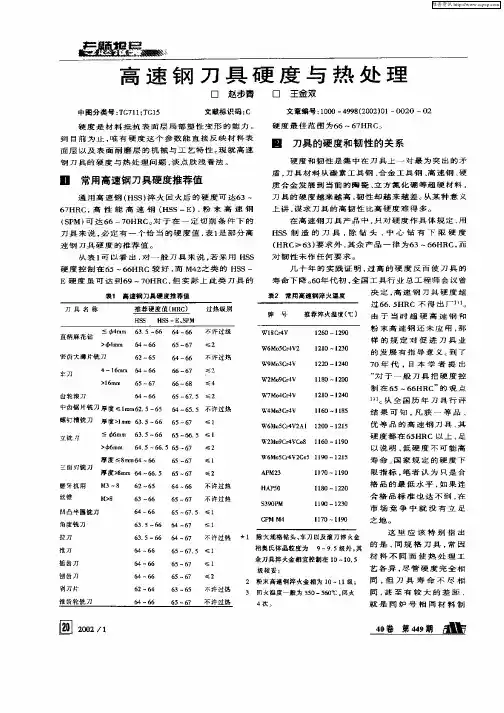
高速钢工具硬度与热处理
- 格式:pdf
- 大小:248.86 KB
- 文档页数:4
热处理工艺对高速钢性能的影响(二)赵步青;胡会峰;张丹宁【期刊名称】《热处理技术与装备》【年(卷),期】2018(039)004【总页数】5页(P1-5)【作者】赵步青;胡会峰;张丹宁【作者单位】安徽嘉龙锋钢刀具有限公司,安徽马鞍山243131;安徽嘉龙锋钢刀具有限公司,安徽马鞍山243131;南京工业大学材料科学与工程学院,江苏南京211816【正文语种】中文【中图分类】TG1562.5 等温淬火工艺对高速钢性能的影响等温淬火工艺有两种形式:其一是奥氏体化后先经550 ℃左右中性盐浴分级,再入230~280 ℃的硝盐中等温;其二是奥氏体化后直接入240~280 ℃的硝盐中等温。
前一种俗称分级等温,后一种简称等温淬火。
经等温淬火后,钢的组织中含有一定量的下贝氏体和较多的γR,经二次硬化峰温度回火后,既保持了高硬度,而且韧性有所改善,因而提高了工具的使用性能。
有报道称W18钢制螺钉模经等温淬火后,使用寿命提高8~20倍;W18钢制杆形铣刀,对于挠曲有明显改善,经回火后仍可达到64 HRC以上的高硬度;φ4~φ10 mm直柄麻花钻采用等温淬火,畸变大大改观,弯曲合格率由原常规淬火的50%~60%,提高到90%以上;经等温淬火的各种拉刀,其淬火畸变一般均能满足要求,即使有少数变形超差,在随后的校直过程中也是得心应手。
M2钢经过1230 ℃加热,600 ℃分级,然后等温淬火。
等温温度和时间对钢力学性能的影响见图11和图12,图13为230 ℃等温不同时间对力学性能的影响,图14为W18钢260 ℃等温不同时间对力学性能的影响[13]。
9341钢等温淬火工艺对力学性能的影响见图15~图18[14]。
和普通分级淬火相比,等温能提高钢的韧性、减少变形,提高了热处理成品率。
等温淬火不会提高硬度,和普通分级淬火相比,更不会提高红硬性,同行们分歧比较大,但应以数据说话。
图11 W6Mo5Cr4V钢在1230 ℃加热,在不同温度等温淬火2 h的力学性能(回火工艺:560 ℃×1 h,3次 )Fig.11 Mechanical properties of W6Mo5Cr4V steel after heating at 1230 ℃ with isothermal quenching at different temperature for holding 2 h, and temperin g process is 560 ℃ for 1 h per time, 3 times图12 W6Mo5Cr4V钢在1230 ℃加热,在不同温度等温不同时间淬火后的力学性能, 回火工艺是560 ℃×1 h,3次等温温度:1-200 ℃;2-230 ℃;3-260 ℃;4-290 ℃Fig.12 Mechanical properties of W6Mo5Cr4V steel after heating at 1230 ℃ and isothermal quenching at different te mperature and different holding time, and tempering process is 560 ℃ for 1 h per time, 3 times isothermal temperature: 1-200 ℃,2-230 ℃,3-260 ℃,4-290 ℃图13 W6Mo5Cr4V钢在1230 ℃加热,230 ℃淬火等温不同时间后的力学性能,回火工艺为560 ℃×1 h,3次 o-普通分级淬火;图中数据为三次试验结果的综合Fig.13 Mechanical pr operties of W6Mo5Cr4V steel after heating at 1230 ℃and isothermal quenching at 230 ℃ with different holding time. and tempering process is 560 ℃×1 h for 3 times. o-ordinary step quenching. The datum in the figure are the synthesis of three test results图14 W6Mo5Cr4V钢在1280 ℃加热,260 ℃淬火等温不同时间后的力学性能,回火工艺为560 ℃×1 h,3次;o-普通分级淬火;图中数据为二次试验结果的综合Fig.14 Mechanical properties of W6Mo5Cr4V steel after heating at 1280 ℃ and isothermal quenching at 260 ℃ with different holding time, and tempering process is 560 ℃×1 h, 3 times. o-ordinary step quenching, The datum in the figure are the synthesis of two test results图15 淬火等温温度对硬度和红硬性的影响,1230 ℃加热,等温淬火2 h;540 ℃回火,每次60 min,图中Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ 表示回火次数Fig.15 Effect of quenching isothermal temperature on hardness and red hardness,heating at 1230 ℃ and isothermal quenching for 2 h,and tempering at540 ℃ for 60 min each time. I, II, III, IV, V are tempering times in the diagram图16 淬火等温时间对硬度和红硬性的影响, 1230 ℃加热,270 ℃淬火等温;540 ℃回火每次60 min,图中Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ 表示回火次数)Fig.16 Effectof isothermal time on har dness and red hardness, heating at 1230 ℃,isothermal quenching at 270 ℃ and tempering at 540 ℃ for 60 min each time. I, II, III, IV, V are tempering times in the diagram图17 淬火等温温度对冲击韧性、抗弯强度和破断功的影响,1230 ℃加热,淬火等温2 h;540 ℃×1 h,4次Fig.17 Effect of quenching isothermal temperature on impact toughness, bending strength and breaking energy, heating at 1230 ℃,isothermal quenching for 2 h,tempering at 540 ℃ for1 h with 4 times2.6 回火工艺对性能的影响高速钢刀具淬火后回火的目的是消除脆性、提高韧性、提高硬度,满足刀具在切削条件下的各种性能。
⾼硬度钢,⾼速钢,硬度切削速度切削速度⼀般⽤ xxx m/min 表⽰, 如 30m/min, 这代表了切削时每分钟的轨迹长度, 单位是⽶/分钟. 例如⼀个 10mm的钻头, 如果切削速度为30m/min, 则其转速应为30 / (3.14159 * 10 / 1000) = 954.93转/分钟⾼速钢⾼速钢可以以30m/min的速度切削钢材合⾦常见元素C碳, Si硅, Cr铬, Ni镍, Mn锰, Mo钼, V钒, Cu铜, W钨P磷, S硫 -- 这两种元素对于指标是有害的, 通常会要求限制含量在万三以内.常见⾼硬度钢⼀般的⾼碳⼯具钢:T7A、T8A、T10A;⾼碳合⾦钢: CrWMn、9SiCr、GCrl5、Cr12、Cr12Mo1V1、Cr12MoV、3Cr2W8;⾼速钢:W18Cr4V、W6Mo5Cr4V2、W9Cr4V3都是属于⾼硬度钢,其硬度都在HRC60以上钢结硬质合⾦: GT35、TLMW50、TMW50、GW50、DT等,硬度⽐⼀般的⾼硬度钢的硬度还要⾼的多,其硬度可以达到HRC68~73。
最初的⾼速合⾦钢: C-0.67%,W-18.91%,Cr-5.47%,Mn-0.11%,V-0.29%W18Cr4V (W18)常⽤的钨系⾼速钢的⼀种, 属于莱⽒体钢, 是⾼速钢应⽤最长久的⼀种.成分 C 0.7~0.8%,W 17.5~19%, Cr 3.8~4.4%, V 1.0~1.4%, Si <0.4%, Mn <0.4%, Mo <0.3%硬度HRC:62-65抗弯强度/GPa:3.0-3.4冲击韧性/(MJm²):0.18-0.32600℃时的硬度HRC:48.5特点:强度较好,可磨性好,可⽤普通钢⽟砂轮磨削,耐热性中等,热塑性差主要⽤途:通⽤性强,⼴泛⽤于制造钻头、铰⼑、丝锥、铣⼑、齿轮⼑具及拉⼑等。
W6Mo5Cr4V2 (M2)成分:锰Mn 0.15~0.40(允许偏差:+0.04), 硫S ≤0.030, 磷P ≤0.030, 铬Cr 3.80~4.40(允许偏差:±0.05), 镍Ni 允许残余含量≤0.30, 钒V 1.75~2.20(允许偏差:±0.05), 钼Mo 4.50~5.50(允许偏差:尺⼨≤6,±0.05;尺⼨>6,±0.10), 钨W 5.50~6.75(允许偏差:尺⼨≤10,±0.10;尺⼨>10,±0.20)硬度HRC:63-66抗弯强度/GPa:3.5-4.0冲击韧性/(MJm²):0.30-0.40600℃时的硬度HRC:47-48特点:强度⾼, 热塑性好. 韧性, 耐磨性, 热塑性均优W18Cr4V; 耐热性, 可磨性稍次于W18Cr4V. 可⽤普通钢⽟砂轮磨削主要⽤途:适⽤于制作热成形⼑具和承受冲击、结构薄弱的⼑具W14Cr4VMnRE硬度HRC:64-66抗弯强度/GPa:约4.0冲击韧性/(MJm²):约0.31600℃时的硬度HRC:50.5主要⽤途:切削性能与W18Cr4V相当,适于制作热轧⼑具Cr12Mo1V1成分:C 1.40-1.60, Si ≤0.60, Mn ≤0.60, P ≤0.030, S ≤0.030, Cr 11.00-13.00, Mo 0.70-1.20, V 0.5-1.10, Co ≤1.00硬度:退⽕ ≤255HB. 压痕直径≥3.8mm. 淬⽕ ≥59HRC弹性模量为207000MPa, 质量定压热容Cp为461J/(kg·K)主要⽤途:宜制造各种⾼精度、长寿命的冷作模具、刃具和量具,例如:形状复杂的冲孔凹模、冷挤压模、滚丝轮、搓丝轮、冷剪切⼑和精密量具Cr12MoV (德标X165CrMoV12)成分:碳C 1.45~1.70, 硅Si ≤0.40, 锰Mn ≤0.40, 硫S ≤0.030, 磷P ≤0.030, 铬Cr 11.00~12.50, 镍Ni ≤0.25, 铜Cu ≤0.30, 钒V 0.15~0.30, 钼Mo 0.40~0.60硬度:退⽕ 255~207HB, 压痕直径3.8~4.2mm. 淬⽕ ≥60HRC主要⽤途:淬透性、淬⽕回⽕后的硬度、强度、韧性⽐Cr12⾼,直径为300~400mm以下的⼯件可完全淬透,淬⽕变形⼩,⾼温塑性较差。
刀具热处理技术的应用刀具热处理是刀具生产制造中最重要的环节,其质量好坏直接关系到企业的经济效益和市场竞争成败。
刀具热处理仍以盐浴炉为主,很少用真空炉和网带炉。
以下重点介绍高速钢刀具的预备热处理、淬火及表面强化工艺。
1)高速钢刀具的预备热处理。
预备热处理包括退火、调质和去应力退火三大类。
高速钢又称风钢,加热到相变温度以上,在空气中就可以淬火,经轧制和锻造后均有较高的硬度,为使其软化便于切削加工,必须进行退火处理。
退火工艺有普通退火、等温退火、高温退火等多种方法。
经拉、拔、挤等塑性变形方法加工的毛坯,为消除冷作硬化应进行低温去应力退火;对于形状复杂、切削加工量较大或细长、薄片状工具,为了减少热处理畸变或淬火裂纹,常进行550~600℃×4h去应力退火。
为了改善高速钢毛坯的可加工性,特别是铣削加工性能,应经不完全加热淬火、高温回火,使毛坯达到32~38HRC的硬度。
预备热处理要掌握好温度,防止氧化脱碳。
2)高速钢刀具的淬火回火处理。
夹具对热处理质量的影响越来越引起人们的重视,不同的刀具淬火应设计制造出合适的夹具,有些刀具热处理难度很大,其实就难在淬火夹具上。
高速钢含有较多的合金元素,导热性能较差,需要进行两次甚至三次预热。
比较可靠实用的方法是在450~500℃的井式炉中先烘干水分,避免湿工件进炉爆炸,飞液溅出伤人。
预热温度一般为850~870℃,预热时间为加热时间的两倍。
盐浴配方(质量分数)为70%BaCl2+30%NaCl。
高速钢刀具高温加热是非常重要又非常难的环节,盐浴成分为100%BaCl2。
从增加碳化物溶入量,提高奥氏体合金化程度的角度考虑,奥氏体化温度越高越好,以便提高钢的耐磨性和热硬性;但从细化晶粒,提高韧性的角度考虑,加热温度不宜太高。
不同牌号有不同的加热温度,同一牌号钢制作不同刀具,加热温度相差也很大,也就是说,制订热处理工艺应该个性化。
不管何种刀具,在制订热处理工艺时,必须了解刀具加工的对象,在满足韧性的前提下,温度高比温度低优越。
温馨小提示:本文主要介绍的是关于m42热处理工艺的文章,文章是由本店铺通过查阅资料,经过精心整理撰写而成。
文章的内容不一定符合大家的期望需求,还请各位根据自己的需求进行下载。
本文档下载后可以根据自己的实际情况进行任意改写,从而已达到各位的需求。
愿本篇m42热处理工艺能真实确切的帮助各位。
本店铺将会继续努力、改进、创新,给大家提供更加优质符合大家需求的文档。
感谢支持!(Thank you for downloading and checking it out!)阅读本篇文章之前,本店铺提供大纲预览服务,我们可以先预览文章的大纲部分,快速了解本篇的主体内容,然后根据您的需求进行文档的查看与下载。
m42热处理工艺(大纲)一、M42热处理工艺概述1.1M42热处理工艺的定义1.2M42热处理工艺的应用领域1.3M42热处理工艺的特点二、M42热处理工艺的基本原理2.1热处理工艺的分类2.2M42热处理工艺的原理2.3M42热处理工艺对材料性能的影响三、M42热处理工艺的流程3.1工艺流程概述3.2热处理前的准备工作3.3热处理过程中的关键参数控制3.4热处理后的冷却处理四、M42热处理工艺的关键技术4.1热处理炉温控制技术4.2热处理气氛控制技术4.3热处理过程中的变形与应力控制4.4热处理后的性能检测与评估五、M42热处理工艺在实际应用中的案例分析5.1M42热处理工艺在模具制造中的应用5.2M42热处理工艺在航空航天领域的应用5.3M42热处理工艺在汽车制造中的应用5.4M42热处理工艺在其他领域的应用六、M42热处理工艺的发展趋势6.1现有热处理工艺的优化6.2新型热处理工艺的研究与应用6.3热处理工艺与智能制造的结合6.4热处理工艺在绿色制造领域的应用一、M42热处理工艺概述1.1 M42热处理工艺的定义M42热处理工艺是一种针对高速钢工具和模具的先进热处理技术。
它主要通过对工件进行高温度和长时间的热处理,以改变其组织结构和性能,提高其硬度、耐磨性和耐腐蚀性。
最高热处理硬度热处理是金属材料加工中的一种重要工艺,通过加热和冷却过程,改变金属的组织结构和性能。
在热处理过程中,最高硬度是一个重要的指标,它代表着材料在经历过处理后能够达到的最高硬度水平。
本文将介绍一些常见材料的最高热处理硬度以及对应的应用领域。
我们来谈谈碳钢。
碳钢是一种含有较高碳含量的钢材,它经过热处理后可以达到较高的硬度。
最常见的热处理方法是淬火和回火。
淬火是将钢材加热到适当的温度后迅速冷却,使其获得高硬度和强度。
回火是在淬火后将材料加热到较低的温度并保持一段时间,以减轻内部应力并提高韧性。
对于碳钢来说,最高热处理硬度可以达到50-60 HRC(洛氏硬度)。
接下来,我们来看看不锈钢。
不锈钢是一种含有铬元素的钢材,通过添加合适的合金元素可以在热处理过程中获得较高的硬度。
不锈钢的最高热处理硬度通常在30-40 HRC之间,这取决于具体的合金成分和热处理方法。
不锈钢广泛应用于制造业,如汽车零部件、厨具和建筑材料等领域。
除了碳钢和不锈钢,还有一些其他材料也具有较高的热处理硬度。
例如,工具钢是一种用于制造切削工具和模具的特殊钢材,它经过热处理后可以获得较高的硬度和耐磨性。
高速钢是一种用于制造切削工具和钻头的特殊钢材,它具有优异的耐热性和耐磨性。
这些材料的最高热处理硬度可以达到60-70 HRC。
让我们来谈谈铝合金。
铝合金是一种轻质、高强度和耐腐蚀的材料,适用于航空航天、汽车和建筑等领域。
铝合金的热处理硬度通常较低,最高可以达到20-30 HRC。
然而,通过添加适当的合金元素和采用特殊的热处理工艺,可以提高铝合金的硬度。
热处理是一种重要的金属材料加工工艺,可以通过改变材料的组织结构和性能来满足不同的应用需求。
不同材料的最高热处理硬度有所不同,这取决于材料的组成、热处理方法和工艺参数等因素。
通过合理选择材料和热处理工艺,可以获得所需的硬度和性能,为各行业的应用提供可靠的材料支持。
高速钢热处理的特征
高速钢是一种具有高硬度、高耐磨性和高耐热性能的合金钢,常用于制造切削工具、模具和轴承等高强度和高磨损场合。
高速钢的热处理是制备高速钢的关键步骤之一,可通过改变热处理工艺和工艺参数来控制高速钢的组织和性能。
高速钢热处理的特征主要包括以下几点:
1.高温淬火:高速钢的淬火温度一般在1200~1250℃,淬火介质为空气或油。
高温淬火可使高速钢中的碳化物晶粒细化、分散,提高其硬度和韧性。
2.回火处理:高速钢的回火温度一般在500~650℃,回火时间根据不同合金元素和应用情况而异。
回火可消除高温淬火的残余应力、改善高速钢的韧性和强度,提高其耐磨性和耐腐蚀性。
3.表面处理:高速钢的表面处理可采用氮化、渗碳等方法,形成硬度高、耐磨性好的表面层,提高高速钢的使用寿命和性能。
4.工艺控制:高速钢热处理的工艺控制包括加热速率、保温时间、淬火速率等,对高速钢的性能和组织均具有重要影响。
合理的工艺控制可保证高速钢的稳定性能和质量。
综上所述,高速钢热处理的特征主要包括高温淬火、回火处理、表面处理和工艺控制等方面,这些特征决定了高速钢的组织和性能,是制备高性能高速钢不可或缺的重要步骤。
- 1 -。
冲压模常用材料与热处理冲压模是冲压工艺中常用的工具,它的材料选择和热处理对于模具的性能和寿命有着重要影响。
本文将从常用材料和热处理两个方面来探讨冲压模的相关知识。
一、常用材料1. 高速钢(HSS)高速钢是一种具有优异耐磨性和高硬度的钢材,常用于制作冲头和工作部位较小的冲压模。
其主要成分为碳(C)、钼(Mo)、钴(Co)等,能够在高温下保持较高的硬度和韧性。
2. 高碳合金工具钢高碳合金工具钢具有较高的强度和硬度,适用于制作大型冲压模和工作部位较大的冲头。
该材料的主要成分为碳(C)、铬(Cr)、钼(Mo)等,能够在高温和高应力下保持稳定的性能。
3. 铸铁铸铁是一种经济实用的冲压模材料,具有良好的耐磨性和切削性能。
常用的铸铁有灰铁、球墨铸铁等,其选择取决于模具的具体使用条件和要求。
4. 高硬度合金钢高硬度合金钢具有极高的硬度和抗磨性,适用于制作对摩擦和磨损要求较高的冲头。
该材料的主要成分为碳(C)、钼(Mo)、钨(W)等,能够在高应力和高温下保持较高的硬度和强度。
二、热处理热处理是冲压模制造过程中不可或缺的一步,通过调整模具材料的组织和性能,提高模具的硬度、强度和耐磨性,延长模具的使用寿命。
常用的热处理方法包括淬火、回火和表面处理等。
1. 淬火淬火是指将模具加热到临界温度,然后迅速冷却至室温,以使模具材料的组织发生相变,获得高硬度和高强度。
淬火后的模具具有较高的耐磨性和切削性能,适用于冲压模的工作部位。
2. 回火回火是指将淬火后的模具加热至一定温度,保持一定时间后冷却,以降低模具的硬度,提高其韧性和抗冲击性。
回火后的模具具有较好的韧性和强度,能够抵抗冲击和振动的作用。
3. 表面处理表面处理是通过改变模具表面的化学成分和物理性质,提高模具的耐磨性和抗疲劳性。
常用的表面处理方法包括氮化、渗碳、镀铬等,能够形成一层硬度较高的保护层,延长模具的使用寿命。
总结:冲压模的材料选择和热处理对于模具的性能和寿命具有重要影响。
育儿:损伤孩子大脑的五类食物一、含铅食物铅是脑细胞的一大“杀手”,食物中含铅量过高会损伤大脑引起智力低下。
有的孩子常吃爆米花,由于爆米花在制作过程中,机罐受高压加热后,罐盖内层软铅垫表面的铅一部分会变成气态铅。
皮蛋在制作过程中,其原料中含有氧化铅和铅盐,铅具有极强的穿透能力,吃皮蛋也会影响智力。
孕妇饮啤酒过多,德液中的铅可通过胎盘到达胎儿大服,损伤智力。
二、含铝食物世界卫生组织提出人体每天摄铝量不应超过60毫克,要是一天吃50~100克油条便会超过这个允许摄入量,导致记忆力下降,思维能力迟钝,所以,早餐不能以油要为主食。
经常使用铝锅炒菜,铝壶烧开水也应注意摄铝量增大的问题。
三、含过氧脂质的食物过氧脂质对人体有害,如果长期从饮食中摄入过氧化脂并在体内积聚,可使人体内某些代谢酶系统遭受损伤,促大脑早衰或痴呆。
哪些食品中含有较多的过氧脂质呢?主要有油温在200℃以上的煎炸类食品及长时间曝晒于阳光下的食物,如熏鱼、烧鸭、烧鹅等。
还有炸过鱼、虾的油会很快氧化哈喇并产生过氧脂质。
其它如鱼干、腌肉及含油脂较多的食品在空气中都会发生哈喇而产生过氧脂质。
这些食物,孩子以不吃或少吃为好。
四、含糖精、味精较多的食物糖精用量应加以限制,否则会损害脑、肝等细胞组织,甚至会诱发膀胱癌。
世界卫生组织曾提出成人每天食用味精不得超过4克,孕妇及周岁以内的婴儿禁食。
动物试验提示,周岁以内的婴儿食用味精有引起脑细胞坏死的可能。
妊娠后期的孕妇多吃味精,会引起胎儿缺锌,影响孩子出生后的体格和精神发育,不利于智力发展。
五、过咸食物人体对食盐的生理需要极低,成人每天7克以下,儿童每天4克以下,习惯吃过咸食物的人,不仅会引起高血压、动脉硬化等症,还会损伤动脉血管,影响脑组织的血液供应,使脑细胞长期处于缺血缺氧状态而智力迟钝,记忆力下降,甚至过早老化。
冲压模具的热处理技术1. 引言冲压模具是制造工业中非常重要的工具。
它们用于将金属材料加工成所需形状的零件,广泛应用于汽车、电子、家电等许多行业。
为了提高模具的硬度和耐磨性,以延长其使用寿命,热处理技术在冲压模具制造中得到了广泛应用。
本文将介绍冲压模具热处理技术的原理、分类、工艺和常见问题。
2. 热处理的原理热处理是通过改变材料的组织结构和性能来提高其物理和机械性能的方法。
在冲压模具制造中,热处理被用于改善材料的硬度、耐磨性和韧性。
热处理的原理基于材料的相变和晶粒生长。
通过对材料进行加热和冷却,可以使其组织结构发生变化,从而改变材料的性能。
3. 冲压模具热处理的分类冲压模具的热处理可以分为以下几种类型:3.1 固溶处理固溶处理是将合金材料加热至固溶温度,使其溶解成固态溶液后迅速冷却。
这种处理方式常用于具有高硬度和易磨损的冲压模具材料,如高速钢。
通过固溶处理,可以提高材料的硬度和耐磨性。
3.2 淬火处理淬火是将加热到固溶温度的材料迅速冷却至室温或低温的过程。
这种处理方式适用于大部分冲压模具材料,如工具钢和碳钢。
淬火可以使材料达到最高硬度,并提高其抗拉强度和韧性。
3.3 回火处理回火是将淬火后的材料重新加热至较低的温度,然后冷却。
这种处理方式可以减轻淬火引起的内应力和脆性,并提高材料的韧性。
回火处理常用于冲压模具中的一些特殊部位,如尖锐切削刃部分。
3.4 预应力处理预应力处理是在加热处理过程中引入外部应力,使材料产生压缩应力的处理方式。
这种处理方式可以提高冲压模具材料的抗疲劳性能,延长其使用寿命。
预应力处理常用于具有复杂结构和高强度要求的冲压模具。
4. 冲压模具热处理工艺冲压模具的热处理工艺包括以下几个步骤:4.1 材料准备选择合适的材料对冲压模具的热处理结果至关重要。
常用的冲压模具材料有高速钢、工具钢、碳钢等。
在进行热处理之前,需要对材料进行切割、清洁和表面处理。
4.2 加热将模具材料放入热处理设备中,加热至预定温度。
高速钢热处理硬度
一、高速钢简介
高速钢是一种合金钢,具有良好的韧性和耐磨性,适用于制造高速切削刀具和冷作模具。
其含有较高的钨、铬、钼等合金元素,能在高温下保持良好的硬度和强度。
二、高速钢热处理原理
高速钢热处理主要包括退火、正火、淬火和回火等工艺。
通过调整加热温度、保温时间、冷却速度等参数,使高速钢中的合金元素得到合理分布和溶解,提高钢的硬度、强度和韧性。
三、高速钢热处理硬度的影响因素
1.合金元素含量:合金元素含量越高,热处理后的硬度越高。
2.热处理工艺:不同的热处理工艺对高速钢的硬度影响较大。
3.冷却速度:冷却速度越快,高速钢热处理后的硬度越高。
四、提高高速钢热处理硬度的方法
1.增加合金元素含量:适当增加钨、铬、钼等合金元素的含量,可提高高速钢的热处理硬度。
2.优化热处理工艺:根据高速钢的成分和性能要求,选择合适的热处理工艺参数,以提高硬度为目标进行调整。
3.控制冷却速度:采用适当的冷却速度,使高速钢在淬火过程中产生的马氏体组织更加细小,从而提高硬度。
五、高速钢热处理硬度检测与评估
高速钢热处理硬度的检测方法有布氏硬度试验、洛氏硬度试验和维氏硬度试验等。
根据不同标准和要求,选择合适的热处理硬度检测方法,并对检测结果进行评估。
六、总结与展望
高速钢热处理硬度是评价其性能的重要指标。
通过合理控制热处理工艺和合金元素含量,可有效提高高速钢的热处理硬度,满足切削刀具和模具的使用要求。
高速钢的热处理方法
高速钢是一种具有高耐磨性、高硬度和高耐热性能的金属材料,在工业生产中被广泛应用。
为了使高速钢发挥最佳性能,需要经过一系列热处理方法的加工,以下是其中的几种方法:
1. 空气冷却法:将高速钢加热到临界温度,然后在空气中自然
冷却,使高速钢的硬度和韧性达到平衡状态。
2. 油淬法:将高速钢加热到临界温度,然后迅速浸入加热的油
中进行淬火,使其快速冷却,从而提高高速钢的硬度和耐磨性。
3. 水淬法:将高速钢加热到临界温度,然后迅速浸入加热的水
中进行淬火,使其快速冷却,从而提高高速钢的硬度和耐磨性。
4. 回火法:将淬硬后的高速钢再次加热到较低的温度,并在一
定时间内保持,然后自然冷却,使其硬度降低,提高高速钢的韧性和可加工性。
以上热处理方法是高速钢加工过程中常用的几种方法,不同的方法可以使高速钢的性能得到不同程度的提升,根据实际需求进行选择。
- 1 -。
高速钢的分类、性能及用途高速钢是含有W、Mo、Cr等合金元素较多的合金工具钢。
热处理后的硬度为62-66HRC,抗弯强度约为3.3GPa,耐热性为600℃左右。
它具有热处理变形小、能锻造、易磨出较锋利的刃口等优点。
高速钢的应用范围很广,使用量约占刀具材料总量的60%-70%,特别适合于制造各种形状复杂的刀具和精加工刀具,如各类孔加工刀具、铣刀、拉刀、螺纹刀具、切齿刀具等。
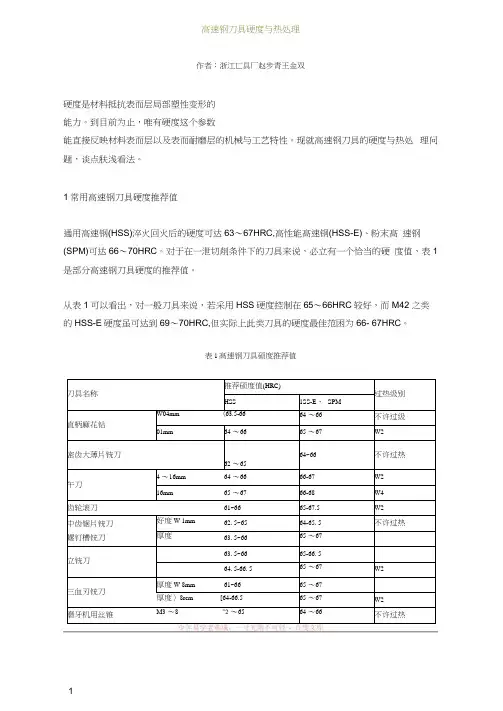
高速钢按基本化学成分分为钨系和钨钼系两大类;按性能可分为普通高速钢(通用型高速钢)和高性能高速钢;按制造工艺方法的不同可分为熔炉高速钢和粉末冶金高速钢。
下面我们来看下常用高速的分类、性能以及用途:通用高速钢钢号:W18Cr4V(W18)硬度HRC:62-65抗弯强度/GPa:3.0-3.4冲击韧性/(MJm2):0.18-0.32600℃时的硬度HRC:48.5特点:强度较好,可磨性好,可用普通钢玉砂轮磨削,耐热性中等,热塑性差主要用途:通用性强,广泛用于制造钻头、铰刀、丝锥、铣刀、齿轮刀具及拉刀等高性能高速钢钢号:W6Mo5Cr4V2(M2)硬度HRC:63-66抗弯强度/GPa:3.5-4.0冲击韧性/(MJm2):0.30-0.40600℃时的硬度HRC:47-48特点:强度高,热塑性好,耐热性、可磨性稍次于W18Cr4V,可用普通钢玉砂轮磨削主要用途:适用于制作热成形刀具和承受冲击、结构薄弱的刀具钢号:W14Cr4VMnRE硬度HRC:64-66抗弯强度/GPa:约4.0冲击韧性/(MJm2):约0.31600℃时的硬度HRC:50.5特点:强度高,热塑性好,耐热性、可磨性稍次于W18Cr4V,可用普通钢玉砂轮磨削主要用途:切削性能与W18Cr4V相当,适于制作热轧刀具钢号:W9Mo3Cr4V硬度HRC:65-66.5抗弯强度/GPa:4.0-4.5冲击韧性/(MJm2):0.35-0.40600℃时的硬度HRC:无特点:耐热性、热塑性、热处理性能均较好,综合性能优于W18与M2主要用途:刀具寿命较长,用于制作加工普通轻合金、钢和铸铁的刀具钢号:高碳高钒/W12Cr4V4Mo(EV4)、W6Mo5Cr4V3(M3)、W9Cr4V5硬度HRC:65-67、65-67、63-66抗弯强度/GPa:约3.2、约3.2、约3.2冲击韧性/(MJm2):约0.245、约0.25、约0.25600℃时的硬度HRC:51.7、51.7、51特点:硬度及耐磨性高,但强度及韧性较低,耐热性比通用型高速钢高。
工具钢热处理工艺-组织- 性能的系统分析(综合性实验)一、实验目的1. 掌握工具钢热处理中成分—工艺—组织—性能内在关系;2. 通过实验,掌握材料的系统分析方法。
3. 了解工具钢不同工艺条件下的常见组织。
二、实验原理工具钢主要用于制造各种切削刀具,模具和量具。
所以要有高的硬度和耐磨性、高的强度和冲击韧性等。
常用的工具钢有T10、9CrSi 、Cr12MoV、W18Cr4V 等。
T10是普通碳素工具钢,淬火-回火态组织为:回火马氏体+颗粒状碳化物渗碳体+少量残余奥氏体。
9CrSi 是低合金工具钢,淬火-回火态组织为:回火马氏体+颗粒状碳化物渗碳体。
Cr12MoV是模具钢,淬火—回火态组织为:回火马氏体+块状碳化物渗碳体。
下面以高速钢为例,介绍其热处理工艺特点,显微组织与性能的关系。
铸态的高速钢的显微组织黑色组织为S共析相;白色组织是马氏体和残余奥氏体;鱼骨状组织是共晶莱氏体。
铸态高速钢的显微组织中,碳化物粗大,且很不均匀,不能直接使用,必须进行反复锻造。
锻造后还须进行退火。
退火的目的:① 消除锻造应力,降低硬度便于切削加工;② 为淬火组织做好组织上的准备。
因为原组织为马氏体、屈氏体、或索氏体的高速钢,未经退火,淬火时可能引起萘状断口。
退火温度宜为860〜880C,加热时间为3〜4小时左右,为了缩短退火时间,一般采用等温退火,即:860〜880C加热3〜4小时,炉冷到700〜750C 等温4〜6小时。
锻造退火组织:在索氏体基体上分布着粗大的初生碳化物和较细的次生碳化物(碳化物呈白亮点)。
高速钢的淬火工艺的特点:主要是加热淬火温度高。
目的是尽可能多的使碳和合金溶入奥氏体。
高速钢的淬火方法有油淬、分级、等温、空冷等。
以W18Cr4V 为例,淬火温度在1270 T〜1290 E,淬火组织是由(60〜70%马氏体和(25〜30%)残余奥氏体及接近10%的加热时未溶的碳化物组成,晶粒度9〜10 级。
硬度63〜64HRC当淬火温度不足,在1240E〜1260E时,碳化物大部分未溶入奥氏体,晶粒度为11〜12级。
各类钢制车刀的热处理工艺一、W2Mo9Cr4VCo8钢制车刀的热处理工艺金属切削机床的种类很多,但在机械制造业中,车床要占全部切削机床的50%~60%。
车刀不仅种类很多,而且工作条件各异,有重切削、断续切削、高速切削等许多作业条件,加上难切削材料增多,这就要求车刀必须具备很好的耐磨性和较高的热硬性。
一般情况下,由于W2Mo9Cr4VCo8钢太昂贵,主要用来制作高精度的复杂刀具,但也有些厂家用W2Mo9Cr4VCo8钢制作车刀。
热处理工艺简介如下:采用盐浴热处理。
预热840~860℃×24~30s/mm;1175~1185℃×12~15s/mm加热;淬火冷却介质为中性盐浴,分级冷却时间同高温加热时间;淬火晶粒度控制在9.5~10级;如果车刀细长易变形,还应进行等温处理;510~530℃×1h×3次回火,硬度可达68~69HRC。
如此高的硬度,脆性比较大,从机床上掉下来就可能折断。
我们追求高硬度,但不唯高硬度,故使回火温度高过二次硬化峰,采用560℃三次或四次(等温需四次)回火,可使硬度降至66.5~67.5HRC。
二、W6Mo5Cr4V2Co5钢制车刀的热处理工艺旧标准GB/T 9943—1988《高速工具钢》规定,W6Mo5Cr4V2Co5钢中碳的质量分数为0.80%~0.90%,如果碳的质量分数为0.80%~0.86%,就很难使其制造的刀具硬度≥66HRC,失去了高性能高速钢的实际意义,Co的加入也就不能体现其优越性。
现行标准GB/T 9943—2008《高速工具钢》参照国际先进标准,将W6Mo5Cr4V2Co5钢中碳的质量分数提到0.87%~0.95%,以确保W6Mo5Cr4V2Co5钢刀具的硬度、耐磨性及热硬性。
W6Mo5Cr4V2Co5钢制车刀的热处理工艺如下:(1)预热840~860℃×24~30s/mm盐浴预热。
(2)加热1190~1210℃×12~15s/mm高温盐浴加热。