金属切削基本知识
- 格式:ppt
- 大小:1.22 MB
- 文档页数:36
第一章金属切削加工的根本学问教学方法导入课:金属切削加工,通常又称为机械加工,是通过刀具与工件之间的相对运动,从毛坯上切除多余的金属,从而获得合格零件的加工方法。
切削加工的根本形式有:车、铣、刨、磨、钻等,包括钳工加工〔錾、锉、锯、刮削、钻孔、铰孔、攻丝、套丝等〕一般状况下,通过铸造、锻造、焊接及轧制的型材毛坯精度低和外表粗糙度大,必需进展切削加工才能成为零件。
本章主要介绍金属切削加工中的根本规律和现象。
讲授课:第一节金属切削加工的根本概念一、切削运动和切削要素1、切削运动切削运动是为了形成工件所必需的刀具和工件之间的相对运动。
切削运动按其作用不同,分为主运动和进给运动。
(1)主运动是切削运动中速度最高、消耗功率最大的运动;一般切削运动中,主运动只有一个。
各种机械加工的主运动:车削:工件的旋转铣削:铣刀的旋转刨削:刨刀〔牛头刨〕或工件〔龙门刨〕的往复直线运动钻削:刀具〔钻床上〕或工件〔车床上〕的旋转。
(2)进给运动是使的切削层金属不断地投入切削,从而切出整个外表的运动;进给运动可以是一个或多个。
各种机械加工的进给运动:车削:刀具的移动铣削:工件的移动钻孔:钻头沿轴向移动内外圆磨削:工件旋转和移动切削加工过程中,为实现机械化和自动化,提高效率,除切削运动外,还需要关心运动。
如切入运动,空程运动,分度转位运动、送夹料运动及机床掌握运动等。
切削过程中形成三个外表:待加工外表、加工外表、已加工外表2、切削要素包括切削用量和切削层横截面要素。
(1)切削用量三要素1)切削速度v是主运动的线速度〔m/s 或m/min 〕a = d w旋转主运动:2) 进给速度 v f 或进给量 fv f :单位时间内刀具对工件沿进给方向的相对位移〔 mm/s或 mm/min 〕进给量 f :工件或刀具每转一周,刀具对工件沿进给方向的相对位移。
〔mm/r 〕切削时间 t = L/v f = L/nf3〕背吃刀量 a p 〔切削深度〕工件已加工外表和待加工外表的垂直距离〔mm 〕 教学方法 外圆车削: - d p 2钻孔: a = d mp 2合成切削运动 :v e = v +v f 〔向量的关系〕(2) 切削层横截面要素切削层是指刀具与工件相对移动一个进给量时,相邻两个加工外表之间的金属层,切削层的轴向剖面称为切削层横截面。
金属切削加工的基本知识金属切削加工是一种高精度、高效率的加工工艺,广泛应用于制造各种金属零件和工业产品。
本文将介绍一些关于金属切削加工的基本知识,包括加工原理、常用工具、加工过程和注意事项等。
1. 加工原理金属切削加工的原理是利用旋转的刀具在金属工件上切削,将金属切屑削除,以达到加工精度和表面质量的要求。
切削加工一般分为转动切削和直线切削两种方式。
转动切削是指刀具绕底线旋转,如车削、铣削、钻削等。
直线切削是指刀具相对于工件作直线运动,如镗孔、拉铣、拉削等。
2. 常用工具金属切削加工的常用工具包括车刀、铣刀、钻头、工具刀、镗刀、拉削刀等。
车刀和铣刀是常见的切削工具,通常由切刃、切削角、刃倾角、切刃宽度等部分组成。
钻头是专门用于钻孔的工具,通常用来钻圆形孔和通孔。
工具刀是用于切削轻质材料、薄板和半成品的工具,镗刀是用于镗孔的工具,拉削刀则是用于削成品的工具。
3. 加工过程金属切削加工的加工过程分为粗加工、半精加工和精加工三个阶段。
粗加工是指在尺寸留出一定的余量后,利用粗加工刀具先将工件上的金属材料削除,以达到快速加工的目的。
半精加工要求切削刃的精度和表面质量比粗加工更高一些,工件尺寸也更加接近目标尺寸。
精加工则是最后通过切削刃对工件进行微调,以达到期望的尺寸和表面精度要求。
4. 注意事项金属切削加工需要注意安全,因为在加工过程中可能会飞溅出热的金属屑、润滑剂和冷却液。
所以在切削加工时需要戴好防护眼镜、手套等个人防护用具。
此外,还要注意刀具的选择、加工参数的调整、加工尺寸的测量等方面,以确保加工质量和效率。
金属切削的基础知识金属切削是一种通过切削工具在金属工件上施加力量,使其产生剪切应力,从而剥离所需形状的金属层的加工方法。
它是目前最常用和广泛应用的金属加工方式之一。
以下是金属切削的基础知识:1. 切削工具:切削工具通常由硬质材料制成,如高速钢、硬质合金等。
常见的切削工具包括刀片、钻头、铣刀等。
刀具的选择根据加工材料、加工形状和加工质量要求等因素进行。
2. 切削速度:切削速度是指在单位时间内切削刀具工作部分对工件的相对运动速度。
它是影响切削加工效果和刀具寿命的重要因素。
通常以米每分钟(m/min)作为单位。
3. 进给速度:进给速度是指切削刀具沿工件表面移动的速度。
它决定了每分钟进给长度。
进给速度的选择需要考虑切削深度、加工精度和刀具强度等因素。
4. 切削深度:切削深度是指切削刀具在每次切削中从工件表面剥离金属的厚度。
切削深度越大,切削力也会增加,刀具磨损加剧。
因此,切削深度的选择要根据材料性质、刀具强度和加工要求等综合考虑。
5. 切削力:切削力是指在切削过程中作用在切削刀具上的力。
它是切削加工过程中的重要力学参数,会影响刀具的磨损和加工精度。
切削力的大小与切削厚度、切削速度、切削角度和材料硬度等因素密切相关。
6. 刀具磨损:切削刀具在切削过程中会不可避免地发生磨损。
刀具磨损会使切削力增加、切削质量下降,并且降低了刀具的寿命。
因此,定期更换和修磨切削刀具是保证加工质量和生产效率的重要措施。
7. 切削液:切削液是指在金属切削过程中加入的一种液体。
它主要用于降低切削温度、润滑切削表面、冲洗切削区域,以减少金属切削时产生的摩擦和热量。
良好的切削液选择能够有效地提高加工质量和刀具寿命。
金属切削是工业生产中广泛应用的加工方式之一,掌握金属切削的基础知识对于提高加工质量、降低生产成本具有重要意义。
因此,对于从事金属加工的工作者来说,了解切削工具、切削速度、进给速度、切削深度、切削力、刀具磨损以及切削液等基础知识是十分必要的。
第7章金属切削加工基础知识一、判断题1.切削运动中,主运动通常只有一个,进给运动的数目可以有一个或几个。
()2.车削外圆时,进给运动是刀具的横向运动。
()3.当切削刃安装高于工件的中心时,其实际工作前角会变小。
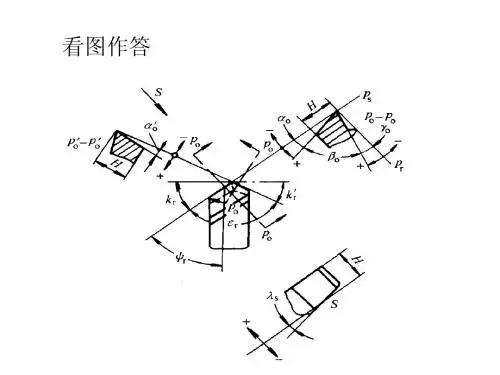
()4.在基面内测量的角度是刃倾角。
()5.在主切削平面内测量的角度是主偏角。
()6.刃倾角的正负影响切屑的排出方向。
当刃倾角为正时,切屑流向已加工表面。
()7.一般来说, 刀具材料的硬度越高,耐磨性越好。
()8.背吃刀量对刀具寿命影响最大,进给量次之,切削速度最小。
()9.工件材料的硬度和强度越高,切削力越大,切削加工性就越差。
()10.低碳钢硬度低,切削加工性最好,中碳钢次之,高碳钢最难切削。
()11.切削层公称厚度(简称切削厚度)BdhD:是垂直于工件过渡表面测量的切削层横截面尺寸。
( )12.耐热性和化学稳定性是衡量刀具切削性能的主要指标。
( )13.在同样切削条件下,硬质合金刀具(韧性差,怕冲击振动)的前角应比高速钢的大些。
( )14.当以很大的刀具前角、很大的进给量和很高的切削速度切削钢等塑性金属时形成的是节状切屑。
( )15.背切削力Fp也称为切向力。
( )16.积屑瘤使刀具的实际前角增大,并使切削轻快省力,所以对精加工有利。
( )17.切削用量中,切削速度对刀具寿命影响最大,进给量次之,背吃刀量影响最小。
( )18.刀具寿命是指刀具从开始切削到完全报废实际切削时间的总和。
( )19.当用较低的切削速度,切削中等硬度的塑性材料时,常形成崩碎切屑。
( )20.精车加工塑性金属时为避免积屑瘤的产生,常采用高速或低速切削。
( )二、填空1、切削运动包括运动和运动两种,其中运动是切削运动中速度最高、消耗功率最多的运动。
2、切削用量三要素是指、和。
3、外圆车刀的切削部分由面刃和尖组成。
4. 金属切削过程的实质,是被切削金属连续受到刀具的和,产生和,最终使被切削金属与母体分离形成切屑的过程。