钢的电磁约束成型定向凝固工艺研究
- 格式:pdf
- 大小:186.85 KB
- 文档页数:5

第1篇一、实验目的本次实验旨在研究定向凝固技术在金属材料制备中的应用,通过对单晶高温合金的定向凝固实验,探讨重力对合金凝固过程的影响,揭示合金凝固缺陷的形成机理,为航空发动机和燃气轮机叶片等关键部件的材料制备提供理论依据。
二、实验材料与设备1. 实验材料- 铝硅合金样品:由中国科学院金属研究所提供,用于定向凝固实验。
- 单晶高温合金样品:由中国科学院金属研究所提供,用于地面重力条件下的对照实验。
2. 实验设备- 定向凝固炉:用于在空间站内进行定向凝固实验。
- 显微镜:用于观察和分析样品的微观结构。
- X射线衍射仪:用于分析样品的晶体结构。
- 电子探针微分析(EPMA):用于分析样品的化学成分。
三、实验方法1. 空间站定向凝固实验- 将铝硅合金样品放入定向凝固炉中,设置合适的温度梯度,进行定向凝固实验。
- 实验过程中,通过实时监测样品的温度、压力等参数,确保实验过程的顺利进行。
2. 地面重力条件下的对照实验- 将单晶高温合金样品放入定向凝固炉中,在地面重力条件下进行定向凝固实验。
- 实验过程与空间站实验相同,但需注意控制实验过程中的重力影响。
3. 样品分析与比较- 将空间站实验样品和地面对照实验样品分别进行微观结构、晶体结构和化学成分分析。
- 通过对比分析,探讨重力对合金凝固过程的影响,揭示合金凝固缺陷的形成机理。
四、实验结果与分析1. 微观结构分析- 空间站实验样品的微观结构显示,气泡表面较少,内部气泡较多。
- 地面对照实验样品的微观结构显示,气泡表面较多,内部气泡较少。
2. 晶体结构分析- 空间站实验样品的晶体结构与地面对照实验样品相似,但空间站实验样品的晶粒尺寸略大。
3. 化学成分分析- 空间站实验样品和地面对照实验样品的化学成分基本一致。
五、结论与讨论1. 结论- 重力对合金定向凝固过程有显著影响,导致空间站实验样品的气泡分布与地面对照实验样品存在差异。
- 通过对比分析,揭示了重力在合金凝固过程中的作用机理,为解决合金凝固缺陷问题提供了理论依据。

定向凝固锭技术文献综述Ξ清华大学 顾江平 赵 勇 刘 庄【提要】 本文在查阅专利文献和其它相关文献的基础上对定向凝固锭技术作了回顾和总结,供有关人员参考。
关键词:定向凝固 钢锭A Summ ary of L iterature on T echniques ofU nidirecti onal Solidificati on IngotsGu J i a ngp i n g Zhao Y ong L i u Zhuang[ABSTRACT]Based on consulting patent literature and other literature,this paper revie w ed and summ arized the techniques on the unidirecti onally s olidified ingots,p roviding reference for the related pers onnel.KE YWOR D S:U nidirecti onally Solidifying,Ingot1.引言(1)定向凝固锭提出的背景从七十年代后期开始,与能源相关的设备,如核电站设备、压力容器等的需求量增加,相应地用于这些设备的大型板类件激增。
这些板类件不仅趋于大重量、超厚度,而且对疏松、偏析、非金属夹杂物的要求极为严格,甚至还要求有较好锻造性能和焊接性能。
这些苛刻的要求对普通锭生产工艺提出了挑战。
众所周知,普通锭中存在正偏析、V偏析、A偏析、疏松及沉积锥(负偏析)等缺陷。
而且钢锭的重量越大,这些偏析越严重,越难于控制。
显然,如果用普通锭来制造核电站设备或压力容器,其在役期内的质量是较难保证的。
为改善大钢锭的质量,科技人员在大量的理论研究、实验研究及生产实践中认识了许多定量的或定性的规律。
一般认为,凝固过程中,局部溶质再分配会引起高浓度、低密度溶质在枝晶间的上浮和聚集,当其推进速度超过凝固前沿的推进速度时,将形成A偏析[1]。



定向凝固技术论文定向凝固技术控制了凝固组织的晶粒取向,消除了横向晶界,大大提高了材料的纵向力学性能。
店铺整理了定向凝固技术论文,有兴趣的亲可以来阅读一下!定向凝固技术论文篇一基于定向凝固工艺的高效多晶硅锭制备技术摘要:提高硅片质量是提高太阳电池装换效率的重要途径之一。
文章通过籽晶诱导形核,硅料融化过程中控制籽晶保留高度为20mm,长晶过程中控制固液界面形状和长晶速率来改善硅晶体生长过程,提高晶粒尺寸的均匀性。
研究表明,采用定向凝固技术制备粒径大小均匀多晶硅锭,可使太阳电池的转化效率提高0.3%。
关键词:定向凝固;高效;温度梯度;太阳电池引言硅片质量和电池制备工艺是影响太阳能电池光电转换效率的重要因素,多晶硅片质量的改善很大程度上取决于多晶硅定向凝固技术。
从定向凝固技术的发展来看,最初是研究柱状多晶硅的生长,后来发展到类单晶技术。
类单晶技术在2006年由BPSolar研制成功,需要在坩埚底部平铺一层晶向相同的单晶硅块作籽晶使硅锭晶向与籽晶一致,而在实际生产过程中由于温度梯度和凝固界面的缺陷,使得类单晶边缘出现碎多晶而降低了硅锭产出率[1]。
再后来研究大晶粒技术,即具有显著大尺寸晶粒的多晶硅。
该技术需在初始形核阶段准确控制温度梯度,且对提升电池效率效果不明显而并没有发展起来。
近几年又出现了高效多晶硅锭技术,用该类技术制备的多晶硅片制成太阳电池,其光电转化效率比用普通多晶硅片制成的太阳电池要高0.5%左右。
主要代表产品有赛维LDK高效多晶硅片M2、M3,其高效多晶硅片晶粒较小,位错等缺陷较少,制成的太阳电池平均转换率比用普通工艺高0.3%-0.5%;保利协鑫鑫多晶S2、S3硅片具有碳、氧及金属杂质浓度低、少子寿命高、掺杂分布均匀等特点。
另外还有新日光的A+++硅片、镇江环太硅科技有限公司的高效多晶硅片、台湾中美晶研发出A4+整锭高效多晶硅片效率17.8%等等[2]。
目前该工艺成为高效硅片发展的主要方向。
关于电磁场中合金的凝固的研究1.摘要合金是由两种或两种以上的金属与非金属经一定方法所合成的具有金属特性的物质。
一般通过熔合成均匀液体和凝固而得。
我们着重考虑的是凝固过程。
凝固过程是影响材料组织与性能的—个基本条件,实现对凝固过程的有效控制一直是冶金工作者努力的目标。
近十几年来,在材料凝固过程中施加电磁场的技术得到了快速发展已经从最初的改进传统工艺过程发展成为制备新材料、开发新工艺的重要手段。
采用电磁技术制备材料有很多优势:采用电磁技术操作方便,而且可以使用地磁悬浮技术使得磁场与金属材料不接触,避免了对材料本身的污染。
同时,电磁场能够在金属表面产生涡流,根据涡流的热效应,可以提高铸件的温度,有利于使一些合金内部组织发生二次熔铸,细化晶粒,改善合金的细小结构,提高合金的性能,还有就是静磁场能使熔体中的夹杂的物质净化或球化,从而提高合金的性能。
因此,电磁场对于合金的凝固有显著的作用,对合金凝固有重要价值。
2.电磁场对合金凝固过程中的应用2.1.静磁场在凝固过程中的应用2.1.1.电磁制动电磁制动其实就是抑制流体的流动,当液态金属流经磁感应强度方向与其流速方向相垂直的恒稳磁场时, 根据欧姆定律, 作为导电体的液态金属中将因此而产生感生电流, 感生电流与恒稳磁场的交互作用又在液态金属中产生与流速方向相反的洛仑兹力, 从而使液态金属的流动受到抑制, 这就是电磁制动技术的基本原理。
研究表明电磁制动使钢水注流对结晶器窄边的冲刷强度减小, 这有利于避免发生铸坯初凝坯壳被钢水热流重熔等现象, 从而减少铸坯横裂等凝固缺陷。
并且电磁制动使结晶器内弯月面钢液温度上升5 . 8% , 有利于结晶器内钢水表面的化渣。
80年代以后,Boettinger等人通过对过共晶Pb—Sn合金的垂直定向凝固的研究发现,熔体对流可以导致宏观偏折。
Kishida等人研究了Pb—Sn合金在直流磁场中的凝固规律。
发现其宏观凝固组织中,柱状晶组织会随着磁场强度的提高而增加,并伴随着等轴晶粒的粗化。
定向凝固技术的研究进展材料的使用性能是由其组织形态来决定的。
因此.包括成分调整在内,人们通过控制材料的制备过程以获得理想的组织从而使材料具有所希望的使用性能,控制凝固过程已成为提高传统材料的性能和开发新材料的重要途径。
定向凝固技术由于能得到一些具有特殊取向的组织和优异性能的材料,因而自它诞生以来得到了迅速的发展[1] ,目前已广泛地应用于半导体材料、磁性材料以及自身复合材料的生产[2-3] 。
同时,由于定向凝固技术的出现,也为凝固理论的研究和发展提供了实验基础(由于理论处理过程的简单化),因为在定向凝固过程中温度梯度和凝固速率这两个重要的凝固参数能够独立变化,从而可以分别研究它们对凝固过程的影响。
此外,定向凝固组织非常规则,便于准确测量其形态和尺度特征。
本文评述了定向凝固技术的发展过程及其在材料的研究和制备过程中的应用,指出了传统定向凝固技术存在的问题和不足,并介绍了在此基础上新近发展起采的新型定向凝固技术及其应用前景。
1 传统的定向凝固技术1.1 炉外结晶法(发热铸型法) [4]所谓的炉外结晶法就是将熔化好的金属液浇入一侧壁绝热,底部冷却,顶部覆盖发热剂的铸型中,在金属液和已凝固金属中建立起一个自上而下的温度梯度,使铸件自上而下进行凝固,实现单向凝固。
这种方法由于所能获得的温度梯度不大,并且很难控制,致使凝固组织粗大,铸件性能差,因此,该法不适于大型、优质铸件的生产。
但其工艺简单、成本低,可用于制造小批量零件。
1.2 炉内结晶法炉内结晶法指凝固是在保温炉内完成,具体工艺方法有:1.2.1 功率降低法(PD法) [5]将保温炉的加热器分成几组,保温炉是分段加热的。
当熔融的金属液置于保温炉内后,在从底部对铸件冷却的同时,自下而上顺序关闭加热器,金属则自下而上逐渐凝固,从而在铸件中实现定向凝固。
通过选择合适的加热器件,可以获得较大的冷却速度,但是在凝固过程中温度梯度是逐渐减小的,致使所能允许获得的柱状晶区较短,且组织也不够理想。
钢的电磁约束成型定向凝固工艺研究*李金山 张 军 李建国 傅恒志摘 要 以1Cr 18Ni9T i 为实验材料,对钢的电磁约束成型定向凝固工艺进行了一定的探索,获得了合理的感应器结构和理想的工艺参数,并成功地抽拉出直径25m m 、表面光滑、内部为柱状晶组织的试样。
关键词 电磁约束成型,定向凝固,感应器,电磁压力中图分类号 TM 154.2,T F771.1 引 言电磁约束成型定向凝固技术是将电磁铸造技术与定向凝固技术相结合而产生的一种新型的定向凝固技术,与传统的定向凝固技术相比它的优点是: 金属熔体与感应器(铸模)无接触,一方面使所获得的铸件表面质量较好,无毛刺、缩孔、夹渣等铸造缺陷;另一方面,减少了传统定向凝固时模壳材料对铸件的污染,可以充分提高铸件的性能。
冷却介质与铸件直接接触,显著增强了铸件的冷却能力,同时由于金属熔体采用感应加热,加热能力很强,最终形成了沿铸件轴向方向上的强热强冷,满足了一维散热条件,并使液固界面附近获得了较高的温度梯度,有利于获得理想的柱晶或超细柱晶组织。
由于电磁自约束成型定向凝固技术是一项跨多种学科的复杂技术,它涉及到电磁流体力学、冶金、凝固、自动控制等较多学科领域,研究和开发有许多困难需要解决。
因此,目前国内外很少见到这方面研究报道。
西北工业大学凝固技术国家重点实验室傅恒志院士等人近几年致力于这方面的研究,并已取得了一定的研究成果。
本文对小截面不锈钢试样的电磁约束成型定向凝固技术在设备、工艺等方面进行了一定的研究,并获得了直径为25m m 、内部为均匀的柱状晶组织的圆柱状试样。
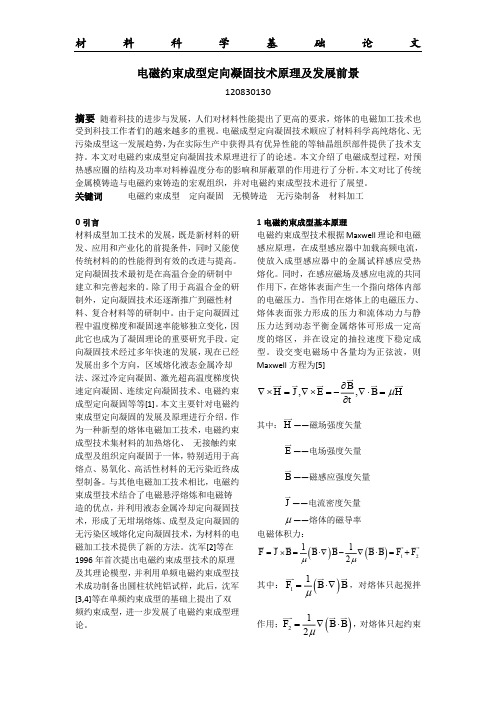
1 实验原理及方法图1所示为电磁约束成型定向凝固工艺的原理图[1],工作时,电源供给感应器交变的感应电流,使感应器内部产生交变的感应磁场。
根据电磁感应理论,在感应器内部的金属熔体内产生交变的电磁感应电流,由于集肤效应,电流主要集中在金属熔体表层部分,其方向在每一瞬间都与感应器内的电流方向相反。
因此,在熔体的侧表面产生垂直表面并指向熔体内部的电磁压力压缩熔体。
电磁压力、表面张力和熔体的静压力平衡,就实现了熔体与感应器的无接触成型。
在感应器的上面配上送料机构,使固体棒料能够连续被送入感应器内,利用感应加热将其 1998年2月第16卷第1期 西北工业大学学报JOU R N AL O F N O RT HW EST ERN PO L Y T ECHNI CA L U N IV ERSIT Y Feb. 1998V ol.16No.1西北工业大学讲师 西北工业大学教授本文收到日期:1996-11-15* 国防预研基金和航空科学基金资助项目熔化;在感应器下面配上冷却系统和抽拉系统,将已凝固的试样直接浸入冷却介质中,并通过抽拉系统连续向下抽拉,当上部熔化量与下部凝固量相等时,就形成了电磁约束成型定向凝固的连续过程。
1.感应器2.屏蔽罩3.液态金属 1.固体棒料 2.金属液柱 3.感应器4.铸锭5.高频电流6.感应电流 4.冷却水 5.隔热圈 6.试样(铸件)7.感应电流8.电磁压力7.冷却器8.冷却水9.冷却介质10.抽拉杆图1 电磁约束成型定向凝固原理图关于电磁力的计算,浅井滋生[2]等人曾经利用电磁场理论推导出一维时的电磁体积力公式为P =- (B 2/2 0)+B B / 0(1)其中B 为磁感应强度, 0为磁导率。
式中右侧第一项为储存力,可以用来衡量电磁约束力的大小,其最大值为P m =B 2/2 ;式中第二项为搅拌中导致流体运动的力,进行定向凝固时,此项力对晶体单向生长不利,应采取措施减小或消除。
实验材料采用不锈钢(1Cr18Ni9Ti),由于该材料在高温熔化时与空气反应产生氧化夹渣,影响表面质量,故整个实验过程在真空条件下进行。
2 实验结果及分析2.1 感应器结构感应器是电磁约束成型定向凝固设备中最关键的部件,它应该具有两个主要功能:(1)提供高能量密度加热,能够使固体试样迅速熔化,并保证在金属熔体内部靠近液/固界面处能够获得较高的温度梯度。
(2)提供足够大的电磁压力,实现金属熔体与感应器的无接触成型,并保证能够获得比较理想的液柱形状。
此外,对于钢的电磁约束成型,与铝等有色合金相比有其自身的特点[3]。
钢的密度大、熔点高、电导小,相同的电参数条件下所获得的感应电流小。
因此,在进行钢的电磁约束成型定向凝固时,在感应器结构上必须有所改进。
图2所示为经过理论分析和实验摸索后获得的比较理想的感应器结构,从图中可以看出在单匝感应器外面又缠绕多・134・西北工业大学学报 第16卷1.感应器内环2.循环冷却水3.水冷线圈图2 感应器结构示意图匝水冷线圈。
根据电磁感应理论,在其它条件相同时,导体中的感应电流与线圈匝数成正比,即随着线圈匝数的增加,感应电流逐渐增大,它既增加了电磁压力又增加了感应器的加热能力。
从图2中还可以看出,感应器内壁形状设计为倒置喇叭形,这是由于斜边感应器内的磁场强度为上小下大,它导致感应器内的电磁压力沿轴向的分布也为上小下大,与侧面垂直的金属液柱的静压力沿轴向的分布是一致的[4]。
所以,采用斜边感应器可以获得侧面垂直的液柱,有利于提高试样的表面质量。
此外,斜边感应器可以使感应器的加热能力在下端较强。
采用斜边感应器结构既可以保证金属液柱的上界面不超出感应器上表面,避免液柱的塌漏,又可以使靠近界面处的金属熔体得到充分的加热,有利于提高金属熔体的温度梯度,以获得较好定向柱晶组织的铸件。
2.2 工艺参数对电磁约束成型定向凝固的影响液柱高度:对于钢的电磁约束成型定向凝固工艺来讲,它是最重要的工艺参数之一。
如前所述,液柱高度过高,一方面增加金属熔体的静压力,另一方面使液柱的上界面可能超出感应器上表面,两者都可能造成液柱的塌漏;液柱高度过低,则金属熔体的过热度低,这一方面不利于上部固体棒料的熔化,另一方面造成液/固界面附近熔体内温度梯度较小,不利于柱晶组织的生长。
经大量实验证实,较合理的液柱高度为12~15m m 。
冷却强度与冷却距离:实验中采用低熔点合金(熔点为48℃)为冷却介质,它具有很大的蓄热能力,并装在带有循环水的冷却器中。
试样直接与冷却介质接触,这样可以保证将热量迅速排出。
与其它定向凝固方法相比,液态合金冷却可以显著地提高液/固界面附近的温度梯度。
此外,冷却距离(感应器与冷却介质表面的距离)对液/固界面位置的稳定、温度梯度的大小也有较大的影响,冷却距离偏大,金属熔体内靠近界面处的温度梯度较小,既不利于柱晶组织的生长,也造成液/固界面的上下的波动,很容易产生金属熔体的塌漏。
冷却距离偏小,在合理的电源功率下(获得合理的电磁压力),由于冷却强度加大,试样无法熔化。
因此,在其它参数一定时,冷却距离有一最佳值。
对目前的实验装置而言,最佳冷却距离为15~20cm 。
液/固界面位置:实验证明,界面位置处于感应器下部1/3处附近是比较合理的。
液/固界面位置偏高,容易使金属熔体的过热度低,不利于固体棒料的迅速熔化;界面位置偏低,它的微小波动都能引起金属熔体的塌漏,造成整个工艺实验失败,但是,由于影响液/固界面位置工艺参数较多,选择时必须综合考试。
抽拉速度:对于采用固体加料法的电磁约束成型定向凝固工艺来说,合理的抽拉速度是十分重要的,抽拉速度过高,容易使金属熔体的过热度迅速减少,不利于获得柱晶组织的试样;反之,抽拉速度偏低,会降低试样的表面质量。
本实验装置的最佳抽拉速度范围为30~40 m /s 。
由于电磁约束成型定向凝固工艺的技术复杂,涉及的工艺参数较多且相互制约,要使工艺实验顺利进行并获得表面和内部质量均较好的试样,必须对它们进行综合分析和研究。
图3为本实验所获得的试样的外观照片。
2.3 铸件的宏观组织・135・第1期 李金山等:钢的电磁约束成型定向凝固工艺研究图4所示为1Cr18Ni9Ti 试样的剖面宏观组织。
从中可以看出,试样内部组织为均匀的排列整齐的柱状晶。
这是由于在电磁约束成型定向凝固工艺中,试样上部在感应器中获得了很强的感应加热,下部又与冷却介质直接接触。
这样,即得到沿试样轴向的单向热流,又在液/固界面处产生较高的温度梯度,实测出的温度梯度达到280℃/cm ,满足了定向凝固的条件。
此外,从图4中还可以看出,凝固界面为平面,中间略有凸起,也很有利于形成单向生长的柱状晶组织。
图3 试样外观照片 图4 试样纵剖面宏观组织照片由于定向凝固,且液/固界面向液态凸起,使凝固过程中析出的气体及低熔点夹渣不断排向液体,而不会被卷入凝固试样,因此,不产生气孔、夹渣等铸造缺陷。
3 结 论(1)根据钢的密度大、熔点高和电导小等特点,设计出适合钢的电磁约束成型定向凝固工艺的感应器,并对其成型和加热特性进行了一定的研究。
(2)对影响钢的电磁约束成型定向凝固工艺的主要参数进行了分析和研究,确定了合理的工艺参数,并获得了表面质量较好、内部为柱状晶组织的试样。
参 考 文 献1 G etselev Z N.Casting in an Electr om agnetic F ield.Jo urnal of M et als,1971,23(10):382 浅井滋生.材料电磁 !∀#∃动向.铁%钢,1989(1):32~403 周士平.钢的电磁铸造.钢铁,1994,29(12):71754 Shen Jun ,L i Jiang uo ,L i Jinshan .Some Char acterist ics of L iquid M et al M eniscus in Electr omag neticF ield.T r ans N F so c,1995,5(4):64~68・136・西北工业大学学报 第16卷On Electromagnetic Shaping DirectionalSolidification Processing of Stainless SteelL i J inshan Zhang J un L i J ianguo Fu H enzhiState Key Laboratory of So lidification ProcessingNorthwestern Polytechnical U niversity ,Xi ′an 710072Except for a brief m entioning of electr omagnetic shaping directional so lidification pro-cessing in 1986,the autho rs have found no detailed inform ation o n such processing.We un-dertook resear ch on such pro cessing because other appr oaches had failed to yield satisfacto ry results to allow us to co mplete an important research project entrusted to us.1Cr 18Ni 9Ti stainless steel w as chosen as experimental material to ex plore the electro-magnetic shaping directio nal solidification pro cessing.We tested a variety of induction coils.Experimental results show that ,tr um pet induction co il can guar antee :(1)that the upper L /S interface does not override the upper induction co il surface to avo id failing of liquid cy lin-der ,and (2)that enough heating is prov ided for the m elt near the low er L /S interface so as to incr ease the temperature gr adient ahead o f the L/S interface.We conducted ex perim ents for a v ar iety of pro cessing parameters .The height o f liquid metal cy linder is ar ound 12~15mm;the cooling is realized by liquid metal;the distance fr om the inductio n coil to the surface of co oling medium is 15~20cm.Tractio n r ate of a sam ple is 30~40 m/s.Under the above conditions,a smooth cy linder sample w ith diam eter of 25m m and columnar inner micr ostructure w as obtained by electrom agnetic shaping direc-tio nal solidification processing successfully .Key words electromag netic shaping ,directional so lidification ,inductio n coil ・137・第1期 李金山等:钢的电磁约束成型定向凝固工艺研究。