部对角交叉拉两条钢丝,用钢板尺检测两钢丝中心距离。
该距离的一半即为扭曲值。
第五条炉墙、保温、油漆的检测方法检验项目按抽样检查。
其中:度要项目随机抽查10点,一般项目随机抽查5点。
抽查结果取平均值。
1钢架组合件、单根立柱安装炉顶钢架安装2管箱式空气预热器安装管箱式空气预热器连通箱安装汽包安装3平台、梯子组合安装汽包内部装置安装4水冷壁组合、包墙过热器组合安装锅炉本体管路安装5立式过热器组合安装锅炉联箱安装6省煤器组合安装吊挂管组合安装取样冷却器安装7汽包水位计安装压力表安装膨胀指示器安装8安全阀安装9锅炉整体水压试验A类工程焊接质量检验评定标准表(mm)10离心式送风机、吸风机及排粉风机安装皮带给煤机安装锅炉强制循环泵安装螺旋输粉机安装轴流风机安装焊接工程质量验评的条件、内容和方法1.1 焊接工程进行质量验收和等级评定应具备以下条件:1.1.1 参加该项工程焊接的焊工,应按《焊工技术考核规程》的规定进行技术考核,取得相应项目的合格证书。
1.1.2 所使用的焊接材料(焊条、焊丝、钨棒、氩气、氧气、乙炔气、电石和焊剂)应有质量保证资料(出厂合格证或技术性能补充试验合格报告)。