PACK电池组工艺标准SOP模板
- 格式:pdf
- 大小:101.11 KB
- 文档页数:1

动力电池pack装配工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!动力电池 pack 装配工艺流程一、前期准备阶段在进行动力电池 pack 装配之前,需要做好充分的准备工作。


of
18序号数量110
23
版本
1、工作台面清洁无杂物;
2、操作员严格按照以下图示要求配戴劳保用品
3、整个作业过程中电芯不能短路现象,电芯不能跌落。
名称
物料
内阻仪器油笔
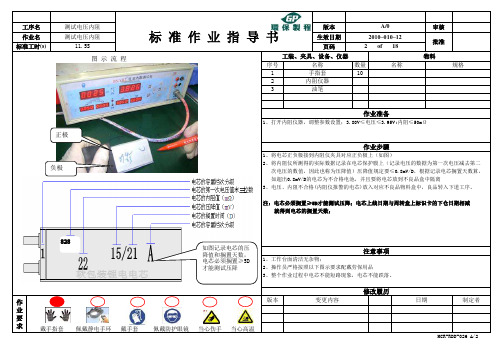
1、将电芯正负极接到内阻仪夹具对应正负极上(如图)
2、将内阻仪所测得的实际数据记录在电芯保护膜上(记录电压的数据为第一次电压减去第二 次电压的数值,因此也称为压降值)压降值规定要≤0.8mV/D,根据记录电芯搁置天数算,注:电芯必须搁置≥5D才能测试压降;电芯上线日期与周转盒上标识卡的下仓日期相减 就得到电芯的搁置天数;
作业要求
规格
作业步骤
戴手指套 佩戴静电手环 戴手套 佩戴防护眼镜 当心伤手 当心高温
名称 变更内容
1、打开内阻仪器,调整参数设置;3.80V≤电压≤3.95V;内阻≤50mΩ
如超出0.8mV/D的电芯为不合格电池,并且要将电芯放到不良品盒中隔离
3、电压、内阻不合格(内阻仪报警的电芯)放入对应不良品物料盒中,良品转入下道工序。
工序名测试电压内阻标 准 作 业 指 导 书
作业名测试电压内阻
标准工时(s)
版本A/0审核11.5S
页码
修改履历
2010–010–12生效日期批准2作业准备
工装、夹具、设备、仪器
MCR-RDD-026 A/2
手指套注意事项
制定者
日期
图示流程
828
三
正极
负极
如图记录电芯的压降值和搁置天数,电芯必须搁置≥5D 才能测试压降。

文 件 类 别文件编号 MCA-xxx-xxx标准文件版 别 A/0 文件名称: 锂电池PACK 结构设计SOP页 码1 of 31、目的:1.1明确工程师在新机种开发中的工作内容; 1.2使工程资料系统化,增强工程文件的可追溯性 2、范围:适用于本公司所有已试产OK 并待转量产的新机种。
3、权责:3.1 CPD : 负责新机种相关工程文件的制定、验证及新物料的承认 负责新机种转量产相关事项的跟进3.2 工程部:负责新机种试产所需的工装治具、产线规划、SOP 的制作及试产后召开试产总结会议3.2 品保部:负责对供应商所送样品进行可靠性测试负责跟进新机种上线后的品质状况,并及时将产线的异常情况反馈给相关单位分析、处理 3.3 销售部:负责收集客户对产品功能及外观的需求并知会相关部门负责及时将迈科工程师对新机种的分析结果反馈给客户,确保和客户之间的沟通顺畅 3.4 研发部:负责提供电芯的规格文件 4.5 采购部:负责新开发机种的物料打样负责督促厂商提供相关试产OK 物料的承认资料及承认样品 4、定义:4.1成品外形图:定义产品外形尺寸、产品PACK 结构、电池外延连接方式的工程平面图4.2工程3D 图档:工程师对所构思的产品结构进行理论表述的三维空间图,同时,也是提供给厂商做开模参考用的标准工程文件4.3 BOM 表:包含一个机种所有材料的物料清单(包含物料名称、物料编码、规格、用量、损耗) 4.4 ECN 文件:为修改BOM 、装箱资料及产品规格书等标准文件而产生的工程变更通知书4.5 装箱资料:定义产品装箱数量及装箱方式的工程文件,同时提供给客服部门做为申请报关资料的原始数据 4.6 PCB 外形图:定义PCB 的外形尺寸、正负极接入位置(正负极焊盘之间的距离参考电芯的极耳间距而定)、输 出端的位置及工程要求备注说明4.7零件外形图:定义产品零部件的外形尺寸、材质要求、表面处理要求、外观要求及工程要求备注说明,主要作用是提供给厂商参考以便加工出工程师所需要的结构产品,同时,也是作为IQC 进行来料检验的主要参考标准迈科新能源有限公司○R Tech McNair NewPower Co..,Ltd文 件 类 别文件编号 MCA-xxx-xxx标准文件版 别 A/0 文件名称: 锂电池PACK 结构设计SOP页 码2 of 35、作业流程5.1新机种开发流程:作 业 流 程 图记 录 / 表 单权责部门/负责人 流程步骤新机种开案说明会议记录CPD/PM11. 成品外形图2. PCB 外形图3. 零部件外形图4. 工程3D 图档5. 装箱资料6. BOM 表CPD/ME21.《物料打样申请单》CPD/PM31.《样品试做报告》CPD/ME41.《试产与总结报告》工程部/PE2 CPD/PM51. 发行工程图面2. 完成新物料的承认3. 发行装箱资料CPD 、 品保部、采购部66、流程说明:6.1接收新机种开案信息6.1.1 CPD/ME 在CPD/PM 主持的新机种说明会上须明确了解客人的具体要求,并需保留此类信息作为ME 相关结构设计产出资料的信息支持。
of
18序号
数量1
10
2
3
版本
1、工作台面清洁无杂物;
2、操作员严格按照以下图示要求配戴劳保用品
3、整个作业过程中电芯不能短路现象,电芯不能跌落。
名称
物料
内阻仪器油笔1、将电芯正负极接到内阻仪夹具对应正负极上(如图)
2、将内阻仪所测得的实际数据记录在电芯保护膜上(记录电压的数据为第一次电压减去第二 次电压的数值,因此也称为压降值)压降值规定要≤0.8mV/D,根据记录电芯搁置天数算注:电芯必须搁置≥5D才能测试压降;电芯上线日期与周转盒上标识卡的下仓日期相减 就得到电芯的搁置天数;
作业要求
规格
作业步骤
戴手指套 佩戴静电手环 戴手套 佩戴防护眼镜 当心伤手 当心高温
名称 变更内容
1、打开内阻仪器,调整参数设置;3.80V≤电压≤3.95V;内阻≤50m Ω
如超出0.8mV/D的电芯为不合格电池,并且要将电芯放到不良品盒中隔离
3、电压、内阻不合格(内阻仪报警的电芯)放入对应不良品物料盒中,良品转入下道工序。
工序名测试电压内阻标 准 作 业 指 导 书
作业名测试电压内阻
标准工时(s)
版本A/0审核11.5S
页码
修改履历
2010–010–12生效日期批准2作业准备
工装、夹具、设备、仪器
手指套注意事项
制定者
日期
图示流程
828
三
正极
负极
如图记录电芯的压降值和搁置天数,电芯必须搁置≥5D 才能测试压降
格
Ω
去第二
天数算,
序。
相减
制定者。