治具设计
- 格式:pdf
- 大小:349.54 KB
- 文档页数:19


测试治具设计规范一、治具的分类:治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类:1.工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具;2.项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽具、隔音测试类治具等等;3.线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具、治具和CCD测试治具。
二、治具制作材料通常治具的主要制作材料是钢材、电木、PVC板、压克力板、环氧树脂板和耐高温合成石等。
三、治具驱动方式治具按照其动力驱动方式可以分为手动、气动、液压、气动液压、电动、磁力、真空等;工艺装配类治具设计主要涉及到定位、夹持和运动件在某个单方向上的前进与后退的伸缩控制与调节。
1.定位主要需要考虑到定位基准、定位元件、定位方法、定位误差以及前后左右上下6个方向上的自由度如何限定与掌控2.夹持主要需要考虑到:a.夹紧装置在对工件夹紧时,不应破坏工件的定位,为此必须正确选择夹紧力的方向及着力点。
b.夹紧力的大小应该可靠,适当,要保证工件在夹紧后的变形和受压表面的损伤不致超过允许范围.c.夹紧装置结构简单合理,夹紧动作要迅速,操纵方省力和安全。
d.夹紧力或夹紧行程在一定范围内可进行调整和补偿。
3.夹持的主要实现方法:弹簧夹持、铰链夹持、定心夹持、偏心夹持、联动夹持、螺旋夹持、斜楔夹持五、夹治具设计需要遵循的一些设计准则:1.要了解整个生产、加工和制造的方法与过程;不要仅依靠自己的知识来判断,必须保持有别的看法之柔软性。
2.要注意基准面、基准点的设定,要统一前后工程,不可相互矛盾。
3.要考虑到定位支承必须配合加工对象且要保持充分的刚性。
4.要尽量简单而单纯;要站在使用者的立场设计;要考虑到作业者浪费动作,要提高手动机构的操作性。
5.要考虑到安全第-,要设计成即使操作错误也是安全的。
6.要考虑充分的调配性(标准品),多使用标准品(市售品、标准规格品等),尽量避免使用特殊品。

一.覆膜治具治具槽长宽尺寸相对产品尺寸单边扩0.2mm,例如:产品长宽尺寸为:50.98±0.05mm ×84.10±0.05mm,那么治具槽长宽尺寸设计为:51.38mm×84.50mm.因为要贴铁弗龙需要给铁弗龙让位,铁弗龙尺寸为0.1~0.13mm设计原则:1.以材料最大的公差尺寸单边扩(0.05mm~0.06mm+铁弗龙厚度)2.槽的底面应尽量少接触产品防刮伤,支撑宽度为3mm3.以感应治具方式4.治具总宽度受机台限制,厚度统一为10mm,材料用ABS5. 有FLEX时要保证有足够的让位,必须要有手指夹取产品的让位,设计边角让位6.产品放在槽里面,产品的上表面应高出治具上表面0.05~0.2mm,同时注意需要计算铁弗龙的厚度7.成品覆膜时,产品保护膜带耳朵需要让位8.优先考虑正反面共用的设计9.避免直角过尖刮伤产品或作业员手指,尽量在可以做到的地方走圆角和倒圆角10.治具空余处刻上相应符号如:TCP35H2-治具名称-V1.0(Vxx为相对应版本)二.CCD治具(贴合段:CG+sensor,sensor+OCA;bonding段:sensor+FPC)总体设计原则:1.长宽尺寸同覆膜治具设计,槽深度:产品不容易滑出来(注意也要贴铁弗龙)2. 槽的底面应尽量少接触产品防刮伤,支撑宽度为3mm3. 厚度统一为20mm,材料用ABS4. 有FLEX时要保证有足够的让位,必须要有手指夹取产品的让位,设计边角让位5.如果CG比sensor大,sensor+OCA和sensor+FPC CCD可以做成共用;如果sensor比CG大,三款都可以作成共用,这里只要注意FPC让位即可。
6.避免直角过尖刮伤产品或作业员手指,尽量在可以做到的地方走圆角和倒圆角7. 治具空余处刻上相应符号如:TCP35H2-治具名称-V1.0(Vxx为相对应版本)三.CCD导轨治具1.是配合CCD治具来制作的2. CG+sensor:例如治具长宽为64mm×116mm sensor长宽为50.98±0.05mm×84.10±0.05mm,那么导轨治具槽的长宽为:{(治具长宽+1mm)+(sensor长宽+1mm)}sensor+OCA: 例如治具长宽为64mm×116mm OCA长宽为50.98±0.05mm×84.10±0.05mm,那么导轨治具槽的长宽为:{(治具长宽+1mm)+(OCA长宽+1mm)},即:(64+50.98+1)mm ×(116+84.1+1)mm.sensor+FPC: 例如治具长宽为64mm×116mm FPC宽度为35mm,那么导轨治具槽的宽为(治具宽+FPC宽+1mm),槽长为:治具长+20~30mm,整个CCD导轨治具长宽是在槽长宽基础上单边扩8~10mm,厚度统一为10mm,槽深统一为3.5mm,公差为自由公差,0.1~0.2mm。

治具设计岗位职责职位概述治具设计岗位是一个关键的职位,负责设计和开发用于生产线上加工、装配、测试和检查的各种治具和夹具。
治具设计师需要与生产、工艺、质量和设备维护等部门紧密合作,确保治具能够满足生产需求并提高生产效率。
本文将详细介绍治具设计岗位的职责及所需技能。
职责描述1. 治具设计:根据生产需求,设计各种治具和夹具,包括夹具、夹盘、导向夹具、测试台等。
确保设计的治具能够满足工艺要求,并能够提高生产效率和质量。
2. 制定治具设计方案:根据产品尺寸、形状和生产工艺等要求,制定治具设计方案。
包括选用合适的材料、结构、加工工艺等,并完成相应的设计图纸和文件。
3. 与生产部门合作:与生产部门紧密合作,了解工艺需求和生产线上的实际情况。
及时修改和改进治具设计,以适应生产线的需求,并提高生产效率和质量。
4. 优化设计:优化现有的治具设计,改进结构和加工工艺,以提高生产效率和质量。
通过使用先进的设计软件和工具,提高设计的精确度和可靠性。
5. 解决问题:负责处理生产线上的治具故障和问题。
快速定位和解决治具设计或加工工艺上的问题,并提供相应的改进方案。
6. 文档管理:负责治具设计相关的文件和记录的管理。
包括维护设计图纸、技术文件、设计变更和设计审批等文档,确保文档的准确性和完整性。
7. 与供应商合作:与治具材料和元器件的供应商紧密合作,选择合适的材料和元器件。
并与供应商协商解决治具材料或元器件上的问题。
8. 技术支持与培训:为生产、工艺和维护等部门提供技术支持和培训。
包括治具使用方法、维护保养和故障排除等方面的培训。
9. 跟踪和报告:跟踪治具设计和使用的效果,并及时向相关部门汇报。
根据需求编制治具设计和维护方面的报告,向管理层进行汇报和建议。
技能要求1. 扎实的机械设计基础:熟悉机械设计原理和工艺要求。
掌握CAD软件和设计工具的使用,能够独立完成机械设计和绘图工作。
2. 全面的工艺知识:了解生产工艺和装配过程,对加工工艺和工装夹具有深入的认识。
治具设计概论一.治具(Fixture )的定义治具是一个木工、钳工、机械、电控以及其他一些手艺品的大类工具,主要是作为协助控制或者动作(或两者)的一种工具。
二.治具的主要用途在工业时代前就已被广泛使用,包括机械治具、木工治具、焊接治具、珠宝治具以及其他领域。
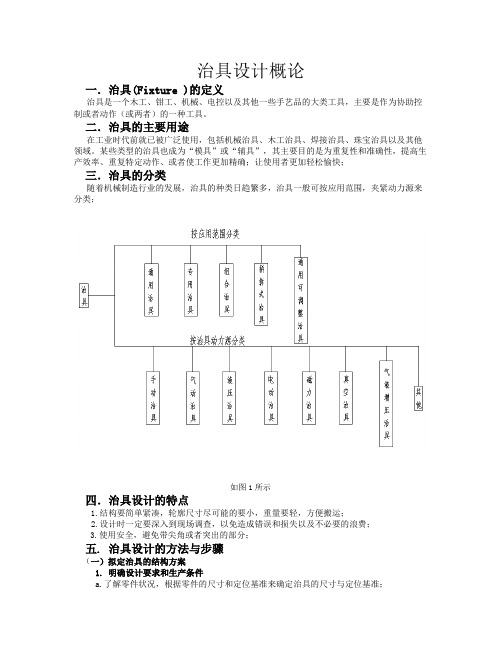
某些类型的治具也成为“模具”或“辅具”,其主要目的是为重复性和准确性,提高生产效率、重复特定动作、或者使工作更加精确;让使用者更加轻松愉快;三.治具的分类随着机械制造行业的发展,治具的种类日趋繁多,治具一般可按应用范围,夹紧动力源来分类;如图1所示四.治具设计的特点1.结构要简单紧凑,轮廓尺寸尽可能的要小,重量要轻,方便搬运;2.设计时一定要深入到现场调查,以免造成错误和损失以及不必要的浪费;3.使用安全,避免带尖角或者突出的部分;五. 治具设计的方法与步骤(一)拟定治具的结构方案1. 明确设计要求和生产条件a.了解零件状况,根据零件的尺寸和定位基准来确定治具的尺寸与定位基准;b.了解治具的需求状况c.了解制造车间的生产条件和技术状况。
使所设计的治具能够制造出来,并充分发挥制造车间的技术专长与经验,使治具的质量得以保证;d.准备好设计治具的各种标准,工厂规定,典型治具图册和有关治具设计的指导资料等;2.拟定治具的结构方案a.对零件的定位方案:选择定位方法和定位元件b.对零件的夹紧方案:确定夹紧方法和夹紧装置c.确定治具的结构型式3.对结构方案进行精度分析和估算当治具的结构方案确定之后,应对其所能达到的精度进行分析和估算。
以论证能否保证客户要求,从而可以断定所拟定方案是否合理。
同时也可发现方案中的薄弱环节,以便进一步修改方案和采取某些措施。
对结构方案进行精度分析和估算,要涉及到定位,夹紧和治具制造的技术要求等等。
(二)治具总图设计当治具的结构方案确定之后,就可以正式绘制治具总图。
在绘制总图时,最好采用1:1的绘图比例,一体现良好的直观性。
当零件太小或者太大时,也可以选用其他才常用的制图比例。

前言治具設計已有兩年,在這段時間里,治具之設計走出了具有自己特點的設計型式,並在實踐中證明是切實可行的,做為一個好的設計人員,他是要根據現有設備之加工能力而進行最合理之設計,(包括加工工藝性,時間等),材料盡可能選擇常用並易取行之材料,如果鴻准不是具有這種強大的加工能力,那麼可以肯定的講我們必然會走出另一種結構較為復雜的設計模式.治具設計方法一. 治具設計的根本要求:參見治具設計手冊根本要求篇.二. 治具常用材料之選取說明: 治具的選材應以滿足使用要求為准, 不應全選好的材料, 以降低本钱.三. 治具零件外表粗糙度之要求.1. 治具工件與被測工件接觸的定位面, 定位銷, 定位塊等其外表粗糙度應不低于Ra0.8.2. 測量面, 滑塊等外表粗糙度應不低于Ra0.8.3. 滑軌,導軌外表粗糙度應不低于Ra0.4.4. 有一定精度的線割孔, 槽, 電火花加工面, 其外表粗糙度應不低于Ra1.6.四. 治具設計公差之選取1. 治具所給公差原則上應占被檢尺寸公差的1/5~1/10但有時確應按實際情況及加工能力而定, 總的來講設計當中應盡可能給工件留出最大的制造空間, 目前治具公差的選取有2種方法, 一種是直接給出公差的同時參考機械加工能力, 第二種是按標準選定, 並留有一定備磨量, 如下圖所示.第一種第二種說明S: 工件公稱尺寸T: 工件公差帶T3: 給工件所留制造公差帶T1, T2 : 治具GO 和NG端公差帶TS: 治具備磨量 (需查表)2. 兩種設計方法優缺點對比3. 配合精度之選取.一般為H7/g6, H7/h6, H7/p6等.4. 螺紋精度等級選取一般為6H, 6g, 7H, 7g.5. 未注公差見治具設計手冊.五. 常用設計機構1. 測折邊高度. S2. 測邊到孔的距離說明: 1. D值應等于實測孔值減去尺寸公差帶.e.g. 檢一底面到孔距離, 藍圖尺寸為S=60±0.10, 實測孔徑為 3.180,則D值應為D=3.180-2*0.1=2.9802 . 底面到軸線距離仍為S值, 但公差選擇見治具手冊.2. 定位跨度應大于被定位面長度的1/2以上.3. 基板之厚度應大于15, 以保證GO-NO GO Block與基板配合之線徑比近似等于或大于2.由上例而產生的變型設計.說明: 兩側面高為L的塊為二平行塊, 被檢尺寸為S, 因其形狀很難GO-NO GO Block相配, 易于調修八. 下面以HDT基座為例介紹治具設計方法步驟1. 閱讀IS重點管制尺寸圖, 及工件藍圖見附件一.步驟2. 分析被檢尺寸之特點, 並對照藍圖檢其有無偏差.從IS重點管控尺寸來看, 它主要是檢工件外形尺寸以及邊到孔(圓孔, 方孔距離)距離, 因此適合前面所述設計根本型式, 所以可以選用.步驟3. 治具總體設計及零件設計a. 定位之選取按藍圖與IS要求, 工件可以自身兩孔定位, 見操作說明書所示的定位銷定位, 分別用GO-NO GO檢定尺寸:364.66±0.25, 265.57±0.25, 26.50±0.25,2.34±0.25四個尺寸.b. 同樣用兩定位銷以工件一邊定位分別檢測尺寸478.45±0.25和482.60±0.25.c. 由于IS要檢尺寸較多, 所以再增加4 個單獨GO-NO GO治具輔以檢測尺寸:100.08±0.25, 145.03±0.25,144.02±0.25, 253.56±0.25.步驟4. 治具選材處理方式及外表粗糙度要求.a. 治具之底板: 因在治具底板上直接加工假设幹個8x8方孔及一些圓孔, 並有尺寸及配合精度要求, 所以應選擇較好的耐磨材料, 如SKD11, SLD等, 因有滑動配合之要求, 所以應熱處理, 其硬度應為>=HRC53. 因底板與工件接觸, 所以接觸面粗糙度應不低于Ra0.8, 由於有假设幹線割方孔, 所以線割面粗糙度應不低于Ra1.6.b. GO-NO GO Block及定位銷.因要參與測量及與工件接觸, 所以應選SKD11,SLD,9Cr18, 78A, 710A等材料並硬度不應低于HRC53外表粗糙度不應小于Ra0.8.c. 四個輔助量塊.其要求應同b項.具體設計結構見設計圖設計優缺點評述.優點: 此套治具之設計結構簡單, 零件數量少標準化工件多, 且易于加工, 被檢尺寸10個檢驗位置近20處, 並在一個治具上實現實為一個良好設計.缺點: 8x8 GO-NO GO方孔直接于底板上加工出來, 所以底板要熱處理, 因此會有應力集中問題存在又因受檢尺寸大于200, 所當初檢驗合格后, 過3個月復檢時, 受控尺寸可能變化超過0.07mm, 不易調整, 所以應采用底板不淬火, 並有獨立配合小塊的設計方式(如前所述)因底板外表與工件接觸所以接觸面粗糙度Ra應不低于0.8, 並根據情況增加平面度要求但設計圖中未標注平面度.由于底板較大, 四個支角建議用M12或M16螺紋.設計中注忌事項:1. 工件以自身孔定位時, 應實測孔距及孔徑或如本治具所設計為一孔和腰形孔.2. 因折邊長度400以,上所以折邊尺寸應檢驗2點以上, 即兩邊及中間點.3. 以邊定位之銷的高度應尺可能低一些, 防止折邊角度偏差之影響.此套治具設計之加工周期約為7~8天.實際應用操作見操作說明書.。
治具设计2024年工作计划2024年治具设计工作计划随着制造业的发展,治具设计在生产过程中扮演着越来越重要的角色。
治具设计的好坏直接影响到产品的质量和生产效率,因此对于制造企业来说,制定一份合理的治具设计工作计划至关重要。
本文将就2024年治具设计工作计划进行详细的分析和规划。
一、市场调研和需求分析在制定治具设计工作计划之前,首先需要进行市场调研和需求分析。
通过对市场的调研,可以了解当前治具设计的发展趋势和需求状况,为制定后续的工作计划提供数据支持。
同时,需求分析可以帮助企业了解客户的实际需求,从而有针对性地进行治具设计,提高客户满意度。
二、技术研发和创新在2024年的治具设计工作计划中,技术研发和创新是至关重要的一环。
随着科技的不断进步,新材料、新工艺和新技术不断涌现,对治具设计提出了更高的要求。
因此,企业需要加大对技术研发的投入,不断创新治具设计的理念和方法,提高治具的精度和稳定性,从而满足不断变化的市场需求。
三、人才培养和团队建设治具设计是一项复杂的工作,需要具备一定的专业知识和技能。
因此,企业需要在2024年的工作计划中加大对人才培养和团队建设的力度。
通过培训和学习,提高员工的专业水平和团队协作能力,为治具设计工作提供强有力的支持。
四、质量管理和成本控制在治具设计工作中,质量管理和成本控制是关乎企业生存和发展的重要环节。
在2024年的工作计划中,企业需要加强对治具设计质量的管控,建立完善的质量管理体系,确保治具设计符合客户要求和行业标准。
同时,还需要加强成本控制,提高治具设计的成本效益,降低生产成本,提高企业的竞争力。
五、市场营销和品牌推广在2024年的治具设计工作计划中,市场营销和品牌推广是至关重要的一环。
通过市场营销和品牌推广,企业可以提升品牌知名度和美誉度,拓展市场份额,提高产品的市场竞争力。
因此,企业需要加大对市场营销和品牌推广的投入,通过各种渠道和方式,宣传企业的治具设计理念和产品优势,吸引更多的客户和合作伙伴。
工装治具设计岗位职责
工装治具设计师是制造业的关键人才之一,他们主要职责是为
了帮助生产线设计各种工装治具,以确保高效的生产和流程,提高
生产质量和降低成本。
下面是工装治具设计师的详细职责:
1.制定设计方案: 工装治具设计师负责根据客户要求,制定并
绘制出适当的设计方案,以便产品能够有效地运转。
2.制作CAD设计和技术图:通过CAD软件进行3D设计和绘制图纸,在设计流程中适度地使用计算机辅助设计软件来处理CAD设计。
3.准备及优化生产流程: 工装治具设计师需要确保生产流程的
优化,并提供周密的制造方法,以确保投入市场前产品的高质量。
4.协调人员与任务 : 工装治具设计师需要与制造和维护人员紧
密合作,确保工装治具能够有效地投入生产,并通过合理的调试工作,优化产品质量。
5.建立和维持项目日志: 工装治具设计师需要建立并维护详细
的项目日志,以便在整个生产过程中对设计流程进行跟踪和记录,
随时备查。
6.参与生产过程: 工装治具设计师需要参与各项生产工作,并
尽可能地了解相关领域的知识和技术,为制造和调试提供支持。
7.测试和验证: 工装治具设计师还需要以专业知识测试和验证
工装治具的性能,并调整任何不足的点。
8.解决问题并制定解决方案: 工装治具设计师需要能够及时识
别并处理生产过程中出现的问题,并制定有效的解决方案来解决问题。
总体而言,工装治具设计师需要有良好的专业知识、扎实的设
计基础、卓越的创新能力和强大的解决问题的能力。
在日常工作中,他们需要与生产和管理人员以及承包商和客户有效沟通,以确保工
业生产持续发展和实现工装治具设计的最佳效果。
通用治具设计标准规范最新版
通用治具设计标准规范是指在工业生产过程中,为了提高生产效率和质量,提供统一的设计要求和规范,确保治具在各种工艺流程和产品规格下的可靠性和稳定性。
通用治具是指可以适用于多种不同产品的治具,具有较高的通用性和灵活性。
通用治具设计标准规范的最新版包括以下几个方面的内容:
1. 总体要求:规定通用治具的使用寿命、可维修性和可调试性等总体要求,确保治具设计符合整体生产需求。
2. 材料要求:规定治具设计所使用的材料的品质和性能要求,要求材料具有足够的强度和耐磨性,同时要求材料不会对产品造成污染。
3. 结构设计:规定通用治具的结构形式和连接方式,确保治具可以准确地定位和固定产品,在生产过程中不会发生松动和位移。
4. 操作要求:规定通用治具的操作要求,包括安装、调试和维护等,确保工作人员能够正确操作治具,避免因操作错误导致的事故和质量问题。
5. 标志和标识:规定通用治具的标志和标识要求,包括规定治具的型号、使用范围和使用注意事项等,以便于工作人员正确使用治具。
6. 测试和检验:规定对通用治具进行测试和检验的要求,包括治具的功能测试、外观检查和尺寸测量等,确保治具的质量和性能符合设计要求。
7. 维护和修理:规定通用治具的维护和修理要求,包括定期保养、更换易损件和修理故障等,确保治具在使用过程中能够保持良好的工作状态。
通用治具设计标准规范的最新版是根据工业生产的最新技术和需求进行更新和完善的,旨在提高治具的精度、稳定性和适用性,减少生产中的问题和故障,提高生产效率和产品质量。
通过合理设计和规范治具的使用,可以降低工业生产中的时间和成本,提高企业的竞争力和市场份额。