热处理炉有效加热区测定方法
- 格式:pdf
- 大小:577.89 KB
- 文档页数:6
热处理炉有效加热区测定方法热处理炉有效加热区测定方法导言:热处理炉是一种被广泛应用于金属材料处理的设备,其主要功能是通过加热和冷却控制,对金属材料进行结构调整和物理性能改善。
在进行热处理过程中,确保炉内加热区能够达到有效加热是非常关键的。
本文将探讨热处理炉有效加热区的测定方法,以帮助读者更好地理解和掌握该技术。
一、有效加热区的定义在热处理炉中,有效加热区是指能够达到所需温度范围并实现均匀加热的区域。
一般来说,如果炉内的温度分布能够在一定的误差范围内保持均匀,那么该区域就可以被认定为有效加热区。
在实际应用中,有效加热区的确定对于炉内金属材料的均匀加热非常重要,它直接影响到处理效果的质量。
二、传统方法1. 温度测量法传统的热处理炉有效加热区测定方法之一是通过在炉内不同位置布置温度传感器,测量这些位置处的温度值。
根据温度分布图来确定加热区的范围。
这种方法简单直接,可以提供炉内温度的整体情况。
然而,由于传感器的布置可能存在问题,比如不均匀或数量不足,因此可能会导致测量结果的不准确。
2. 金属试块法另一种常用的方法是使用金属试块来评估有效加热区的范围。
在炉内放置一系列具有相同材料和尺寸的金属试块,然后根据试块的质量变化来判断加热区的位置。
这种方法相对简单,但仍然存在一些局限性,比如试块的分布和数量问题,以及在实际加热过程中试块与工件之间的传热差异等。
三、改进方法为了克服传统方法存在的问题,近年来,一些新的测定方法被提出并得到了广泛应用。
下面介绍几种改进的方法:1. 热像仪法热像仪是一种能够显示物体表面温度分布的设备,通过红外线探测技术来测量物体的辐射能量并将其转化为图像。
热像仪可以将炉内的温度分布直观地展示出来,并能够在实时监测中提供精确的温度数据。
通过分析热图,可以快速确定有效加热区的位置和范围。
这种方法不仅操作简便,而且具有较高的测量精度,因此在炉内温度分布调整和优化过程中得到了广泛的应用。
2. 数值模拟法数值模拟方法是一种通过计算机仿真来预测热处理过程中加热区温度分布的技术。
热处理炉有效加热区检测规定一、实施条件和测定周期1.1 实施条件热处理炉凡属下列状况之一者,均应测定有效加热区:a) 新添置的热处理炉首次应用于生产;b) 经过大修或技术改造的热处理炉;c) 热处理炉生产对象或工艺变更,需要改变保温精度时;d) 控温或记录热电偶位置变更时;e) 定期或临时进行有效加热区检测时。
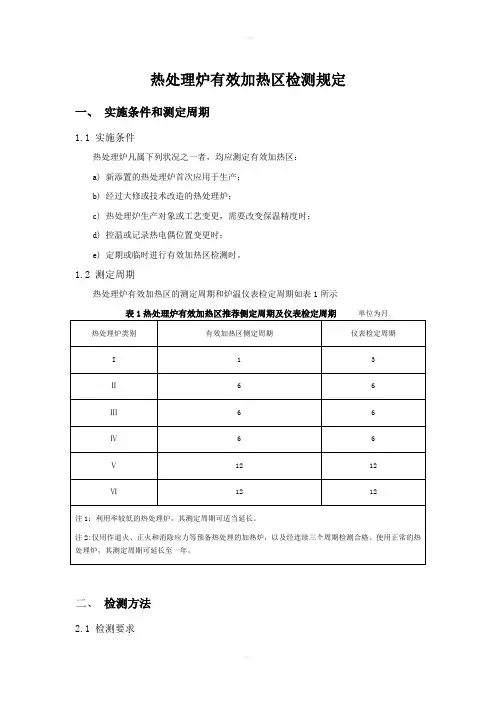
1.2 测定周期热处理炉有效加热区的测定周期和炉温仪表检定周期如表1所示单位为月二、检测方法2.1 检测要求⑴热处理炉有效加热区的检测,一般情况下采用空载试验,特殊要求时可以装载试验(半载试验或满载试验)。
⑵测试时,热处理炉应以常用升温速度升温,真空炉采用常用真空度。
2.2 检测点数量和位置热处理炉有效加热区温度检测点的数量和位置按照热处理炉的形式和假定有效加热区的尺寸来确定。
2.3 检测温度以常用的工艺规定温度为检测温度范围,检测温度根据检测温度范围按表2规定确定。
2.4 检测顺序及方法⑴校正检测仪器、热电偶、补偿导线,热电偶应提供误差值。
⑵测量装置的接线a) 用适当的方法按需要将热电偶牢固地绑扎在测温架的每个测温位置上。
b) 将热电偶参考端引出炉外,在方便的位置通过补偿导线、切换开关、铜导线与检测仪器联接。
应防止由于引出线安装不当而影响炉温测量。
c) 装载试验时,热电偶测量端应尽可能和工件接近。
⑶温度测定a) 空载试验或装载试验时,不得升到高于检测温度后再降到检测温度。
b) 所有测定点的温度,在到达检测温度及其保温精度范围内的最低温度之后,以表3规定的时间间隔及测定次数测量各点温度。
c) 测温得到的读数进行修正后得到实际温度值,以这些值来判断各位置的保温精度是否满足要求。
d) 如果测温点的温度偏差超过保温精度范围,允许适当延长检测温度下的保温时间,但一个检测温度点的保温和检测总时间不得超过2 h。
表3 检测时间间隔和测量次数2.5 重复检测⑴按规定的方法所测得的数据,其中有一个测温点的保温精度不能满足要求时,应改变假定有效加热区或对热处理炉进行调整后再作重复检测。
温度均匀性测试报告
1.测试依据
AMS 2750D —高温测量
GB/T 9452-2012 —热处理炉有效加热区测定方法
2.测试热电偶分布
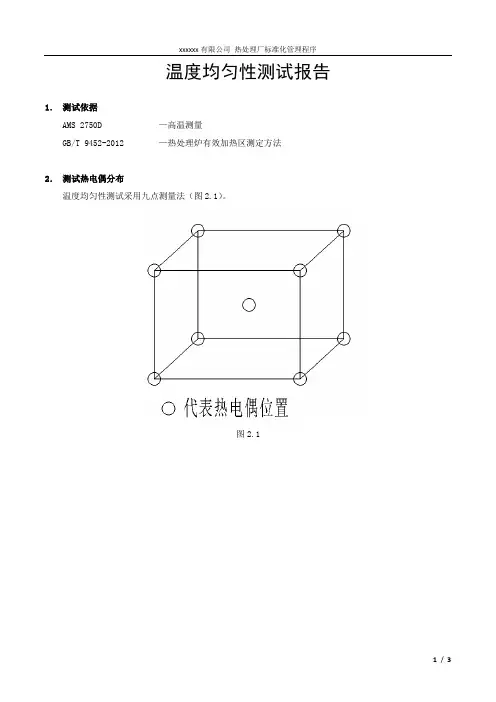
温度均匀性测试采用九点测量法(图2.1)。
图2.1
3.温度均匀性数据采集
数据采集应在所有设备或TUS传感器达到测试温度下限后开始。
炉子应保持在测试温度直到所有测试
4.合格性判定
温度均匀性测试合格判定依据:
1、温度均匀性测试期间,TUS传感器、控制或检测传感器读数不超过设定温度的温度容差。
2、全部热电偶到温度稳定后的保温期间,TUS传感器、控制或检测传感器读数都在要求的温度容差内。
3、温度均匀性测试在规定的周期时间内进行。
温度均匀性测试报告
设备名称设备编号设备类别
测试地点测试开始时间测试结束时间
热电偶编号测试日期测温方式九点法测试温度点稳定后最高温度稳定后最低温度偏差范围/℃
~
~ 结论
有效加热区图示:
检测人日期
审核人日期。
GB/T 9452-2003热处理炉有效加热区测定方法1 范围本标准规定了热处理炉有效加热区的测定方法。
本标准适用于评定热处理炉内满足热处理工艺规定的回执温度及保温精度的有效加热区。
不适用于连续加热炉中没有固定的工艺规定加热温度或不要求保温精度的加热区。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准成达协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2614 镍铬-镍硅热电偶丝GB/T 3772 铂铑10-铂热电偶丝GB/T 4989 热电偶用裣导线GB/T 4990 热电偶用补偿导线合金丝GB/T 4993 镍铬-铜镍(康铜)热电偶丝GB/T 7232 金属热处理工艺术语GB/T 16839.2 热电偶第2部分;允差JB/T 8205 廉金属铠装热电偶电缆JB/T 8901 贵金属铠装热电偶电缆3 术语和定义本标准除采用GB/T 7232规定的定义外,采用下列定义。
3.1工艺规定温度 process temperature根据工件热处理的目的和材料种类,由热处理工艺规定的加热温度。
3.2保温温度 soaking temperature在工艺规定温度下保持必要时间,工件或加热设备内加热介质的温度。
3.3保温精度 temperature precision实际保温温度相对于工艺规定温度的精确程度,用相对于工艺规定温度的允许最大温度偏差表示。
3.4有效加热区 work zone在加热炉中,经温度检测而确定的满足热处理工艺规定温度及保温精度的工作空间。
3.5假定有效加热区 previewde work zone为判断热处理户的有效加热区,在进行检测前,根据热处理炉的结构、控制方式及其他条件而预先1GB/T 9452-2003假定的测温空间,一般为热处理炉制造厂或有关标准规定的工作空间。
热处理炉高温测量解析
热处理炉高温测量是指在炉内进行高温处理过程中对温度进行测量和控制的技术。
高温测量在热处理炉中具有重要的作用,可以保证炉内温度达到设定要求,从而保证热处理效果。
高温测量的方法有多种,常用的方法包括热电偶、红外测温仪和光纤测温仪等。
1.热电偶:热电偶是一种利用热电效应测量温度的传感器。
它
由两种不同金属线材组成的热电对连接成一端,另一端与测量设备相连。
当热电对的一端暴露在高温环境中时,热电对产生的温差会产生电动势,通过测量电动势的大小来确定温度。
热电偶具有响应速度快、测量范围广、稳定性好等优点,广泛应用于炉温测量。
2.红外测温仪:红外测温仪利用物体的红外辐射来测量温度。
物体在高温下会辐射出红外光,红外测温仪通过接收物体发出的红外光,并将其转换成温度值。
红外测温仪具有接触测温、非接触测温等优点,适用于对炉内物体表面温度进行快速测量。
3.光纤测温仪:光纤测温仪是利用光纤的光学特性来测量温度的。
光纤测温原理基于光纤内部的光学信号和温度的关系,通过测量光纤热效应和热光学特性来确定温度。
光纤测温仪具有高温测量范围广、精度高、抗电磁干扰等优点,适用于炉温测量的特殊环境。
在实际应用中,根据具体的热处理工艺需求和测量要求选择合
适的高温测量方法,并进行相应的装置安装和材料选型,以确保热处理炉温度的准确测量和控制。
热处理炉有效加热区测定方法一、引言热处理炉作为一种常用的加热设备,用于对金属材料进行加热处理,以改变其组织结构和性能。
热处理炉的有效加热区是指能够达到预设温度且能够保持稳定温度的区域,在加热过程中,掌握有效加热区的位置和特性对于保证热处理质量至关重要。
本文将介绍一种热处理炉有效加热区测定方法,能够帮助确定加热区的位置和大小,以提高热处理炉的工作效率和加工质量。
二、有效加热区的重要性在热处理过程中,金属材料需要被加热到一定温度才能产生所需的组织结构和性能变化。
而加热到预设温度的时间和在此温度上保持的时间,与材料的加工要求密切相关。
在热处理炉中,不同位置的加热温度可能存在差异,因此了解加热区的位置和特性对于掌握热处理过程的控制非常重要。
只有准确确定了热处理炉的有效加热区,才能进行有效的工艺参数调整和优化。
三、有效加热区测定方法1. 热电偶法热电偶法是一种常用的有效加热区测定方法。
该方法利用热电偶的敏感性,通过将热电偶置于热处理炉内不同位置,测量温度变化,以确定加热区的位置和范围。
具体步骤如下:1.在热处理炉内选择代表性的位置,安装热电偶传感器。
2.将热电偶传感器连接到温度采集装置。
3.启动热处理炉,控制加热温度和时间。
4.通过温度采集装置记录下不同位置的温度变化。
5.根据温度数据分析,确定有效加热区的位置和范围。
2. 红外热像仪法红外热像仪法是一种非接触式的有效加热区测定方法。
该方法利用红外热像仪可视化地显示温度分布,直观地观察和分析加热区的位置和特性。
具体步骤如下:1.在热处理炉内启动加热过程。
2.将红外热像仪对准热处理炉内部,观察温度分布图像。
3.根据红外热像仪显示的图像,确定加热区的位置和大小。
3. 涂料膜法涂料膜法是一种简单易行的有效加热区测定方法。
该方法利用涂料对热处理炉内的温度变化敏感,通过涂料膜的变色来反映加热区的位置和特性。
具体步骤如下:1.选择适合的涂料,如温度变色油漆。
2.在热处理炉内不同位置涂上一层涂料膜。
热处理炉有效加热区测定方法热处理炉是一种用于加热材料并控制其温度以改变其结构和性能的设备。
而有效加热区是热处理过程中最重要的部分,它决定了材料加热的均匀性和稳定性。
因此,对于热处理炉有效加热区的测定方法非常重要。
一、传统测定方法传统的测定方法主要是测量加热区的温度分布。
这种方法通常使用温度计或红外热像仪来测量加热区的温度分布。
但是,这种方法存在一些局限性,例如:测量结果受到环境温度、气压和湿度等因素的影响;测量精度低,不适用于高温和大尺寸的加热区;无法准确测量加热区内部的温度分布等。
二、计算机模拟方法计算机模拟方法是一种新兴的测定方法,它可以通过数学模型来模拟热处理炉的加热过程。
这种方法可以准确地预测加热区的温度分布和热处理效果,并且可以根据需要进行参数调整,以优化加热过程。
但是,计算机模拟方法需要高度精确的数学模型和大量的计算资源,因此成本较高。
三、试验方法试验方法是一种直接测量加热区性能的方法,可以通过实验来确定加热区的有效加热区域和温度分布。
这种方法可以准确地测量加热区的性能,但是需要大量的试验数据和实验设备,并且需要耗费大量的时间和金钱。
四、综合方法综合方法是一种将传统测定方法、计算机模拟方法和试验方法综合使用的方法。
通过综合使用这些方法,可以更准确地测量加热区的性能,并且可以根据需要进行参数调整,以优化加热过程。
综合方法可以克服传统方法和计算机模拟方法的局限性,同时也可以克服试验方法的成本和时间限制。
热处理炉有效加热区的测定方法是一个复杂的问题,需要综合考虑多种因素。
根据具体情况选择合适的测定方法,可以有效地提高热处理的效果和质量。
热处理炉炉温均匀性测试方法及结果评定关键字:炉温均匀性有效工作区炉温均匀性是指炉子有效加热区在一定时间内不同位置的温度相对于工艺设定温度的偏离程度,即各测试点温度相对于设定温度的最大温度偏差。
1、炉温均匀性测试的目的通过对热处理炉进行温场测试,确定出热处理炉的有效工作区(即满足热处理炉工艺和温度均匀性要求的允许装料空间)。
为制定热处理工艺提供依据,对提高热处理产品质量具有重要意义。
2、炉温均匀性测试时机热处理炉炉温均匀性测试通常分为初始测试和周期测试,新添置的炉子正式投产前应进行有效工作区的初始测试,确定合格的工作区、工作温度范围和炉子等级;热处理炉在使用过程中如果发生较大的维修、变化或调整也应进行初始测试。
测试温度包括合格工作温度范围的最低和最高温度。
周期测试是根据炉子等级按规定的周期定期测试,测试温度是合格工作温度范围内的任意温度,一般可选择常用温度点进行测试。
3、炉温均匀性测试方法及实施条件热处理炉炉温均匀性测试一般为空载测试,必要时也可装载测试。
装载测试时,可采用额定装炉量、额定装炉量的50%或工艺常用装炉量,一般应不少于额定装炉量的50%。
测试过程中炉子应保持正常生产时的工作状态,包括以常用升温速率升温、气氛炉保持在正常用气量和压力、循环风扇正常运行等。
4、炉温均匀性测试系统炉温均匀性测试系统通常由温度传感器、补偿导线、测试系统及测温架等组成。
4.1 温度传感器温度传感器主要有贵金属和廉金属热电偶。
贵金属热电偶分度号为B、R、S,常用类型为S 型,工作温度范围(0~1600)℃;廉金属热电偶分度号为N、K、E、J、T等,常用类型为K、N型,工作温度范围(0~1300)℃。
N和K型热电偶由于使用温度范围宽,线性度好,热电动势较大,灵敏度较高,稳定性和均匀性较好,抗氧化性能强,价格便宜等有优点,通常被广泛采用。
但由于N型热电偶克服了K型热电偶在(300~500)℃的镍铬合金的晶格短程有序而引起的热电动势不稳定以及800℃左右由于镍铬合金发生择优氧化引起的热电动势不稳定等不足,故一般选用N型热电偶。
国家标准GB9452-88《热处理加热炉有效加热区测定方法》
介绍
火树鹏
【期刊名称】《热处理》
【年(卷),期】1989(000)002
【摘要】《热处理加热炉有效加热区测定方法》国家标准,是根据机械工业科学技术发展规划(标准制修订部分项目编号8640064)由江苏工学院、机械电子工业部北京机电研究所、航空航天工业部621研究所三个单位共同起草制订的。
已被国家技术监督局批准发布,并订于1989年3月1日起实施。
现将有关本标准的情况和内容作一简单介绍,以利贯彻。
【总页数】4页(P16-19)
【作者】火树鹏
【作者单位】江苏工学院
【正文语种】中文
【中图分类】TG15
【相关文献】
1.热处理炉有效加热区测定方法标准装置操作规程 [J], 宗文莉
2.关于新版HB5425《航空制件热处理炉有效加热区测定方法》标准使用建议 [J], 王军;柴俊彬
3.电磁屏蔽膜国家标准介绍——《电磁屏蔽膜化学镀铜溶液镍离子和铜离子含量测
定方法》和《光学功能薄膜等离子电视用电磁波屏蔽膜屏蔽效能测定方法》 [J], 李保民;孙朝霞;王其武
4.关于热处理加热炉的有效加热区炉温均匀性及保温精度 [J], 火树鹏;邵柏华
5.热处理炉有效加热区测定方法 [J], 张文尚
因版权原因,仅展示原文概要,查看原文内容请购买。
热处理炉窑有效加区加热区检测摘要: 热处理炉窑的有效加热区检测关系到热处理温度控制质量的优劣,它对热处理工件质量的控制是非常关键的。
基于此本文将会指出热处理炉有效加热区检测工作中容易出现疏忽的一些细节,提出一些问题并给出相应建议以供参考。
关键词:热处理炉窑;有效加热区;检测在企业制造生产的工作过程中,完成好金属材料的热处理对于整个机械制造是非常重要的。
在热处理过程中,热处理炉作为热处理的主体设备,其检查测试工作也就成了非常关键的工作。
在热处理炉检测工作中,对其有效加热区的检测则是一大重点。
1.热处理炉有效加热区相关简介热处理炉有效加热区简单的来说是指在热处理炉的加热炉中依据技术人员检测出来的温度值,经过处理得到一些参数和数据后进一步确定出来的工作空间。
作为符合有效加热区条件的工作空间必须满足热处理相关工艺规定的合理温度以及保温精度。
热处理炉有效加热区检测也主要是针对其保温精度相关的检测。
对于热处理炉的保温精度,它指实际保温温度与制造工艺标准温度之间的温度差异,可以将其数学化而当作一个比值。
在热处理有效加热区检测时,技术人员一定要使热处理炉的温度控制系统、相关检测系统以及相应的检测方法都必须满足行业的规章制度,这样才可以做到热处理炉有效加热区数据的有效准确地检测。
2.热处理炉有效加热区相关检测方面的讨论2.1热处理炉中的温度控制系统在热处理炉中,温度控制系统的工作原理非常的依赖信息传递与远程控制。
温控系统中的热电偶热电阻可以实时感应热处理炉炉内温度,且形成物理信号对应地传递给温度控制仪以及数据记录仪,二者再将对应地标示出炉内的实际温度,并拿实际温度与设定的温度进行必要的比较,这样就可以获得相应的偏差信号了;然后再通过设备调节装置对热处理炉的内部温度进行调节,使其温度控制在所设定的温度范围内。
如此,使热处理炉的温度控制仪、记录仪、热电偶热电阻检测工作的有效且有计划的进行是极其重要的,而且在此过程中热电偶、热电阻的检测一定要严格按照相关检测标准来进行。
热处理炉有效加热区检测报告引言:热处理炉是工业生产中常见的热处理设备,在金属加工和制造过程中起到非常重要的作用。
然而,在确保产品质量和生产效率的过程中,炉内加热区的均匀性和稳定性对热处理效果至关重要。
本文将进行对热处理炉有效加热区的检测报告,以评估其加热性能。
一、目的本次检测的目的是评估热处理炉的有效加热区,包括温度分布的均匀性、稳定性以及温度偏差,以确定炉内加热性能是否符合设计要求,进而指导后续的热处理操作。
二、检测方法1. 温度探针安装在热处理炉内的加热区域分布多个温度探针,探针布置均匀,以覆盖整个加热区。
探针应处于加热区的位置,并与实际热处理工件安装方式相似,以保证测量的准确性。
2. 温度采集通过温度记录仪,实时采集加热区各个位置的温度数据。
时间间隔可根据需要自行确定,通常建议采集频率不小于1秒,以获取更准确的加热过程数据。
三、结果分析1. 温度分布图根据温度采集数据,绘制加热区的温度分布图。
该图形直观地展示了加热区内的温度分布情况,可以清晰地观察到不同位置温度的差异。
在正常情况下,加热区应呈现出均匀的温度分布,没有明显的冷热点。
若发现温度分布不均或存在冷热点,可能意味着加热区存在问题,需要进一步分析调整。
2. 温度稳定性通过分析温度采集数据,计算加热区内温度的稳定性。
温度曲线应处于一个稳定的范围内,波动应尽可能小,以保证加热区的稳定性。
可根据实际需求,计算温度波动的标准差、均方根误差等指标,以评估温度稳定性的好坏,确定是否需要在炉内进行温度的微调。
3. 温度偏差根据采集的温度数据,计算加热区内不同位置与设定温度之间的偏差。
设定温度应是加热区在热处理过程中所期望达到的目标温度。
温度偏差表明了加热区内温度与设定温度之间的差异。
在理想情况下,温度偏差应尽可能小,以确保产品在热处理过程中得到良好的性能和质量。
四、结论基于对热处理炉有效加热区的检测结果分析,得出以下结论:1. 如果温度分布图显示加热区内存在明显的冷热点或温度分布不均匀的情况,可能需要对热处理参数进行调整,以提高加热区的温度均匀性。
关于新版hb5425《航空制件热处理炉有效加热区测定方法》标准使用建议
《航空制件热处理炉有效加热区测定方法》HB5425新版标准主要是对激光温度测量法进行了进一步详细的规定,以提高测定数据的准确性和可信度。
为了更好地推广应用和使用新版标准,应从以下4个方面入手:
一是要强调新标准中关于激光热敏元件的介绍,并对激光热敏元件及其使用做出详细的介绍,以便广大用户有关激光温度测量方法的更好了解。
二是要指出新标准详细规定了测定激光热敏元件灵敏度的程序,以确保激光热敏元件灵敏度的精确度。
三是要强调新标准对扫描模式、偏转量及激光温度测量的要求,以充分利用激光热敏元件的性能。
四是要提醒使用者检查操作程序是否正确,并且在使用过程中适当调整激光热敏元件,以降低测量偏差。
热处理炉有效加热区测定方法
一、引言
热处理炉是工业生产中常用的设备之一,其作用是通过加热材料使其达到所需的物理或化学性质,从而满足生产需要。
但是,在实际应用中,热处理炉的有效加热区往往不易确定,这会影响到产品质量和生产效率。
因此,本文将介绍一种有效的测定方法。
二、仪器和材料
1. 热电偶温度计:用于测量温度。
2. 测量卡尺:用于测量加热区大小。
3. 钢板:用于制作加热试件。
三、实验步骤
1. 制备钢板试件:选取适当大小的钢板,在表面刻画出10cm×10cm 大小的正方形,并在正方形内部刻画出9个1cm×1cm小正方形。
2. 安装热电偶温度计:将热电偶温度计插入试件中央位置,保证其与试件表面平行,并固定好。
3. 加热试件:将试件放入预热好的炉子中心位置,并按设定温度进行
加热。
当试件达到设定温度时,开始记录时间和各个小正方形内的温度。
4. 测量加热区大小:当试件达到设定温度后,用测量卡尺测量试件表面温度达到设定温度的区域大小。
5. 记录数据:在加热过程中,每隔一段时间记录一次各个小正方形内的温度,并将数据记录下来。
四、数据处理
1. 绘制温度曲线图:将所得到的数据绘制成时间-温度曲线图,以观察试件加热过程中各个小正方形内部的温度变化。
2. 计算有效加热区大小:根据测量得到的加热区大小和绘制出来的温度曲线图,可以计算出试件的有效加热区大小。
五、结论
通过以上实验步骤和数据处理方法,可以准确地测定出热处理炉的有效加热区大小。
这对于生产过程中保证产品质量和提高生产效率都具有重要意义。
热处理炉测试方案热处理是一种通过加热和冷却的过程来改变材料的物理和机械性质的方法。
在工业上,热处理常用于提高材料的硬度、强度和耐腐蚀性能。
热处理炉则是用于进行热处理的设备,其性能和准确性对于热处理工艺的成功至关重要。
因此,热处理炉的测试方案非常重要,可以确保设备的正常运行和满足产品质量要求。
一、热处理炉性能测试1.温度均匀性测试热处理炉中的温度分布应均匀,以确保所有部分的材料都能受到相同的处理效果。
测试方法可采用在炉内放置多个温度计,并将它们放置在不同位置。
然后,进行温度上升和保温过程,记录并分析不同位置的温度变化情况。
结果分析后,可以评估炉内的温度均匀性,并采取相应措施来调整和改善。
2.加热速率测试热处理炉的加热速率应符合要求,并能够在规定的时间内将材料加热到所需温度。
测试方法可通过记录炉内的温度变化速率来进行。
从室温开始,记录不同时间点的温度,并计算温度的增长速率。
通过与设定的加热速率进行比较,评估炉的加热性能是否达标。
3.冷却速率测试热处理炉的冷却速率对于产生特定的组织和性能具有重要影响。
测试方法可通过在炉内加热至设定温度后立即停止加热,然后记录不同时间点的温度下降情况。
通过计算温度的降低速率,与预期的冷却速率进行比较,来评估冷却性能。
二、热处理炉功能测试1.压力测试一些热处理炉需要具备一定的工作压力,以确保在高温下材料不会氧化或发生其他不良反应。
测试方法可通过在炉内加入气体,并增加到设定的压力后观察炉内的压力变化情况。
结果应符合规定的工作压力要求。
2.控温精度测试热处理炉的控温系统应具备较高的精度,以确保可以稳定地控制炉内的温度。
测试方法可通过设定不同的目标温度,并记录炉内温度与目标温度的偏差情况。
通过统计和分析数据,评估控温系统的性能。
3.保温性能测试热处理炉在保温过程中需要具备较长的保温时间,以确保材料可以充分吸收热量,达到所需的效果。
测试方法可通过设定保温时间,并记录炉内温度的变化情况。
热处理炉有效加热区测定方法
1、适用范围
本规程规定了铸钢件用热处理炉有效加热区的测定方法。
本规程适用于铸钢件退火、正火、淬火、回火热处理炉工况的空载测试及有效加热区的评定。
2、引用标准:
GB/T16923 钢件的正火与退火
GB/T16924 钢件的淬火与回火
GB/T9425 热处理炉有效加热区测定方法
GB/T2614 镍铬—镍硅热电偶丝
GB/T4989 热电偶用补偿导线
GB/T4990 热电偶用补偿导线合金丝
GB/T7232 金属热处理工艺术语
GB/T16839.2 热电偶第2部分:允差
GB/T18404 铠装热电偶电缆及铠装热电偶
3、术语
本规程引用的术语为GB/T9425、GB/T7232中的术语。
3.1 工艺规定温度
根据工件热处理的目的和材料种类,由热处理工艺规定的加热温度。
3.2 保温温度
在工艺规定温度下保持必要的时间,工件或加热设备内加热介质的温度。
3.3 保温精度
实际保温温度相对于工艺规定温度的精确程度,用相对于工艺规定温度的允许最大温度偏差表示。
3.4 有效加热区
经温度检测而确定的满足热处理工艺规定的温度计保温精度的工作空间。
4、铸钢厂热处理炉的保温精度
表1 热处理炉保温精度
炉子名称 热处理炉类别 有效加热区保温精度℃ 仪表指示精度不低于%
1#热处理炉 Ⅲ ±10℃ 0.5
2#热处理炉 Ⅲ ±10℃ 0.5
3#热处理炉 Ⅲ ±10℃ 0.5
4#热处理炉 Ⅲ ±10℃ 0.5
5#热处理炉 Ⅲ ±10℃ 0.5
6#热处理炉 Ⅲ ±10℃ 0.5
7#热处理炉 Ⅲ ±10℃ 0.5
5、测温装置
5.1 热电偶及补偿导线
根据检测温度计要求的保温精度,按表3选择热电偶,热电偶应符合GB/T2614。
补偿导线应符合GB4989、GB4990、GB/T18404的规定。
表2检测用热电偶
热电偶名称 分度号 等级 使用温度℃ 允许偏差℃ 检定周期
镍铬—镍硅 K Ⅱ 0-1200 ±0.75%t 半年
注:t为被测温度
表3检测用补偿导线
热电偶分度号 补偿导线型号 补偿导线名称 代号 温度范围℃ 允差℃
K KX 镍铬10-镍硅3延长型导线 KX-GS -20—100 ±1.5
5.2 检测仪器
检测仪器用精度不低于0.5级,使用有纸记录仪—富士PHA88004-EA0YV 记录仪。
5.3 测温架
检测用测温架用不锈钢钢管焊接而成,用来固定热电偶,为确保其不变形,测温架需增加焊接加强筋。
6、检测方法 6.1 检测要求
6.1.1 热处理炉有效加热区的检测,一般采用空载试验,特殊要求时可以进行装载试验(半装载试验或满载试验)。
6.1.2 测试时,热处理炉应以常用升温速度升温。
6.2 检测点的数量和位置
铸钢厂热处理炉有效加热区温度检测点的数量和位置示意图详见图1—图6.
450m m ;约350m m ;
图1:1#热处理炉有效加热区示意图
6
450m m ;膛约300m m ;
图2:2#热处理炉有效加热区示意图
6
450m m ;
膛约350m m ;
图3:3#热处理炉有效加热区示意图
6
450m m ;膛约300m m ;
图4:4#、5#热处理炉有效加热区示意图
6
400m m ;膛约350m m ;
图5:6#热处理炉有效加热区示意图
450m m ;约350m m ;
图6:7#热处理炉有效加热区示意图
6.3 检测温度
结合铸钢厂热处理炉的实际使用情况,各台热处理炉的检测温度如下表所示。
设备名称 主要用途 常用工艺温度
空炉检测温度
实炉检测温度
1#热处理炉
铸件的退火、正火及回火
910±10℃、880±10℃、650±10℃、560±10℃
910±10℃、650±10℃ 根据工艺执行
2#热处理炉 铸件的退火、
正火、回火及
淬火 910±10℃、880±10℃、
560±10℃、650±10℃
910±10℃、650±10℃ 根据工艺执行
3#热处理炉 铸件的退火、
正火、回火及
淬火 1100±10℃、910±10℃
880±10℃、560±10℃
650±10℃
1100±10℃、
650±10℃
根据工艺执行
4#热处理炉 铸件的退火、
正火、回火 910±10℃、880±10℃、
560±10℃
910±10℃、650±10℃ 根据工艺执行
5#热处理炉 铸件的退火、
回火 910±10℃、880±10℃、
650±10℃、560±10℃
910±10℃、650±10℃ 根据工艺执行
6#热处理炉 铸件的退火、
正火及回火 910±10℃、880±10℃、
650±10℃、560±10℃
910±10℃、650±10℃ 根据工艺执行
7#热处理炉 铸件的退火、
正火及回火 910±10℃、880±10℃、
650±10℃、560±10℃
910±10℃、650±10℃ 根据工艺执行
6.4、检测顺序及方法
6.4.1 所用的检测仪器、热电偶、补偿导线必须在检定周期内。
6.4.2 测量装置的接线
6.4.2.1 用铁丝将铠装热电偶牢固的绑扎在测温架的每个测温位置上。
6.4.2.2 将铠装热电偶参考端引出炉外,在方便的位置通过补偿导线、铜导线与检测仪器连接,安装时应防止由于引出线安装不当而影响炉温测量。
6.4.2.3 装载试验时,热电偶测量端应尽可能和铸件接近。
6.4.3 温度测定
6.4.3.1 空载试验或装载试验时,不得升到高于检测温度后在降到检测温度。
6.4.3.2 所有测温点的温度,在到达检测温度及其保温精度范围内的最低温度之后,均温0.5小时后,以10分钟每次的频率记录各点的温度。
次数≥8次。
6.4.3.3 如果测温点的温度偏差超过保温精度范围,允许适当延长检测温度下的保温时间,但是一个检测温度点的保温和检测总时间不得超过2小时,
7、有效加热区的评定
通过上述方法检测,假定有效加热区各点的温度均在工艺规定的保温精度范围内时,则该空间为该热处理炉的有效加热区。
8、记录
有关检测结果包含如下内容:
a、实施的条件及空载或装载情况;
b、热处理炉的名称、型号、类别、主要技术参数、制造单位及日期;
c、常用温度、检测温度及保温精度;
d、测温装置的名称、型号、类别、精度及检定日期;
e、假定有效加热区的尺寸及检测点示意图;
f、使用的燃气种类;
g、装载试验的装载量、铸件特性(材料、尺寸及重量等);
h、各检测点测温时间及温度显示值,数据处理;
i、有效加热区判定结果及检验合格证;
j、检测日期;
k、责任者(检测者、审核者、批准者姓名)
(详见测试报告)
9、判定
9.1 检测结果符合表1的要求,合格后由设备科填写合格证,装载试验由技术科根据检测结果及实物检
测情况进行综合评价。
9.2 若经检测炉况不符合要求时,则不可投入使用,对其进行修理、调整后,再对其进行检测,直到满足要求为止。
10、检测周期
检测周期为六个月,连续三个周期检测合格、使用正常的热处理炉,其测定周期可延长至一年。
11、管理
11.1 热处理炉炉况的测试由设备科统一组织实施,判定结果并出具合格证;生产科按测试周期的需要,合理安排测试时间;技术科提供工艺要求并监督实施、综合评价;清铲工部负责支架、铠装热电偶的安装,并按技术科提供的工艺要求进行操作;机修负责支架的制作及记录仪的记录。
11.2 测定结果须经技术主管领导签字确认。
11.3 热处理炉炉况测定的全部原始记录,按技术管理制度存入档案。
11.4 设备操作人员发现热处理炉运行中有如下影响炉温均匀性不稳定因素,及时通知相关部门进行处理,同时通知技术部门该热处理炉的状况,由技术部门判定该台热处理炉是继续运行,还是重新按工艺点炉。
a、某一点温度同超出设定温度要求的±10℃;
b、某个烧嘴点不着火;
c、某个烧嘴上位机上显示点火,但对应该点的温度远远低于设定温度;
d、某个烧嘴一直熄火;
e、助燃空气及煤气压力低于设定值压力;
f、炉压超出设定压力值;
g、某个烧嘴火焰上漂或者无力;。