外圆螺纹切削循环编程
- 格式:ppt
- 大小:1.03 MB
- 文档页数:8
数控车床螺纹切削循环G92(FANUC-6T)1、G92指令格式:螺纹切削循环G92为简单螺纹循环,该指令可切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后边的进给量改为螺距值即可,其指令格式为:G92 X(U)—Z(W)—I—F—图4—40a所示为圆锥螺纹循环,图b所示为圆柱螺纹循环。
刀具从循环点开始,按A、B、C、D进行自动循环,最后又回到循环起点A。
图中虚线表示按R快速移动,实线表示按F指定的工作进给速度移动。
X、Z为螺纹终点(C点)的坐标值;U、W为螺纹终点坐标相对于螺纹起点的增量坐标,I为锥螺纹起点和终点的半径差。
加工圆柱螺纹时I为零,可省略。
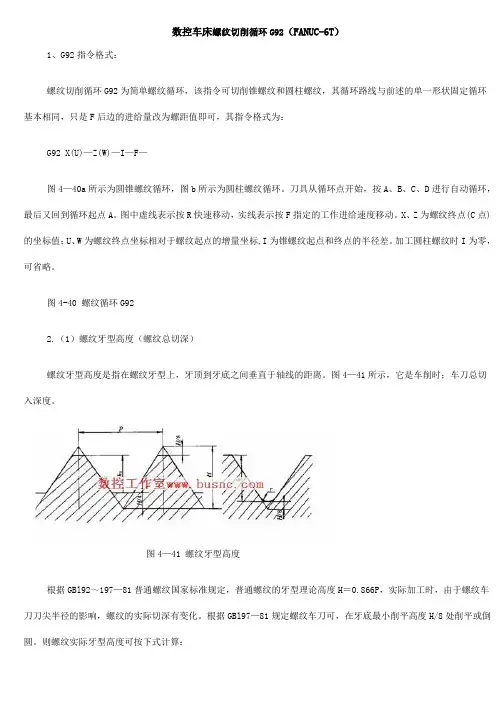
图4-40 螺纹循环G922.(1)螺纹牙型高度(螺纹总切深)螺纹牙型高度是指在螺纹牙型上,牙顶到牙底之间垂直于轴线的距离。
图4—41所示,它是车削时;车刀总切入深度。
图4—41 螺纹牙型高度根据GBl92~197—81普通螺纹国家标准规定,普通螺纹的牙型理论高度H=0.866P,实际加工时,由于螺纹车刀刀尖半径的影响,螺纹的实际切深有变化。
根据GBl97—81规定螺纹车刀可,在牙底最小削平高度H/8处削平或倒圆。
则螺纹实际牙型高度可按下式计算:h=H一2(H/8)=0.6495P式中: H--螺纹原始三角形高度,H=0.866P(mm);p--螺距(mm)。
(2)螺纹起点与螺纹终点径向尺寸的确定螺纹加工中,径向起点(编程大径)的确定决定于螺纹大径。
例如要加工M30x2—6g外螺纹,自GBl97—81知:螺纹大径基本偏差为ES=-0.038mm;公差为Td=0.28mm;则螺纹大径尺寸为φ30-0.318-0.038mm.所以螺纹大径应在此范围内选取,并在加工螺纹前,由外圆车削来保证。
径向终点(编程小径)的确定决定于螺纹小径。
因为编程大径确定后,螺纹总切深在加工中是由编程小径(螺纹小径)来控制的。
螺纹小径的确定应考虑满足螺纹中径公差要求。

螺纹切削指令1.FUNUC系统:(1)单行程螺纹切削指令G32程序段格式为:G32 X(U)____ Z(W)____R____E____P____F____螺纹切削一般分由四步形成一个循环:进刀—切削—退刀—返回X、Z:绝对编程时,为有效螺纹终点在工件坐标系中的坐标。
U、W:增量编程时,为有效螺纹终点相对螺纹切削起点的增量。
F:螺纹导程,即主轴每转一圈,刀具相对工件的进给值。
R、E:螺纹切削的退尾量,R为Z方向的退尾量,E为X方向的退尾量。
R、E在绝对或增量编程时都是以增、量方式指定,其值如果为正,表示沿X、Z正向退出;如果为正,表示沿X、Z负向退出。
使用R、E可免去退刀槽。
R、E如果省略,表示不用回退功能。
根据螺纹标准R一般取0.75—1.75螺距,E取牙型高。
P为主轴基准脉冲处距离螺纹切削起始点的主轴转角,默认值为0,可省略不写。
对于圆柱螺纹,由于车刀的轨迹为一条平行于X轴的直线,所以X(U)为0,其格式为:G32 Z(W)____R____E____P____F____锥螺纹的斜角a<45°时,螺纹导程以Z轴方向指定;斜角a>45°时,螺纹导程以X轴方向指定,该指令一般很少使用。
切削螺纹时应注意的问题:1)从螺纹粗加工到精加工,主轴的转速必须保持一常数。
2)在没有停止主轴的情况下,停止螺纹的切削将非常危险。
因此切削螺纹时,进给保持功能无效,如果按下进给保持键,刀具在加工完螺纹后停止运动。
3)在加工螺纹中,不使用恒线速度控制功能。
4)在加工螺纹中,径向起点(编程大径)的确定决定于螺纹大径。
径向终点(编程小径)的确定取决于螺纹小径。
螺纹小径d′=d-2×(0.55-0.6495)P确定。
一般取0.62。
5)在螺纹加工轨迹中应设置足够的升速进刀段deta 1和降速退刀段deta 2,以消除伺服滞后造成的螺距误差。
按经验deta 1一般取1—2倍螺距,deta 2取0.5倍螺距以上。