机制技术习题解答定位误差计算1
- 格式:ppt
- 大小:110.50 KB
- 文档页数:6




定位误差作业题答案7-7 套类零件铣槽时,其工序尺寸有四种标注方式,如图7-47所示,若定位心轴水平放置,试分别计算工序尺寸为H1、H2、H3、H4的定位误差。
图7-47 题7-7图解:(1)求H1的定位误差1)工序基准是外圆下母线,定位基准是孔的轴线,两者不重合,ΔB =0.03/2=0.015mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准不在定位基面上,H1的定位误差为ΔD=ΔY+ΔB=0.015+0.021=0.036mm (2)求H2的定位误差1)工序基准是孔的轴线,定位基准是孔的轴线,两者重合,ΔB=0。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)H2的定位误差ΔD=ΔY+ΔB=0.021+0=0.021mm(3)求H3的定位误差1)工序基准是内孔的上母线,定位基准是孔的轴线,两者不重合,ΔB=0.021/2=0.0105mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准在定位基面上,ΔD=ΔY±ΔB“+”、“-”的判别:当定位基面直径由大变小,定位基准朝上变动;当定位基面直径由大变小,若定位基准位置不动时,工序基准朝下变动;两者的变动方向相反,取“-”号。
所以H3的定位误差为ΔD=ΔY-ΔB=0.021-0.0105=0.0105mm(4)求H4的定位误差1)工序基准是外圆上母线,定位基准是孔的轴线,两者不重合,ΔB=0.03/2=0.015mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准不在定位基面上,H4的定位误差为ΔD=ΔY+ΔB=0.015+0.021=0.036mm7-8 图7-48所示工件,加工工件上Ⅰ、Ⅱ、Ⅲ三个小孔,请分别计算三种定位方案的定位误差,并说明哪个定位方案较好。




定位误差分析与计算(一)在机械加工过程中,使用夹具的目的是为保证工件的加工精度。
那么,在设计定位方案时,工件除了正确地选择定位基准和定位元件之外,还应使选择的定位方式必须能满足工件加工精度要求。
因此,需要对定位方式所产生的定位误差进行定量地分析与计算,以确定所选择的定位方式是否合理。
1 定位误差产生的原因和计算造成定位误差ΔD的原因可分为性质不同的两个部分:一是由于基准不重合而产生的误差,称为基准不重合误差Δ B;二是由于定位副制造误差,而引起定位基准的位移,称为基准位移误差Δ Y。
当定位误差Δ D≤1/3δK(δK为本工序要求保证的工序尺寸的公差)时,一般认为选定的定位方式可行。
(1) 基准不重合误差的计算由于定位基准与工序基准不重合而造成的工序基准对于定位基准在工序尺寸方向上的最大可能变化量,称为基准不重合误差,以ΔB表示。
如图4.36所示的零件简图,在工件上铣一通槽,要求保证的工序尺寸为A、B、C,为保证B尺寸,工件用以K1面或以K2面来定位,都可以限制工件在B尺寸方向上的移动自由度。
但两种定位方式的定位精度是不一样的。
由于加工过程中,是采用夹具上定位件的定位表面为基准来对刀的。
当以K1面为定位基准时,如图 4.37(a)所示B就为确定刀具与夹具相互位置的对刀尺寸,在一批工件的加工过程中 B的位置是不变的。
当以K2面为定位基准时,如图4.37(b)所示B′为确定刀具与夹具相互位置的对刀尺寸,由于工序基准是K1面,与K2面不重合。
当一批工件逐个在夹具上定位时,受尺寸L±Δl的影响,工序基准K1面的位置是变动的,K1的变动影响工序尺寸B的大小,给B造成误差。
由图 4.37(a)可知ΔB=0由图 4.37(b)可知ΔB=Lmax-Lmin=2Δl (4.1)当工序基准的变动方向与工序尺寸方向有一夹角时,基准不重合误差等于定位基准与工序基准间距离尺寸公差在工序尺寸方向上的投影,即Δ B= (Smax-Smin)cos ββ是基准不重合误差变化方向与工序尺寸方向上夹角( 2)基准位移误差和计算由于定位副的制造误差而造成定位基准对其规定位置的最大可能变动位移,称为基准位移误差,用ΔY 来表示。

定位误差计算习题
例题⼀:如下图所⽰零件,外圆及两端⾯已加⼯好(外圆直径0
1.050-=D )。
现加⼯槽 B ,要求保证位置尺⼨ L 和 H ,不考虑槽底⾯斜度对加⼯质量的影响。
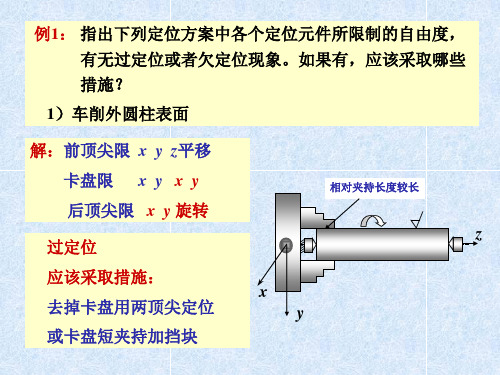
试求:1)确定加⼯时必须限制的⾃由度;
2)选择定位⽅法和定位元件,并在图中⽰意画出; 3)计算所选定位⽅法的定位误差。
解:
①必须限制4个⾃由度:Z X Z Y
,,, 。
②定位⽅法如下图所⽰。
③定位误差计
算:
对于尺⼨H :⼯序基准是外圆下母
线
定位基准是外圆下母线
限位基准是与外圆下母线重合的⼀条线(也可认为是⼀个平⾯)因此:
基准不重合误差0=?B 基准位移误差0=?Y 所以定位误差0=?DW
同理,对于尺⼨L 其定位误差:0=DW ?
例题⼆:如下图所⽰齿轮坯,内孔及外圆已加⼯合格
(025.0035+=φD mm ,0
1.080-=φd mm ),现在插床上以调整法加⼯键槽,要求保证尺⼨2
.005.38+=H mm 。
试计算图⽰定位⽅法的定位误
差(忽略外圆与内孔同轴度误差)。
解:⼯序基准是
D 孔下母线;定位基准是D 轴中⼼线;限位基准V 型块的对称中⼼(垂直⽅向上)。
定位误差计算如下:
1、基准不重合误差:T D /2;
2、基准位移误差:0.707Td
0825.0025.05.01.07.05.07.0=?+?=?+?=?D d DW T T (mm)。




常见定位方式定位误差的计算⑴工件以平面定位平面为精基面基准位移误差△基=0 定位误差△定=△不.⑵工件以内孔定位①工件孔与定位心轴〔或销〕采用间隙配合的定位误差计算△定= △不+ △基工件以内孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:a.心轴〔或定位销〕垂直放置,按最大孔和最销轴求得孔中心线位置的变动量为:△基= δD + δd + △min = △ma* =孔Dma*-轴dmin (最大间隙〕b.心轴〔或定位销〕水平放置,孔中心线的最大变动量〔在铅垂方向上〕即为△定△基=OO'=1/2(δD+δd+△min)=△ma*/2或△基=(Dma*/2)-(dmin/2)=△ma*/2= (孔直径公差+轴直径公差) / 2②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时的定位误差此时,由于工件孔与心轴(销)为过盈配合,所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O ,所以△不=0对H2尺寸:△不=δd/2⑶工件以外圆外表定位A、工件以外圆外表在V型块上定位由于V型块在水平方向有对中作用。
基准位移误差△基=0 B.工件以外圆外表在定位套上定位定位误差的计算与工件以内孔在圆柱心轴、圆柱销上定位误差的计算一样。
⑷工件与"一面两孔"定位时的定位误差①“1〞孔中心线在*,Y方向的最大位移为:△定〔1*)=△定(1y)=δD1+δd1+△1min=△1ma*〔孔与销的最大间隙〕②“2〞孔中心线在*,Y方向的最大位移分别为:△定(2*)=△定(1*)+2δLd(两孔中心距公差)△定(2y)=δD2+δd2+△2min=△2ma*③两孔中心连线对两销中心连线的最大转角误差:△定(α)=2α=2tan-1[(△1ma*+△2ma*)/2L] (其中L为两孔中心距)以上定位误差都属于基准位置误差,因为△不=0。
需要指出的是定位误差一般总是针对批量生产,并采用调整法加工的情况而言。

幻灯片1三、定位误差计算实例例1:如图所示,以A面定位加工φ20H8孔,求加工尺寸40±0.1mm的定位误差。
定位误差计算实例解:工序基准B与定位基准A不重合,因此存在基准不重合误差。
ΔB=0.05+0.1=0.15mm定位基面为平面,ΔY=0故,ΔD=ΔB=0.15mm例2:如图所示,工件以内孔在定位销上定位铣槽,要求保证加工尺寸,求其定位误差。
以内孔定位心轴垂直放置时定位误差的计算解: 1)定位基准与工序基准重合,ΔB =0。
2)定位销垂直放置ΔY=Xmax=Dmax-dmin=TD+Td3)ΔD=ΔY=TD+Td例3:如下图所示,用工件内孔定位铣键槽时,其工序尺寸分别为A1、A2、A3、A4 、A5 ,求各工序尺寸的定位误差。
定位心轴尺寸为:011dTd -φ解: (1)工序尺寸A1工序基准为孔的上母线,定位基准为孔的轴线2DB T =∆ 21d D Y T T +=∆心轴水平放置工序基准在定位基面上,定位基面(孔)变大,定位基准下移;定位基准不动,工序基准上移。
221Dd D B Y D T T T -+=∆-∆=∆(2)工序尺寸A2工序基准与定位基准重合ΔB=021d D Y T T +=∆20211d D d D B Y D T T T T +=++=∆+∆=∆(3)工序尺寸A3工序基准为孔的下母线,定位基准为孔的轴线 21d D Y T T +=∆2D B T =∆工序基准在定位基面上,定位基面(孔)变大,定位基准下移;定位基准不动,工序基准下移。
221D d D B Y D T T T ++=∆+∆=∆(4)工序尺寸A4工序基准为外圆的下母线,定位基准为孔的轴线2d BT =∆21d D Y T T +=∆工序基准不在定位基221d d D B Y D T T T ++=∆+∆=∆(5)工序尺寸A5工序基准为外圆的上母线,定位基准为孔的轴线2d BT =∆ 21d D YT T +=∆工序基准不在定位基面上221dd D B Y D T T T ++=∆+∆=∆例4:铣下图所示工件上的键槽,以圆柱面在的V 形块上定位,求加工尺寸分别为A1、A2、A3时的定位误差。