铸件热处理工艺及作业指导书主
- 格式:doc
- 大小:175.50 KB
- 文档页数:11
铸钢件热处理作业指导书IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】热处理作业指导书1.目的保证热处理质量。
2.热处理方式按加热和冷却条件不同,铸钢件的主要热处理方式有:退火、正火、均匀化处理、淬火、回火、固溶处理、沉淀硬化、消除应力处理及除氢处理。
3.热处理操作要求.退火退火是将铸钢件加热到Acs 以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图1—1为几种退火处理工艺的加热规范示意图。
表l—1为铸钢件常用退火工艺类型及其应用。
表1-2铸钢件退火工艺及退火后的硬度。
图1—1为几种退火处理工艺的加热规范示意图表l—1为铸钢件常用退火工艺类型及其应用表1-2铸钢件退火工艺及退火后的硬度.正火正火是将铸钢件目口热到Ac。
温度以上30~50o C 保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图1—2为碳钢的正火温度范围示意图。
表1-3铸钢件正火工艺及退火后的硬度,表1-4常用低合金铸件正火或正火+回火工艺及硬度。
正火的目的是细化钢的组织,使其具有所需的力学性能,也司作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
图1—2为碳钢的正火温度范围示意图正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
表1-3铸钢件正火工艺及退火后的硬度表1-4常用低合金铸件正火或正火+回火工艺及硬度.淬火淬火是将零件加热到奥氏体化后(Ac。
版本号:A修订次数:01Pages Possess the9Pages前提:本作业指导书系建蓓铸造有限公司的核心工艺文件之一。
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号4.0/4.1之4.1.7)提出了系统完整的操作、控制规定,必须得到充分严格贯彻执行。
本作业指导书所取参数,主要源于化工出版社的《钢铁热处理实用技术》。
*本作业指导书中打“*”并用楷体注明的文字,是警/提示内容,也可作为执行条款。
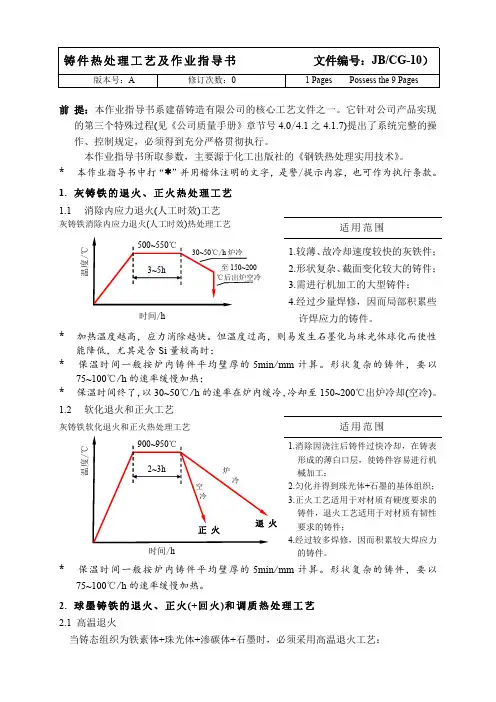
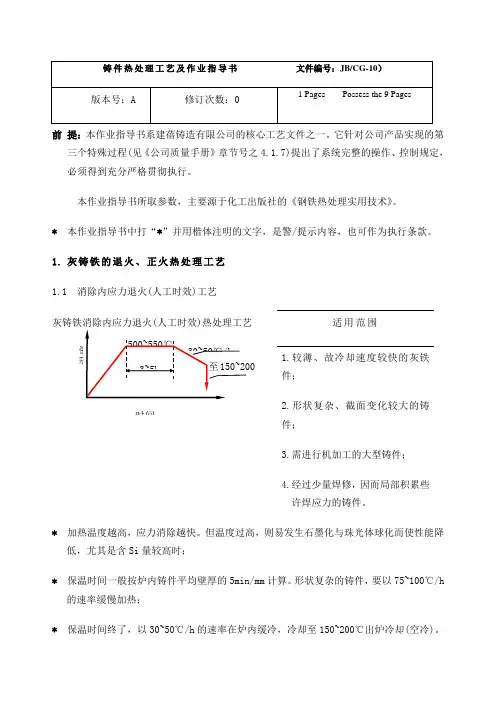
1.灰铸铁的退火、正火热处理工艺1.1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热处理工艺适用范围1.较薄、故冷却速度较快的灰铁件;2.形状复杂、截面变化较大的铸件;3.需进行机加工的大型铸件;4.经过少量焊修,因而局部积累些许焊应力的铸件。
*加热温度越高,应力消除越快。
但温度过高,则易发生石墨化与珠光体球化而使性能降低,尤其是含Si量较高时;*保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h的速率缓慢加热;*保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)。
1.2软化退火和正火工艺灰铸铁软化退火和正火热处理工艺适用范围*保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
2.球墨铸铁的退火、正火(+回火)和调质热处理工艺2.1高温退火当铸态组织为铁素体+珠光体+渗碳体+石墨时,必须采用高温退火工艺:版本号:A修订次数:02PagesPossess the 9Pages球墨铸铁高温退火热处理工艺适用范围1.获得铁素体球墨铸铁;2.分解渗碳体和珠光体,提高机械性能;3.改善加工性能,使工件容易加工且不易变形。
*退火温度越高,渗碳体组织分解速度越快,白口现象越易消除。
但温度过高将使铸件机械性能反而变坏,发生变形和表面氧化失碳,故须严格控制温度上限。
铸造工艺(作业指导书)1. 概述本指导书旨在提供铸造工艺的操作指导,以帮助操作员正确地进行铸造工艺步骤。
铸造工艺是一项重要的加工工艺,用于生产各种铸件。
通过遵循本指导书中的步骤,操作员可以确保产品的质量和生产效率。
2. 设备准备在进行铸造工艺之前,操作员需要准备以下设备:- 铸造炉:确保铸造炉处于良好的工作状态,温度和燃料供应正常。
- 模具和芯盒:检查模具和芯盒是否完好无损,需要做好防粘和防破裂处理。
- 铸造钵和铸瓶:清洁铸造钵和铸瓶,确保其无任何杂质。
- 熔炼材料:准备足够的熔炼材料,确保材料符合要求并进行检验。
3. 准备工作在进行铸造工艺之前,需要进行以下准备工作:- 清理模具和芯盒:清除模具和芯盒中的任何残留物,确保内部干净和光滑。
- 涂抹模具:使用适当的涂料涂抹模具内部,以防止铸件粘连。
- 准备铸造材料:按照工艺要求准备适量的铸造材料,包括合金和添加剂。
- 预热炉温:调整铸造炉的温度,根据铸造材料的要求预热炉内。
4. 铸造步骤以下是铸造工艺的基本步骤:1. 将合适的铸炉温度调至工艺要求的温度。
2. 将铸造钵放在合适的位置,确保其稳定。
3. 加入预先准备好的铸造材料到铸造钵中,并搅拌均匀。
4. 把铸造钵放入预热炉中,进行熔炼,直到材料完全熔化。
5. 检查熔融金属的温度和成分,确保其符合要求。
6. 把熔融金属从预热炉中倒入模具中,注意操作安全和稳定。
7. 等待铸件冷却和凝固,确保在适当的时间内取出铸件。
8. 完全冷却后,取出铸件并进行修整、清理等处理。
5. 安全注意事项在进行铸造工艺时,操作员需要注意以下安全事项:- 确保铸造炉和其他设备的使用安全,防止火灾和其他意外事故。
- 使用适当的防护装备,如耐高温手套和防护眼镜。
- 避免操作时靠近熔融金属,以防止烧伤和其他伤害。
- 注意模具和芯盒的破裂和损坏,及时更换以避免铸件质量问题。
6. 维护保养为了保证铸造工艺的正常运行和设备的长久使用,需要进行定期的维护保养工作:- 清洁设备:定期清洁铸造炉、模具和其他设备,确保无杂质和残留物。
铝铸件作业指导书一、概述铝铸件是一种常见的铸造件,具有分量轻、强度高、耐腐蚀等优点,广泛应用于航空航天、汽车创造、机械设备等领域。
本作业指导书旨在提供铝铸件的作业指导,包括铸造工艺、设备操作、质量控制等内容,以确保铝铸件的创造质量和工作安全。
二、铸造工艺1. 铝铸件材料选择根据铝铸件的使用要求,选择合适的铝合金材料,常见的有铝硅合金、铝镁合金等。
根据不同材料的特性,确定合适的浇注温度、浇注速度等工艺参数。
2. 模具创造根据铝铸件的形状和尺寸,制作相应的模具。
模具应具备良好的耐热性和耐磨性,确保铝液的充型质量和铸件的尺寸精度。
3. 铝液准备根据铝铸件的要求,选择合适的铝液配方,并进行熔炼、脱气等处理,确保铝液的纯净度和流动性。
4. 浇注操作将准备好的铝液倒入模具中,控制浇注温度和速度,确保铝液充实模腔,并避免产生气孔、缩松等缺陷。
5. 冷却处理待铝液充实完毕后,将模具进行冷却处理,以促使铝液凝固成型。
冷却时间和温度应根据铝铸件的厚度和形状进行合理控制,以避免产生应力和变形。
6. 脱模和后处理冷却完成后,将铝铸件从模具中取出,进行脱模处理。
根据铝铸件的要求,进行修磨、去毛刺、抛光等后处理工艺,以提高铝铸件的表面质量和尺寸精度。
三、设备操作1. 铸造设备铝铸件的创造需要使用铸造设备,如电炉、熔炼炉、浇注机等。
在操作设备之前,应检查设备的工作状态和安全性能,确保设备正常运行。
2. 模具操作模具是铝铸件创造的重要工具,操作时应注意以下事项:- 模具的安装和拆卸应由专业人员进行,确保操作安全;- 模具表面应保持清洁,避免杂质进入铝液中;- 模具使用过程中,应定期检查模具的磨损情况,及时更换或者修复。
3. 浇注操作浇注操作是铝铸件创造的关键步骤,操作时应注意以下事项:- 控制铝液的温度和浇注速度,避免铝液过热或者过冷;- 浇注过程中,应避免产生气泡和杂质进入铝液;- 浇注时应保持稳定的姿式,避免铝液外溅和操作人员受伤。
铸造作业指导书一、背景介绍铸造是一种常见的金属加工方法,通过将熔化的金属注入模具中,使其冷却凝固成为所需的形状。
为了确保铸造作业的质量和效率,制定一份详细的铸造作业指导书是非常必要的。
本文将详细介绍铸造作业的步骤、注意事项和相关数据,以匡助操作人员顺利完成铸造作业。
二、铸造作业步骤1. 准备工作:a. 检查模具的完整性和清洁度,确保模具表面光滑。
b. 准备所需的金属材料,保证其质量和纯度。
c. 准备熔炉和相关设备,确保其正常运行。
d. 确定铸造作业的工艺参数,包括熔化温度、浇注温度和冷却时间等。
2. 熔炼金属:a. 将金属材料放入熔炉中,加热至熔化温度。
b. 在熔炉中加入合适的熔剂,以提高金属的流动性和浇注性能。
c. 搅拌金属熔液,确保其温度均匀和成份均一。
3. 浇注金属:a. 将熔化的金属熔液倒入预先准备好的模具中。
b. 控制浇注速度和角度,以避免气泡和金属流动不均匀。
c. 注意保持模具的稳定,防止金属溅出和模具变形。
4. 冷却和固化:a. 等待金属冷却和固化,根据工艺参数确定冷却时间。
b. 可以采用冷却剂或者冷却设备加速冷却过程。
c. 确保金属彻底固化后,才干进行后续的处理和加工。
5. 后续处理:a. 将固化的金属件从模具中取出,注意避免损坏金属表面。
b. 进行必要的修整、清理和抛光等加工工序,以提高金属件的质量和外观。
c. 进行金属件的热处理、表面处理或者其他特殊处理,以满足客户的要求。
三、注意事项1. 安全第一:a. 操作人员必须戴好防护用具,包括手套、眼镜和耳塞等。
b. 遵守相关的安全操作规程,确保操作过程中的人身安全。
2. 温度控制:a. 严格控制金属熔化和浇注的温度,以避免金属质量不合格。
b. 注意金属熔液的温度变化,及时调整熔炉的加热功率。
3. 模具管理:a. 定期检查和维护模具,确保其完整性和清洁度。
b. 根据模具的使用情况,及时更换损坏的模具。
4. 浇注技巧:a. 控制浇注速度和角度,以保证金属流动的均匀性和浇注质量。
前提:本作业指导书系建蓓铸造有限公司的核心工艺文件之一。
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号之4.1.7)提出了系统完整的操作、控制规定,必须得到充分严格贯彻执行。
本作业指导书所取参数,主要源于化工出版社的《钢铁热处理实用技术》。
* 本作业指导书中打“*”并用楷体注明的文字,是警/提示内容,也可作为执行条款。
1.灰铸铁的退火、正火热处理工艺1.1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热处理工艺适用范围1.较薄、故冷却速度较快的灰铁件;2.形状复杂、截面变化较大的铸件;3.需进行机加工的大型铸件;4.经过少量焊修,因而局部积累些许焊应力的铸件。
* 加热温度越高,应力消除越快。
但温度过高,则易发生石墨化与珠光体球化而使性能降低,尤其是含Si量较高时;* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h 的速率缓慢加热;* 保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)。
1.2 软化退火和正火工艺 灰铸铁软化退火和正火热处理工艺适用范围3.正火工艺适用于对材质有硬度要求的铸件,退火工艺适用于对材质有韧性要求的铸件;4.经过较多焊修,因而积累较大焊应力的铸件。
* 保温时间一般按炉内铸件平均壁厚的5min/mm 计算。
形状复杂的铸件,要以75~100℃/h 的速率缓慢加热。
2. 球墨铸铁的退火、正火(+回火)和调质热处理工艺 高温退火当铸态组织为铁素体+珠光体+渗碳体+石墨时,必须采用高温退火工艺:适用范围1.获得铁素体球墨铸铁;2.分解渗碳体和珠光体,提高机械性能;3.改善加工性能,使工件容易加工且不易变形。
* 退火温度越高,渗碳体组织分解速度越快,白口现象越易消除。
但温度过高将使铸件机械性能反而变坏,发生变形和表面氧化失碳,故须严格控制温度上限。
* 保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算,铸件白口深度大、渗碳体组织成分多时,应适当增加保温时间。
铸造作业指导书一、引言铸造是一种重要的创造工艺,用于生产各种金属制品。
本作业指导书旨在提供一份详细的指导,匡助操作人员正确进行铸造作业,确保产品质量和生产效率。
二、作业准备1. 确保操作人员已经接受过相关的培训,了解铸造工艺和安全操作规程。
2. 检查所需的原材料和设备是否齐全,并进行必要的校准和维护。
3. 准备好必要的个人防护装备,如安全眼镜、耳塞、手套和防护服。
三、作业流程1. 准备模具a. 根据产品设计要求,选择合适的模具材料,并进行加工和调整。
b. 清洁模具表面,确保无杂质和污垢。
c. 涂抹模具表面润滑剂,以便于后续的铸造操作。
2. 准备熔炉a. 检查熔炉的燃料供应和温度控制系统,确保正常工作。
b. 将所需的金属原料放入熔炉中,并根据需要添加合适的合金元素。
c. 等待金属熔化,并保持熔池温度稳定。
3. 铸造操作a. 将预热的模具放置在铸造台上,确保稳定和水平。
b. 使用合适的工具将熔化的金属倒入模具中,注意避免气泡和杂质的产生。
c. 等待金属冷却凝固,可以使用冷却剂加快冷却速度。
d. 打开模具,取出铸件,并进行必要的后处理,如修整、清洁和热处理。
四、质量控制1. 检查铸件的尺寸和外观,确保符合产品设计要求。
2. 进行必要的材料化学成份分析和力学性能测试,以验证产品质量。
3. 记录和跟踪每一个铸件的质量数据,以便于追溯和改进。
五、安全注意事项1. 操作人员必须戴好个人防护装备,并遵守相关的安全规程。
2. 注意熔炉和铸造台的高温,避免烫伤和火灾。
3. 避免金属溅射和飞溅,确保周围工作区域的安全。
4. 注意金属熔化和冷却过程中产生的有害气体和烟尘,确保通风良好。
六、常见问题及解决方法1. 金属熔化不充分或者不均匀:检查熔炉温度和搅拌方式,调整熔炉操作。
2. 模具填充不完整或者产生气孔:检查模具设计和润滑剂使用,调整铸造操作。
3. 铸件尺寸不许确:检查模具和铸造台的精度,调整模具创造和铸造操作。
七、作业总结铸造作业是一项复杂的工艺,需要操作人员具备丰富的经验和技能。
铝铸件作业指导书引言概述:铝铸件是一种常见的工业零件,广泛应用于汽车、航空航天、电子等领域。
为了确保铝铸件的质量和生产效率,制定一份铝铸件作业指导书是非常必要的。
本文将从铝铸件的材料特性、加工工艺、质量控制、安全操作和设备维护等方面,详细介绍铝铸件作业指导书的内容。
一、铝铸件的材料特性1.1 铝铸件的材料种类:铝铸件可以使用不同种类的铝合金材料,如ADC12、A356等,每种材料具有不同的强度、硬度和耐腐蚀性能。
1.2 铝铸件的熔炼温度:铝铸件的熔炼温度通常在600°C以上,需要根据具体材料种类和工艺要求来确定合适的熔炼温度。
1.3 铝铸件的热处理工艺:铝铸件在生产过程中需要进行热处理,以提高其强度和硬度,常见的热处理工艺包括固溶处理和时效处理。
二、铝铸件的加工工艺2.1 铝铸件的模具设计:铝铸件的模具设计需要考虑到零件的形状、尺寸和壁厚等因素,以确保铸件的成型质量。
2.2 铝铸件的浇注工艺:在铝铸件的生产过程中,需要控制浇注温度、浇注速度和浇注压力等参数,以保证铸件的内部结构均匀。
2.3 铝铸件的后处理工艺:铝铸件在成型后需要进行去毛刺、打砂、清洗等后处理工艺,以达到表面光洁度和精度要求。
三、铝铸件的质量控制3.1 铝铸件的尺寸检测:在铝铸件生产过程中,需要对零件的尺寸进行检测,以确保零件符合设计要求。
3.2 铝铸件的材质检测:通过金相显微镜、硬度计等设备对铝铸件的材质进行检测,以确保材质的合格性。
3.3 铝铸件的外观检测:对铝铸件的表面质量进行检测,包括表面光洁度、氧化层温和孔等缺陷的检测。
四、铝铸件的安全操作4.1 铝铸件的操作注意事项:在铝铸件的生产过程中,操作人员需要注意安全防护措施,避免发生意外事故。
4.2 铝铸件的设备操作规范:对铝铸件生产设备的操作规范进行培训和指导,确保设备的正常运行和安全操作。
4.3 铝铸件的废料处理:对铝铸件生产过程中产生的废料进行分类、处理和回收利用,避免对环境造成污染。
铸钢件热处理作业指导书热处理作业指导书1.目的保证热处理质量。
2.热处理方式按加热和冷却条件不同,铸钢件的主要热处理方式有:退火、正火、均匀化处理、淬火、回火、固溶处理、沉淀硬化、消除应力处理及除氢处理。
3.热处理操作要求3.1.退火退火是将铸钢件加热到Acs 以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改进铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图1—1为几种退火处理工艺的加热规范示意图。
表l—1为铸钢件常见退火工艺类型及其应用。
表1-2铸钢件退火工艺及退火后的硬度。
图1—1为几种退火处理工艺的加热规范示意图表l—1为铸钢件常见退火工艺类型及其应用表1-2铸钢件退火工艺及退火后的硬度3.2.正火正火是将铸钢件目口热到Ac。
温度以上30~50o C 保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图1—2为碳钢的正火温度范围示意图。
表1-3铸钢件正火工艺及退火后的硬度,表1-4常见低合金铸件正火或正火+回火工艺及硬度。
正火的目的是细化钢的组织,使其具有所需的力学性能,也司作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
图1—2为碳钢的正火温度范围示意图正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
材质牌号含碳量(质量分数,%)正火温度/℃回火①硬度HBS温度/℃冷却方式ZG230—450ZG270—500 0.20~0.300.35~0.38880~850850~820—550~650133~156143~187件形状复杂者可在正火后回火,一般不必回火。
铸件热处理工艺及作业指导书主This model paper was revised by the Standardization Office on December 10, 2020前提:本作业指导书系建蓓铸造有限公司的核心工艺文件之一。
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号之4.1.7)提出了系统完整的操作、控制规定,必须得到充分严格贯彻执行。
本作业指导书所取参数,主要源于化工出版社的《钢铁热处理实用技术》。
* 本作业指导书中打“*”并用楷体注明的文字,是警/提示内容,也可作为执行条款。
1.灰铸铁的退火、正火热处理工艺1.1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热处理工艺适用范围1.较薄、故冷却速度较快的灰铁件;2.形状复杂、截面变化较大的铸件;3.需进行机加工的大型铸件;4.经过少量焊修,因而局部积累些许焊应力的铸件。
* 加热温度越高,应力消除越快。
但温度过高,则易发生石墨化与珠光体球化而使性能降低,尤其是含Si量较高时;* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h的速率缓慢加热;* 保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)。
1.2软化退火和正火工艺灰铸铁软化退火和正火热处理工艺适用范围3.正火工艺适用于对材质有硬度要求的铸件,退火工艺适用于对材质有韧性要求的铸件;4.经过较多焊修,因而积累较大焊应力的铸件。
* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
2.球墨铸铁的退火、正火(+回火)和调质热处理工艺高温退火当铸态组织为铁素体+珠光体+渗碳体+石墨时,必须采用高温退火工艺:适用范围1.获得铁素体球墨铸铁;2.分解渗碳体和珠光体,提高机械性能;3.改善加工性能,使工件容易加工且不易变形。
前提:本作业指导书系建蓓铸造有限公司的核心工艺文件之一。
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号4.0/4.1之4.1.7)提出了系统完整的操作、控制规定,必须得到充分严格贯彻执行。
本作业指导书所取参数,主要源于化工出版社的《钢铁热处理实用技术》。
* 本作业指导书中打“*”并用楷体注明的文字,是警/提示内容,也可作为执行条款。
1.灰铸铁的退火、正火热处理工艺1.1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热处理工艺适用范围1.较薄、故冷却速度较快的灰铁件;2.形状复杂、截面变化较大的铸件;3.需进行机加工的大型铸件;4.经过少量焊修,因而局部积累些许焊应力的铸件。
* 加热温度越高,应力消除越快。
但温度过高,则易发生石墨化与珠光体球化而使性能降低,尤其是含Si量较高时;* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h 的速率缓慢加热;* 保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)。
1.2软化退火和正火工艺灰铸铁软化退火和正火热处理工艺适用范围* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h 的速率缓慢加热。
2.球墨铸铁的退火、正火(+回火)和调质热处理工艺2.1 高温退火适用范围1.获得铁素体球墨铸铁;2.分解渗碳体和珠光体,提高机械性能;3.改善加工性能,使工件容易加工且不易变形。
* 退火温度越高,渗碳体组织分解速度越快,白口现象越易消除。
但温度过高将使铸件机械性能反而变坏,发生变形和表面氧化失碳,故须严格控制温度上限。
* 保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算,铸件白口深度大、渗碳体组织成分多时,应适当增加保温时间。
* 形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
保温终了,以60~80℃/h的速率在炉内缓冷,至600℃后出炉空冷。
铝铸件作业指导书一、引言铝铸件是一种常见的金属铸件,具有重量轻、强度高、耐腐蚀性好等特点,广泛应用于汽车、航空航天、机械制造等领域。
为了确保铝铸件的质量和生产效率,制定一份详细的作业指导书是非常必要的。
本文旨在提供一份铝铸件作业指导书,以帮助操作人员正确进行铝铸件的生产作业。
二、作业环境与设备1. 作业环境铝铸件的生产作业应在通风良好、无尘、无杂物的作业环境下进行。
确保作业环境的温度和湿度稳定,避免对铝铸件产生不利影响。
2. 设备铝铸件的生产作业需要以下设备:- 铝铸件生产线:包括熔炼炉、铸造机、冷却设备等。
- 检测设备:包括金相显微镜、硬度计、尺寸测量工具等。
- 辅助设备:包括起重设备、运输设备等。
三、作业流程1. 铝铸件生产准备- 根据生产计划准备所需的铝合金材料和铸型。
- 清洁生产设备,确保设备无灰尘、油污等杂质。
- 检查生产线设备是否正常运行,如有异常情况及时修复。
2. 铝铸件熔炼- 将所需的铝合金材料按照配比要求放入熔炼炉中。
- 控制熔炼炉的温度和时间,确保铝合金材料完全熔化。
- 检查熔炼后的铝合金液的成分和温度,确保符合生产要求。
3. 铝铸件铸造- 将熔化的铝合金液倒入铸造机中。
- 控制铸造机的工作参数,如浇注时间、压力等,确保铸件的质量。
- 检查铸件的表面质量和尺寸是否符合要求,如有问题及时处理。
4. 铝铸件冷却- 将铸造好的铝铸件放入冷却设备中,进行冷却处理。
- 控制冷却设备的温度和时间,确保铝铸件的组织结构和性能达到要求。
5. 铝铸件检测- 使用金相显微镜对铝铸件的组织结构进行观察和分析。
- 使用硬度计对铝铸件的硬度进行测试。
- 使用尺寸测量工具对铝铸件的尺寸进行测量。
- 根据检测结果判断铝铸件的质量是否合格。
6. 铝铸件加工- 根据生产要求,对铝铸件进行必要的加工工艺,如修整、打磨等。
- 使用相应的加工设备和工具,确保加工过程中不损坏铝铸件的质量。
7. 铝铸件质量控制- 对每一批铝铸件进行质量抽检,确保产品质量的稳定性。
310S铸造工艺作业指导书1. 简介310S是一种高合金耐热不锈钢,常用于高温环境下的耐腐蚀和耐氧化工作。
本文档将提供一份310S铸造工艺的作业指导,以确保工作的准确性和安全性。
2. 准备工作- 所需材料:310S不锈钢原料- 所需设备:铸造炉、铸型工具、铸造模具、冷却系统等- 温度控制设备:保持炉温和浇注温度稳定的热处理设备3. 铸造过程3.1 铸型准备- 根据产品的要求,选择适当的铸型工具和模具。
- 清洁和润滑铸型工具和模具,以确保顺利的铸型流程。
3.2 材料准备- 将310S不锈钢原料切割成适当大小的块状,以便于铸造时的加热和熔化。
- 清洁原料,去除表面杂质和氧化物。
3.3 熔炼和浇注- 将准备好的原料放入铸造炉中,根据炉子的特性和要求设置适当的温度和时间。
- 熔炼过程中,要定期检查原料的状态和温度,确保不出现过热或过冷的情况。
- 当原料完全熔化并达到合适的浇注温度后,开始铸造。
3.4 冷却和固化- 在铸造完成后,将浇注的熔化金属进行冷却处理,以固化成型。
- 使用冷却系统控制冷却速度,避免内部应力和缺陷的产生。
4. 质量控制- 检查铸件表面的质量和完整性,确保没有裂纹、夹杂物和其他缺陷。
- 进行金相显微镜分析,检测晶粒细度和相变情况,以评估铸造工艺的效果。
5. 安全事项- 在熔炼和浇注过程中,必须戴防护眼镜、手套和其他个人防护装备,以防止火花和热炉对人体造成伤害。
- 注意铸炉和冷却系统的温度,防止烫伤和烧伤事故的发生。
以上是310S铸造工艺作业指导书的内容,希望对您的工作有所帮助。
如果有任何疑问,请随时与我们联系。
希望以上310S铸造工艺作业指导书的内容能对您的工作有所帮助。
请随时与我们联系,如果有任何疑问。
铝铸件作业指导书一、概述铝铸件是一种常见的铸造件,广泛应用于汽车、航空航天、机械制造等领域。
本作业指导书旨在提供一份详细的操作指南,以确保铝铸件的生产过程符合质量要求和安全标准。
二、材料准备1. 铝合金材料:根据设计要求选择合适的铝合金材料,并确保材料质量符合标准。
2. 模具:根据产品设计图纸制作模具,并进行必要的检查和维护。
3. 熔炉:使用合适的熔炉进行铝合金的熔化,确保熔炉设备的正常运行和安全操作。
4. 辅助材料:包括熔炼剂、脱气剂、润滑剂等,根据工艺要求选择合适的辅助材料。
三、操作步骤1. 准备工作:a. 检查模具:检查模具表面是否有损坏或磨损,确保模具完好无损。
b. 清洁模具:清除模具上的杂质和残留物,保持模具表面清洁。
c. 预热模具:根据铝合金材料的特性,预热模具以提高铸件的质量。
2. 熔化铝合金:a. 准备合金:根据配方要求,按比例称取铝合金材料和辅助材料。
b. 加热熔炉:将铝合金材料放入熔炉中,根据熔点调整炉温,使材料完全熔化。
c. 添加辅助材料:根据工艺要求,逐步加入熔炼剂、脱气剂等辅助材料。
d. 搅拌熔化:使用搅拌设备均匀搅拌熔化的铝合金材料,以提高合金的均匀性。
3. 浇注铸造:a. 准备浇注材料:检查浇注材料的温度和质量,确保符合要求。
b. 预热模具:将预热好的模具放置在合适的位置,以准备浇注。
c. 浇注铝合金:将熔化好的铝合金倒入模具中,注意避免气泡和杂质的产生。
d. 冷却铸件:等待铝合金在模具中冷却,确保铸件完全凝固。
4. 后续处理:a. 模具拆卸:等待铸件完全凝固后,拆卸模具,取出铸件。
b. 去除毛刺:使用砂轮或其他工具去除铸件表面的毛刺和余料。
c. 精加工:根据产品要求进行精加工,如铣削、钻孔等。
d. 表面处理:根据产品要求进行表面处理,如喷涂、抛光等。
e. 检测质量:对铸件进行质量检测,包括尺寸、外观、材质等方面的检查。
f. 包装出货:根据客户要求,对铸件进行包装,准备出货。
铸件热处理工艺指导书1.灰铸铁的退火、正火热处理工艺1.1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热处理工艺适用范围2。
形状复杂、截面变化较大的铸件;3。
需进行机加工的大型铸件;4.经过少量焊修,因而局部积累些许焊应力的铸件。
*加热温度越高,应力消除越快.但温度过高,则易发生石墨化与珠光体球化而使性能降低,尤其是含Si 量较高时;* 保温时间一般按炉内铸件平均壁厚的5min/mm计算.形状复杂的铸件,要以75~100℃/h的速率缓慢加热;* 保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)。
1.2软化退火和正火工艺灰铸铁软化退火和正火热处理工艺适用范围* 保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
2.球墨铸铁的退火、正火(+回火)和调质热处理工艺2。
1 高温退火当铸态组织为铁素体+珠光体+渗碳体+石墨时,必须采用高温退火工艺:适用范围1.获得铁素体球墨铸铁;2.分解渗碳体和珠光体,提高机械性能;3。
改善加工性能,使工件容易加工且不易变形。
*退火温度越高,渗碳体组织分解速度越快,白口现象越易消除。
但温度过高将使铸件机械性能反而变坏,发生变形和表面氧化失碳,故须严格控制温度上限.*保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算,铸件白口深度大、渗碳体组织成分多时,应适当增加保温时间。
*形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
保温终了,以60~80℃/h的速率在炉内缓冷,至600℃后出炉空冷。
2。
2 低温退火当铸态组织为铁素体+珠光体+石墨(没有渗碳体)时,只需采用低温退火工艺:球墨铸铁低温退火热处理工艺适用范围1。
获得铁素体球墨铸铁;2。
分解渗碳体和珠光体,提高机性能;3.改善加工性能。
*保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算;* 形状复杂的铸件,要以75~100℃/h的速率缓慢加热.保温终了,以60~80℃/h的速率在炉内缓冷,至600℃后出炉空冷。
铝铸件作业指导书引言概述:铝铸件作业指导书是一份重要的文件,它为铝铸件的生产和加工提供了详细的指导和要求。
本文将从五个大点来阐述铝铸件作业指导书的内容,包括铝铸件的材料要求、工艺流程、设备要求、操作规范和质量控制。
通过对这些方面的详细阐述,可以帮助操作人员更好地进行铝铸件的生产和加工。
正文内容:1. 材料要求:1.1 材料选择:铝铸件的材料选择是非常重要的,需根据具体的应用场景和要求来选择合适的铝合金材料。
常见的铝合金有Al-Si、Al-Cu、Al-Mg等,每种合金都有其特定的物理和化学性质。
1.2 材料检验:在铝铸件的生产过程中,需要进行材料的检验,以确保其符合相关标准和要求。
常见的检验项目包括化学成分、力学性能、金相组织等。
2. 工艺流程:2.1 模具设计:铝铸件的工艺流程始于模具设计,模具的设计应根据产品的形状和尺寸来确定。
模具的结构和材料选择对最终产品的质量和生产效率有着重要影响。
2.2 熔炼与浇注:铝铸件的生产过程中,首先需要将铝合金熔化,然后通过浇注到模具中。
熔炼过程中需要控制熔炼温度和熔炼时间,以确保铝合金的质量。
2.3 固化和冷却:铝铸件在模具中固化和冷却的过程中,需要控制冷却速度和冷却时间,以确保产品的尺寸和性能符合要求。
2.4 清理和修整:铝铸件从模具中取出后,需要进行清理和修整,包括去除模具残留物、修整表面等。
2.5 热处理:某些铝铸件需要进行热处理,以改善其性能和组织结构。
常见的热处理方法包括固溶处理、时效处理等。
3. 设备要求:3.1 熔炼设备:铝铸件的生产需要熔炼设备,常见的熔炼设备有电炉、气炉等,需要根据生产规模和要求来选择合适的熔炼设备。
3.2 模具设备:模具是铝铸件生产的关键设备,其设计和加工精度直接影响产品的质量。
常见的模具设备有数控铣床、线切割机等。
3.3 加工设备:铝铸件在生产过程中需要进行加工和修整,常见的加工设备有车床、铣床、磨床等。
4. 操作规范:4.1 安全操作:操作人员在进行铝铸件生产和加工时,需要遵守相关的安全规范,佩戴个人防护装备,确保人身安全。
前提:本作业指导书系建蓓铸造有限公司的核心工艺文件之一。
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号4.0/4.1之4.1.7)提出了系统完整的操作、控制规定,必须得到充分严格贯彻执行。
本作业指导书所取参数,主要源于化工出版社的《钢铁热处理实用技术》。
*
1.
*
*
*空冷)。
的铸件;
4.经过较多焊修,因而积累较
大焊应力的铸件。
*保温时间一般按炉内铸件平均壁厚的5min/mm计算。
形状复杂的铸件,要以
*形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
保温终了,以60~80℃/h的速率在炉内缓冷,至600℃后出炉空冷。
2.2低温退火
当铸态组织为铁素体+珠光体+石墨(没有渗碳体)时,只需采用低温退火工艺:
球墨铸铁低温退火热处理工艺适用范围
1.获得铁素体球墨铸铁;
2.分解渗碳体和珠光体,提高
机性能;
3.改善加工性能。
*保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算;
*形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
保温终了,以60~80℃/h的速
1.获得回火索氏体+石墨组织;
2.使材质性能得到最大程度的提
升。
获得较高的综合机械性
能;
3.技术性能要求很高的大型球铁
件。
*保温时间也可按炉内铸件每15mm的有效厚度、需要保温1~2h计算;
*形状复杂的铸件,要以75~100℃/h的速率缓慢加热。
正淬保温终了要迅即入水(复杂铸件用油淬)。
入淬时要控制介质温度不宜过高(最好控制在20℃左右,可用冷却塔使介质及时冷却);
*淬火形成较大的调质应力,故应在正火后的12h内完成回火热处理。
回火保温终了,铸件可采用空冷、油冷,但绝不可采用炉冷(缓冷将使冲击值陡降)。
3.合金铸铁的稳定化(人工时效)和软化退火、正+回热处理工艺
3.1稳定化消除内应力退火(人工时效)工艺
*保温时间也可按炉内铸件每15mm的有效厚度、需要保温1h计算;
*装炉时温度须低于200℃,加热速率小于60~100℃/h 。
第一次和第二次保温终了炉内冷却速率控制在30~50℃/h ,分别缓冷至700~750℃和600℃温点。
*出炉空冷,可根据需要采用风冷或静态空气冷却。
前者表面硬度较高,后者表面硬度较低。
3.3正火+回火
取
分按每50mm 保温1h 叠加;
Ex
**Ac ***正火保温终了,通常采用强风快冷方式,回火保温终了,炉冷至≤300℃出炉后,通常采取静态空冷。
℃的速水温度应≤80℃。
6.铬系钢的完全退火、正火及调质热处理工艺
)的铸
*上表未涵盖的稀有铬系钢种的热处理类型和加热温度,可查阅《铸造工程师手册》获得准确数据;
*铬系钢包括含有Mn、P、N等元素的钢种,退火、正火和回火后,不可在500~550℃的温段缓慢冷却(宜采取快速空冷),以防止出现回火脆性。
如需要消除由快速冷却所积淀的回火应力时,可增加一次低温回火。
7.低合金钢的完全退火、正火及调质热处理工艺
各牌号低合金钢的Ac3+(30~50)℃、及完全退火、正火、淬火及回火温度参考下
*低合金钢热处理的各项具体技术要求可参考铬系钢的相关条款。
8.热处理的作业流程
9.1铸件在台车底部必须垫高
件间应垫放50~70mm的铁块或高
铝砖块,铸件壁厚越大,间垫距
离须越大。
9.2铸件必须垫稳、垫平,防止发生
垮塌危险和产生热处理变形。
9.3装炉应保证台车中心的经、纬方
向都留有足够间隙,以利于热量随
表示为09);
c.月份和日期:均以2位数表示(十位数不足的缀0)。
精心整理
精心整理
*如上图热处理炉号表示的意义为:2009年2月9日由A 炉承担的热处理内容。
10.2.2热处理工作任务单可在热处理温度自动盘式记录的空白背页填写,内容应包
括:
a)进炉铸件的名称(图号)、牌号和件数;
b)热处理工艺形式(热处理种类)和工艺要求简述(热处理温度曲线图); c)热处理操作者(签署);
d)热处理完成后,品质保证部的检验结论和检验章。
10.2.3热处理炉号使用于具有可追溯性的质量记录,包括:热处理工作任务单、热
处理温度自动记录(盘式)。
10.2.4。