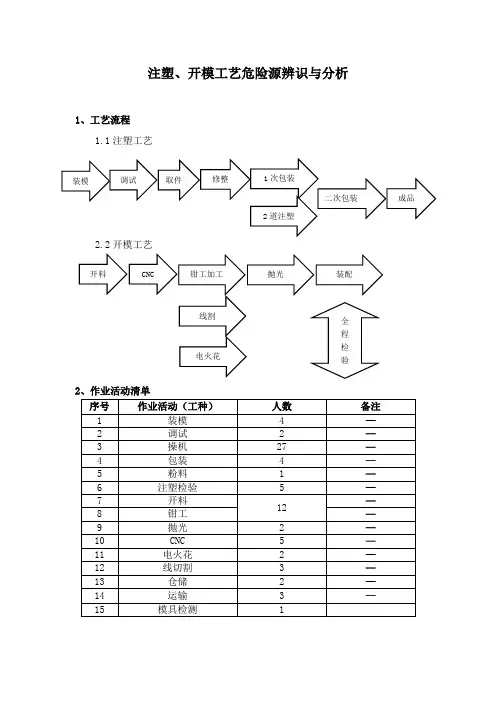
注塑企业危险源识别
- 格式:xls
- 大小:38.00 KB
- 文档页数:5

橡胶和塑料制品业危险因素辨识与防范指导橡胶和塑料制品业是一种重要的化工行业,主要生产橡胶制品、塑料制品、塑料薄膜、塑料包装袋等。
随着该行业的不断发展,橡胶和塑料制品厂所产生的危险因素也日益增多。
本文将详细介绍橡胶和塑料制品业的危险因素辨识和防范措施。
一、危险因素辨识1.化学危险物质橡胶和塑料制品厂所用的化学原料和产品中含有多种有毒、有害物质,如苯、甲苯、二甲苯、氯化物、硫化剂等。
长期接触这些物质会造成头痛、嗜睡、嗜眠、神经系统损害等职业病。
2.物理危险因素橡胶和塑料制品制造过程中,常常需要进行高温加热、注塑成型、切削加工等作业。
这些作业会产生火灾、爆炸等物理危险因素。
3.机械危险因素橡胶和塑料制品生产过程中,需要进行切割、压制、挤出和模塑等机械作业。
这些作业可能导致设备故障、机械伤害等危险因素。
4.人为因素人为因素是橡胶和塑料制品行业的主要危险因素之一。
操作人员操作不规范、疲劳驾驶、缺乏安全意识等因素都可能导致事故的发生。
二、防范措施1.采用安全生产技术橡胶和塑料制品厂应采用安全生产技术,尽可能减少或消除化学、物理和机械危险因素的影响。
对生产过程中可能产生危险因素的设备,应进行权威检测和维护。
2.开展安全培训橡胶和塑料制品企业应定期进行安全知识和技能培训,提高操作人员的安全意识和技能水平。
需要特别强调的是,企业要进行职业病防护和废气处理等专业培训。
3.遵守安全规定橡胶和塑料制品厂所在地的安全规定和操作规程都需要遵守。
操作人员在进行产品生产过程中,应尽可能采取安全措施,例如佩戴防护装备、使用通风设备等。
4.做好应急准备橡胶和塑料制品厂应制定应急预案,定期组织演练,确保应急处置能力。
应急设备和物质,如灭火器、安全防护器材等,应在首要时刻得到妥善使用和保养。
结论危险因素的产生和消除是一种相互关联的过程,只有充分认识及及时掌握危险因素,才能采取有效的防范措施。
橡胶和塑料制品制造工程中危险因素存在较为普遍,但这些危险因素大多可以通过在生产过程中采用适当的安全技术手段来控制。
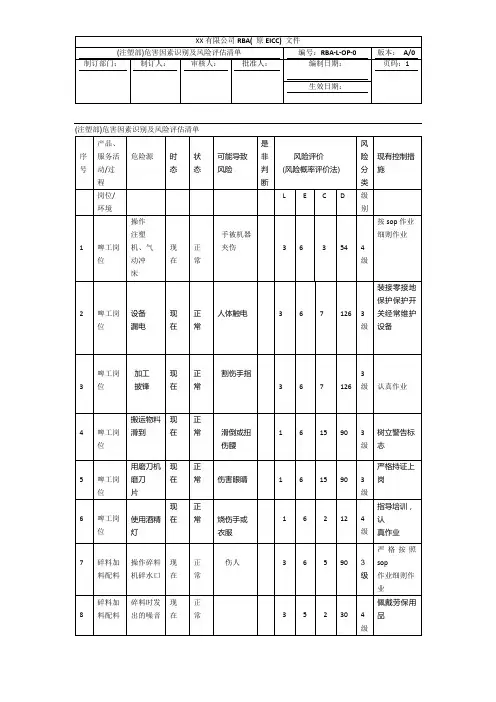
注塑部危险源识别表为了确保生产过程中人员和设备的安全,我们需要对注塑部进行危险源识别,及时排除潜在的安全隐患。
本文将会对注塑部可能存在的危险源进行分类整理,以便进行识别和解决。
1. 机械危险在注塑生产现场,机器设备可能存在的危险包括以下几个方面:1.1 夹紧设备在模具安装及维护过程中,夹紧设备可能使手指夹住、压伤等。
夹紧装置应该设置安全保护系统,避免操作错误而使设备发生意外,应该在使用时始终注意加强安全意识和相关操作规定。
1.2 旋转部件注塑部的绝大部分设备都是旋转式工具的装置,在操作过程中,如不加保护措施,可能会因旋转部分磨损、松动等原因发生意外。
在使用过程中必须加强安全宣传和岗位职责,如在维修、清洁和修改设备时,需要先停止运转,开启开关并断开电源,保证安全。
1.3 压力设备在注塑过程中,压力设备可能发生气泵爆炸、管道漏气等意外情况。
为了避免这类事故的发生,需要对压力设备进行定期检查和保养,确保其正常运转,同时在使用时需避免过度压力。
1.4 电气设备电气设备常常会发生电弧、电击等意外。
使用前要对电气连接部分、线路、控制系统等进行检查,及时更换损坏零部件,确保电气安全设备的可靠性。
2. 热危险注塑生产过程中,涉及到热危险的场景较多,如下:2.1 温度设备温度设备可能会产生高温,如温度无法得到稳定地控制和调节,会对人员和设备产生危害。
使用时必须加强安全意识,确保使用合适的温度设备和使用规范。
2.2 水冷系统水冷系统的使用中可能会发生腐蚀、过热,从而造成废水溢出、海水污染等安全隐患。
因此,在使用时需要定期检查水泵管道、水嘴水口等部位,确保其安全运行。
2.3 热塑性塑料热塑性塑料可能在贮存、搬运、熔化、注塑等过程中产生有毒气体。
使用前必须加强安全教育和操作规范,确保使用合适的容器和设备,以防止热塑性塑料的危害。
在使用过程中,要加强放散有毒气体的设备的检查和保养,确保其安全。
3. 火灾危险火灾是注塑部意外事故的主要原因之一,以下几个方面需要引起关注:3.1 防火措施为了避免在生产过程中因火灾造成意外伤害和损失,需要采取良好的防火措施,如加强消防器材的使用、灭火布置等,在操作过程中定期宣传消防知识和相关操作规定。
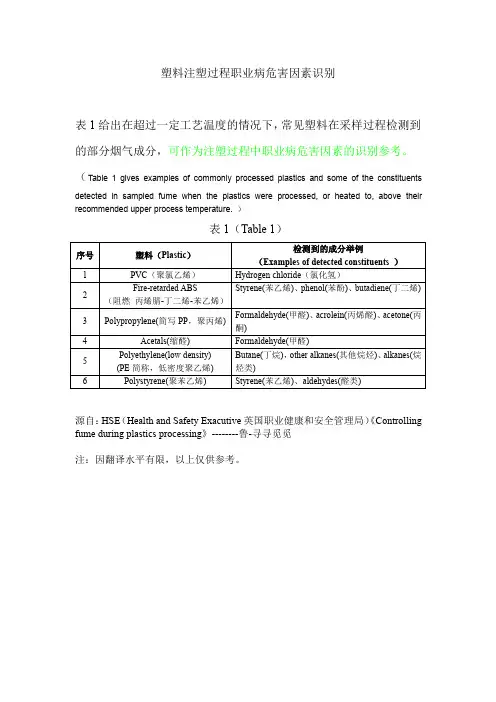
塑料注塑过程职业病危害因素识别表1给出在超过一定工艺温度的情况下,常见塑料在采样过程检测到的部分烟气成分,可作为注塑过程中职业病危害因素的识别参考。
(Table1gives examples of commonly processed plastics and some of the constituentsdetected in sampled fume when the plastics were processed,or heated to,above their recommended upper process temperature.)表1(Table1)序号塑料(Plastic)检测到的成分举例(Examples of detected constituents)1PVC(聚氯乙烯)Hydrogen chloride(氯化氢)2Fire-retarded ABS(阻燃丙烯腈-丁二烯-苯乙烯)Styrene(苯乙烯)、phenol(苯酚)、butadiene(丁二烯)3Polypropylene(简写PP,聚丙烯)Formaldehyde(甲醛)、acrolein(丙烯醛)、acetone(丙酮)4Acetals(缩醛)Formaldehyde(甲醛)5Polyethylene(low density)(PE简称,低密度聚乙烯)Butane(丁烷),other alkanes(其他烷烃)、alkanes(烷烃类)6Polystyrene(聚苯乙烯)Styrene(苯乙烯)、aldehydes(醛类)源自:HSE(Health and Safety Exacutive英国职业健康和安全管理局)《Controlling fume during plastics processing》--------鲁-寻寻觅觅注:因翻译水平有限,以上仅供参考。
注塑岗位危险源及控制措施注塑岗位危险源及控制措施如下:一、机器设备安全危险源:机器设备操作不当、故障、电气击伤、设备损坏等情况可能会导致工作人员受到伤害。
控制措施:1. 强制穿戴个人防护装备,包括安全帽、安全鞋、护目镜等;2. 机器、设备保养维护及时;3. 操作按照规定程序进行;4. 维修、检修前切断电源。
二、运输与堆放安全危险源:运输安全隐患包括人员受伤、设备受损、物品损坏等。
控制措施:1. 叉车司机须取得资格证;2. 货物所承受的重量不得超载;3. 货物堆放平稳、堆高不得超过规定高度。
三、材料安全危险源:材料发生爆炸、燃烧等安全事故,造成人员伤亡和财产损失。
控制措施:1. 对各类原材料进行分类存储、标记标识;2. 严格按照存储容器的规定保存;3. 对易燃、易爆、有毒化学品进行专门处理。
四、环境安全危险源:塑胶加热散发有毒气体。
控制措施:1. 保持通风良好;2. 安装排气薄膜,将气体排出;3. 定期对医护人员进行毒气排泄相关的培训。
五、工作环境安全危险源:注塑机传达方向有人通过,夹塑机通道卡住人等。
控制措施:1. 工作场地、操作平台保持宽敞。
2. 注塑机安装防护罩、电气控制箱封闭;3. 杜绝闲杂人员进入指定区域。
4. 分类标识区别出“禁止入内”区域等。
总结:注塑行业的安全风险主要集中在机器设备、运输堆放、材料、环境以及工作环境五个方面。
为了减少这些风险对工人的威胁,我们应该在日常工作中加强安全教育,提高员工安全意识,制订科学的安全操作规程,实现风险的预防和管控。
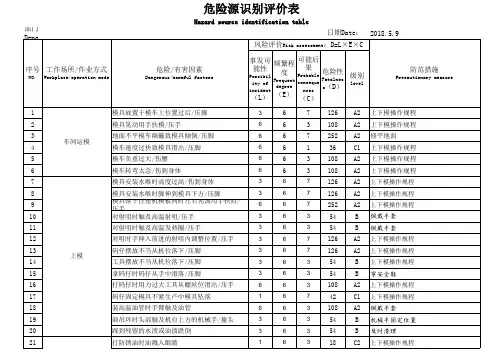
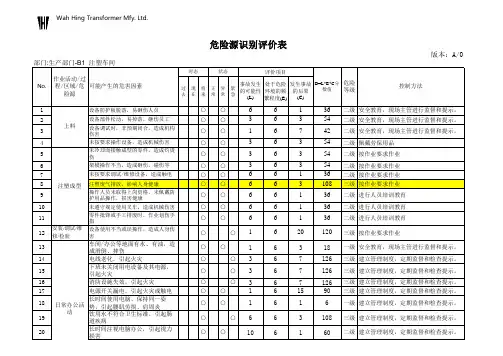
49夹具、制具的使用产品放入夹具槽中,不小心被边角夹伤36354B 生产现场管理制度50化学品泄漏、挥发/引发火灾6615540A1化学品管理程序51没有适当的防护用品/伤身体
36354B 化学品管理程序52办公坐姿不当/身体不适0.5613C2自我安全意识53电脑辐射/身体不适1616C2自我安全意识54破损的办公椅子/摔伤1616C2自我安全意识55台风时窗玻璃破损/划伤1616C2自我安全意识56办公室灯光太强、太暗/伤眼36118C2自我安全意识57办公区域空气不流通/身体不适36118C2自我安全意识58复印机释放臭氧/身体不适1616C2自我安全意识59办公区域地面过滑/摔伤
1616C2自我安全意识60长期使用电脑时无防护措施/伤眼1616C2自我安全意识61饮用水不卫生/身体不适1616C2自我安全意识62电器、电线、开关、插座漏电367126A2安全培训63上、下班、出差交通/交通事故1616C2自我安全意识64刮台风、暴雨上班/摔伤、碰伤1616C2自我安全意识65
财物被抢劫/人身伤害
1
6
3
18
C2
自我安全意识
Prepared By
化学品使用及管理
人员外出办公活动 编 制:
批 准:
Approved By
审 核:
Audit By。
注塑车间等危险源辨识风险评价和控制措施表参考1. 引言随着企业生产经营规模的不断扩大和发展,各类危险及风险可能有所增加,这为安全生产带来了不小的挑战。
本文针对注塑车间等危险源辨识风险评价和控制措施进行了深入探究。
目的是为企业提供参考,确保安全生产和人身财产的安全。
2. 注塑车间危险源辨识与风险评价2.1 注塑车间危险源辨识2.1.1 机械设备注塑车间机械设备是重要的危险源之一,它们在生产过程中存在着以下安全隐患:•机械设备的传动系统易积尘和积料,导致设备运转异常。
•模具装卸不当,会导致模具掉落或损坏。
•压机压力调节不当,可能导致设备故障或严重事故的发生。
2.1.2 电气设备电气设备也是注塑车间重要的危险源之一,它们在生产过程中存在着以下安全隐患:•电缆熔断、断路器跳闸等问题导致电气设备停电。
•电缆老化、穿孔等问题导致设备短路、火灾等事故的发生。
•电压不稳定,可能造成设备故障或严重事故的发生。
2.1.3 生产材料生产材料也是注塑车间危险源之一,它们存在以下安全隐患:•储存方式不当可能导致材料吸潮变质,影响生产质量。
•积料过多可能导致生产过程中材料溅出,损伤操作者。
•材料没有经过必要的测试,可能对产品质量产生影响。
2.2 风险评价2.2.1 风险评价方法在注塑车间的风险评价中,常见的方法有:层次分析法、失效模式与影响分析法和风险矩阵法等。
根据风险评价结果,确定重点改进措施,提出风险控制措施。
2.2.2 风险筛查清单危险源风险类型风险等级中心化控制措施改进措施机械设备伤害风险高加装安全保护装置加强设备维护电气设备火灾风险高安装消防设备、增加防火墙定期维护检查危险源风险类型风险等级中心化控制措施改进措施生产材料泄漏风险中设立固定存放地点操作规程生产材料吸附风险中设立固定存放地点、封存确保材料质量3. 注塑车间危险源控制措施3.1 机械设备控制措施•加装安全保护装置,预防伤害。
•设立设备维护保养专责人,加强设备维护,减少故障发生,避免事故发生。
塑料制造业职业病危害因素的识别及常见职业病与多发病一、主要工种及在生产中产生的有害因素1.聚氯已烯制备(包括二氯乙烷精馏、二氯乙烷裂解、氯乙烯合成、氯乙烯精制、氯乙烯聚合、氯乙烯汽提)产生的有害因素主要是氯化高汞、氯乙烯、二氯乙烷、盐酸、高温。
2.三氟氯乙制备产生的有害因素主要是甲醇、磷及其化合物(不包括磷化氢、磷化锌、磷化铝)、有机氟聚合物单体及其热裂解物。
3.三氟三氯乙烷制备产生的有害因素主要是氟化氢及其他氟化合物,有机氟聚合物单体及其热裂解物、盐酸。
4.四氟乙烯制备产生的有害因素主要是盐酸。
5.六氯乙烷制备产生的有害因素主要是氯气、三氯乙烯。
6.二氯一氯甲烷裂解产生的有害因素主要是有机氟聚合物单体及其热裂解物、甲醇、盐酸。
7.氧氯化产生的有害因素主要是氯气、二氯乙烷、盐酸。
8.聚三氯乙烯合成产生的有害因素主要是氟化氢及其他氟化合物、甲醇。
9.聚砜塑料制备(包括单体合成、塑料合成)产生的有害因素主要是磷及其化合物(不包括磷化氢、磷化锌、磷化铝)、硫酸二甲酯、硫酸、盐酸、甲苯。
10.TDI合成产生的有害因素主要是氯气、光气、一氧化碳、甲苯、硝基甲苯、二硝基甲苯、二异氰酸甲苯、酯、硫酸、硝酸。
11.苯基氯硅烷合成产生的有害因素主要是氯气、苯。
12.PAPI合成产生的有害因素主要是光气、苯胺、甲醛、盐酸。
13.聚碳酸酯合成产生的有害因素主要是光气、二甲苯、酚、氢氧化钠。
14.MMA制备(包括酰胺化、酯化、精制)产生的有害因素主要是氰化氢或氢氰酸、硫酸、甲醇、对苯二酚。
15.聚苯乙烯制备(包括乙苯精馏、乙苯脱氢、苯乙烯精馏、苯乙烯共聚、苯乙烯聚合、苯乙烯回收)产生的有害因素主要是苯、甲苯、二甲苯、丙烯腈、高温。
16.ABS树脂制备(包括粉料制备、树脂成品)产生的有害因素主要是丙烯腈、高温。
17.SAN珠料制备产生的有害因素主要是丙烯腈。
18.烷基化产生的有害因素主要是苯、盐酸。
19.DAP制备产生的有害因素主要是苯、氯丙烯、硫酸。
注塑部危险源辨识评价注塑部是制造企业中的一个重要部门,主要负责塑料制品的生产。
在注塑部的工作过程中,存在着一些潜在的危险源,可能对员工的人身安全和健康造成威胁。
因此,对注塑部的危险源进行辨识评价是十分必要的。
下面将从材料、设备、操作等方面对注塑部的危险源进行辨识评价。
首先,注塑部的材料是注塑成型的重要组成部分,可能产生一些安全隐患。
首先是塑料颗粒的存放和搬运,如果操作不当,可能导致工人受伤或塑料散落。
解决这个问题的一种方法是使用塑料袋进行包装,并设立专门的储存区域和搬运设备。
其次,注塑设备本身也存在一些潜在的危险源。
注塑机的高温金属熔融和高压注塑操作,可能导致工人烫伤或机械损伤。
在这方面,首先需要确保设备的正常运行,避免设备出现故障。
其次,需要对员工进行必要的操作培训,并提供必要的个人防护装备,例如热防护手套和安全眼镜等。
此外,注塑操作过程中也存在一些危险源。
例如,操作人员可能受到噪音和振动的影响,可能导致听力损伤和身体不适。
在这方面,可以通过采取一些措施来减少噪音和振动,例如安装隔音设备和选择低噪音的设备。
另外,操作人员还可能暴露在有害气体和粉尘中,可能对呼吸系统和皮肤造成损害。
因此,在注塑过程中需要加强通风设施的建设,并提供个人防护装备,例如面罩和防护服等。
此外,还需要定期对空气质量进行检测,并采取相应的措施来防止空气污染。
总之,注塑部的危险源辨识评价是需要进行的重要工作。
只有及时识别和评估危险源,采取相应的安全措施,才能保证员工的人身安全和健康。
在进行评价时,应从材料、设备、操作等方面进行综合考虑,并根据评价结果制定相应的安全管理措施。
这样可以确保注塑部的工作环境安全,提高生产效率。
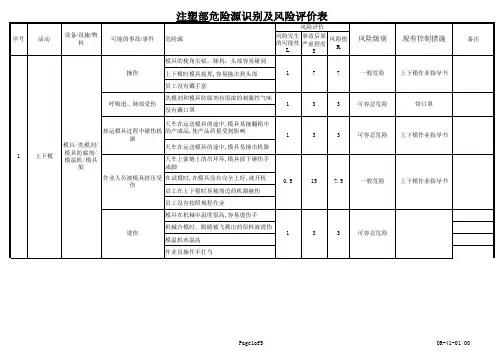
注塑部危险源识别与控制:以人为中心的管理注塑部危险源识别表1.模具安装与调试在注塑部,模具的安装和调试是一个关键环节,若操作不当可能导致模具损坏或人身伤害。
以下是一些可能的问题和相应的控制措施:问题:模具安装过程中,工作人员可能因操作不规范或安全意识不足而受伤。
控制措施:必须对工作人员进行专业的培训,确保他们了解模具安装和调试的正确流程,同时加强安全意识教育。
问题:模具调试过程中,可能出现机器故障,导致产品质量不稳定。
控制措施:定期对机器进行维护和保养,确保机器在良好的工作状态下运行。
如出现故障,应由专业人员进行调试和维修。
2.材料处理在注塑过程中,材料处理也是一个重要的环节。
以下是一些危险源和相应的控制措施:问题:材料处理过程中,可能因防护措施不足导致工作人员受到伤害。
控制措施:工作人员必须佩戴相应的防护用具,如防护手套、防护眼镜等,以确保安全。
问题:塑料原料可能存在质量问题,影响产品的稳定性和安全性。
控制措施:对原料供应商进行严格的筛选和控制,定期对原料进行质量检测,确保原料符合生产要求。
3.注塑过程在注塑过程中,高压和高热的环境可能会对人体造成伤害。
以下是一些可能的问题和相应的控制措施:问题:由于压力和温度控制不当,可能引发模具爆炸或塑料喷射等危险。
控制措施:制定严格的操作规程,确保工作人员能够正确地控制压力和温度。
在操作过程中,应定期对设备进行检查和维护,确保其正常运转。
问题:注塑过程中产生的废气和异味可能对工作人员和周边环境造成危害。
控制措施:安装相应的通风系统和废气处理装置,减少废气对工作人员和环境的影响。
4.成品处理成品处理环节中,也存在着一些危险源。
以下是一些问题及其对应的控制措施:问题:在成品处理过程中,工作人员可能因操作不慎导致产品损坏或人身伤害。
控制措施:对工作人员进行成品处理技能的培训,确保他们能够熟练、准确地完成处理任务。
同时,应设置相应的安全警示标识,避免因误操作导致的危险。
注塑成型易发生危险的因素
1、注塑机的主要危险区域
注塑机是在强力、高速、高温、高压的条件下快速进行工作的,其射出机构均属高压、高速及局部高温的机器。
注塑机主要危险区如下:
进料区:此区域因有螺杆旋转,因此勿将铁棒或其他异物置入;
料管护盖区:此区域为原料加热区,温度极高且有电击危险;
射嘴区:此区域为原料高压射出之处,有喷溅之危险;
模具区:此区域为模具高速且高压开关动作区,相当危险。
此外,原料也可能从模具的合模面喷出,需特别小心;
托模区:具有强力的机械动作,需特别小心;
锁模机构:具有高速而强力的机械动作,需特别小心。
2、主要危险有害因素
机械性危险因素;
热能伤害因素;
电性伤害因素;
有害物;
环境因素;
人的不安全行为因素。
3、注塑机周边设备的危险有害因素
热风式料斗干燥机;
全自动填料机;
自动取出机(机械手);
塑料破碎机。
4、注塑机械加工作业安全事故
由于注塑机工作的强力、高速、高温、高压特性.在设计时采用的安全保障通常较高,发生事故大多是操作失误或违反操作规程所造成。
常发生的事故有以下情况:
手被模具压伤;
手被顶针压伤;
由于排除故障或维修需要人体头部、手臂进入危险区域,但由于没有切断注塑机电源,没有关闭注塑机马达,设备突然失灵而动作,导致人体某部位整体性被压伤;
高温熔料飞溅;
火灾事故注塑机周边设备引起压伤、烫伤、碰伤、金属划伤等。