压力管道焊接施工检查记录表
- 格式:doc
- 大小:195.00 KB
- 文档页数:7

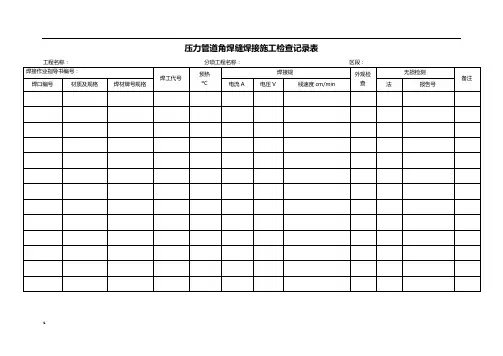
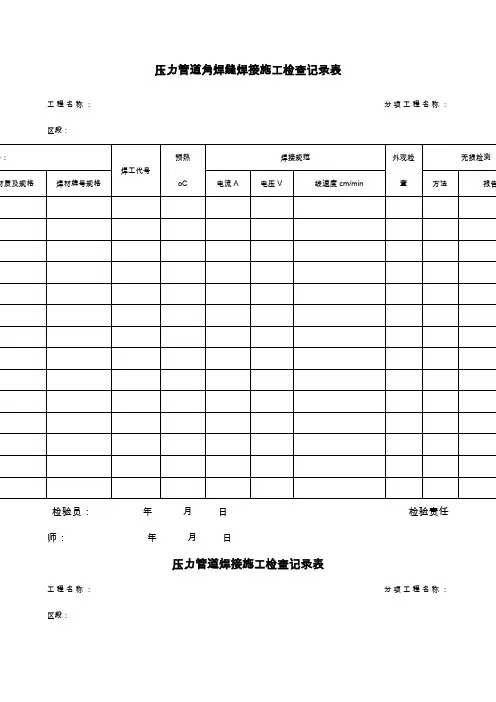
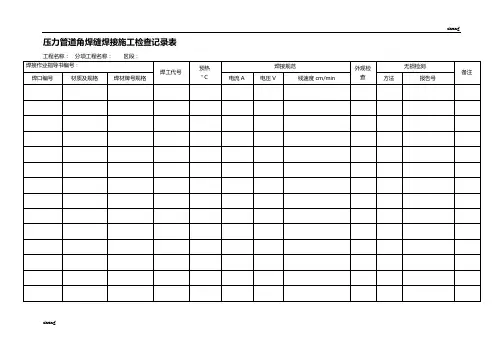
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
管段编号
焊口编
号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
焊口管段编号
编号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道巡检记录表
巡检信息
巡检内容
- 巡检目的:确保压力管道的正常运行和安全性。
- 巡检项目:
1. 管道外观检查:检查管道是否存在裂纹、腐蚀等损坏情况。
2. 运行状态检查:检查压力管道的运行状态、压力是否正常。
3. 温度测量:使用温度计测量管道的温度,并记录。
4. 泄漏检查:检查管道是否存在泄漏现象。
5. 阀门检查:检查阀门是否正常开闭。
6. 其他:其他需要注意的问题,如异响、异味等。
巡检结果
结论
经过巡检,压力管道的外观、运行状态、温度、泄漏和阀门等方面均正常。
未发现异常情况和潜在安全隐患。
建议
建议定期按要求进行压力管道的巡检,并记录巡检结果,以确保管道的安全运行。
同时,如发现异常情况,应及时采取相应的修复措施。
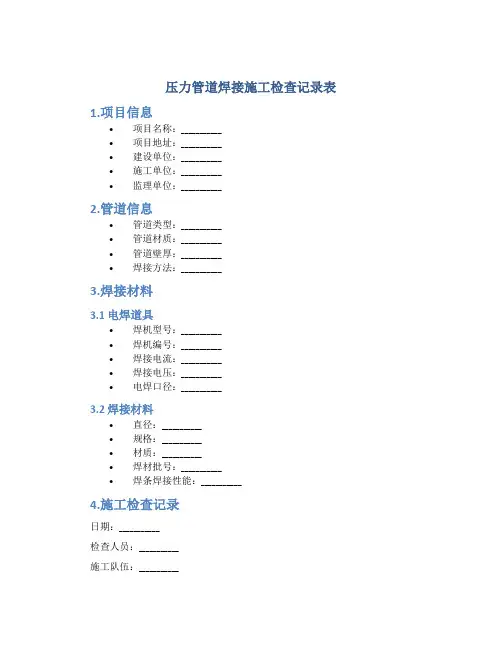
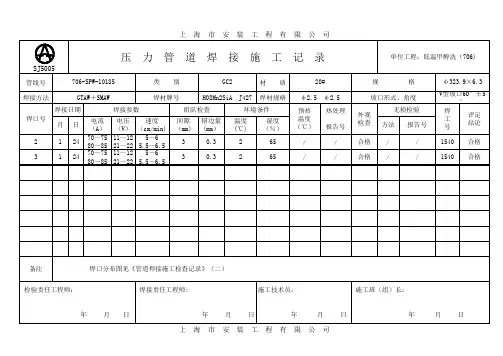
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:焊接作业指导书编号:
焊工代号预热
ºC
焊接规范
外
观检查
无损检测
备
注
焊口编号材质及规格
焊材牌号规
格电流A
电压
V
线速度cm/min
方
法
报告号
8
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
8
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
8
记录人:年月日审核人:年月日
压力管道焊接自检记录
8
工程名称:分项工程名称:区段:
8
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
8
8
记录人:
年 月 日 审核人: 年 月 日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
焊工
意见
记录人:年月日审核人:年月日
8。
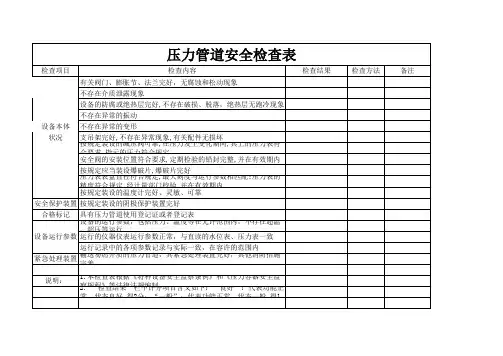
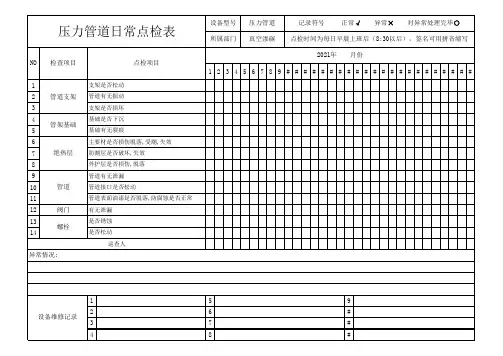
设备名称:
相关阀门、膨胀节、法兰完好、无腐蚀和松动现象不存在介质泄漏现象设备的防腐或绝热层完好、不存在破损、脱落、绝热层无跑冷现象不存在异常的振动设备运行
参数运行记录中的各项参数记录与实际一致、在容许的范围内
压力管道定期检查记录
区域:
序号检查项目
检查内容检查结果检查方法备注
不存在异常的变形
设备本体
支吊架完好、不存在异常现象、相关配件无损坏
状况
按规定装设的减压阀可靠、在压力发生变化期间、其上的压力表符合要求、指示的压力符合规定
安全阀的安装位置符合要求,定期检验的铅封完整,并在有效期内
压力表表盘直径符合规定、最大刻度与运行参数相匹配,压力表的精度符合规定、经计量部门检验、并在有效期内
按规定装设的温度计完好、灵敏、可靠
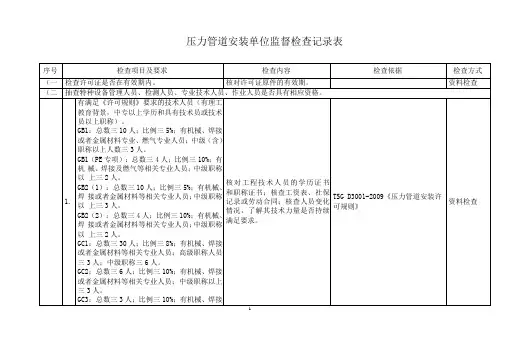
2 合格标记具有压力管道使用登记证或登记表
设备的运行参数、包括压力、温度等在允许范围内、不存在超温、超压等运行运行的仪器仪表运行参数正常、与直读的液位、压力、温度一致
检查人员: 直属部门签名: 设备与技术部签名: 20。
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
2
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
3
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
4
压力管道焊接自检记录
工程名称:分项工程名称:区段:
5
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
6
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
7
记录人:年月日审核人:年月日
8。