《岗位技能培训班》PPT课件
- 格式:ppt
- 大小:1.25 MB
- 文档页数:21
技能培训开展员工岗位技能培训工作,培养一批精业务、懂技术、一专多能的高技能人才是企业发展的重中之重。
一、车间根据目前的生产现状,要求各班组指派质量意识强、技术娴熟的老员工和新员工组成一对一的“传、帮、带、教”的工作组合关系,在各工序努力培养熟练的员工,同时要求各班长在保证产品质量和安全生产的前提下有意识地创造各种便利条件让每位员工在本班组的其他岗位有学习和操作的机会,争取使大多数员工都能熟练掌握生产操作技术,从而在变换工序、变换品种生产时,能较快地适应生产要求,更好地保证产品质量。
二、焊缝质量控制1、焊缝表面1、11级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
11级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且1级焊缝不得有咬边、未焊满等缺陷。
焊缝缺陷的种类很多,在焊缝内部和外部常见的缺陷可归纳为下几种:(一)焊缝尺寸不合要求焊波粗、外形高低不平、焊缝加强高度过低或过高、焊波宽度不齐及角焊缝单边或下陷量过大等均焊属缝尺寸不合要求,其原因是:1、焊件坡口角度不当、或装配间隙不均匀。
2、焊接电流过大或过小、焊接规范选用不当。
3、运条速度不均匀、焊条(或焊把)角度不当。
(二)裂纹裂纹端部形状尖锐,应力集中严重,对承受交变和冲击载荷、静拉力影响较大,是焊缝中最危险的缺陷。
按其产生的原因可分冷裂纹、热裂纹和再热裂纹等。
(冷裂纹)指在200℃以下产生的裂纹,它与氢有密切关系,其产生的主要原因是:1、对大厚工件选用预热温度和焊后缓冷措施不合适。
2、焊材选用不合适。
3、焊接接头刚性大、工艺不合理。
.4、焊缝及其附近产生硬脆组织。
5、焊接规范选择不当。
冷裂纹的防止措施主要是:(1)焊前预热,焊后缓冷,避免淬硬组织产生和减少焊接应力。
(2)焊后及时进行低温退火去氢处理。
(3)选用低氢型焊条和碱性焊剂等。
(热裂纹)指在300℃以上产生的裂纹(主要是凝固裂纹),其产生的主要原因是:1、成份的影响。
焊接纯奥氏体钢、某些高镍合金钢和有色金属时易出现。
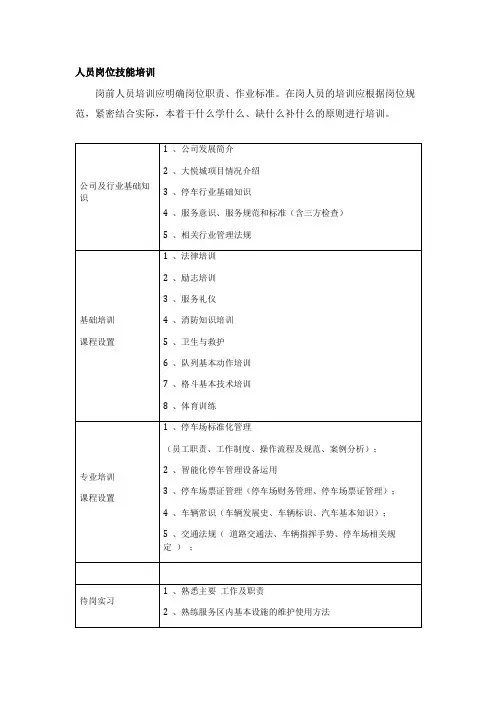
人员岗位技能培训岗前人员培训应明确岗位职责、作业标准。
在岗人员的培训应根据岗位规范,紧密结合实际,本着干什么学什么、缺什么补什么的原则进行培训。
车辆管理员岗位工作标准提要:如对出场车辆或司机有质疑,应向司机敬礼,查问相关情况,有问题立即礼貌扣除车辆,同时报告当班班长或相关领导车辆管理员岗位工作标准停车场管理员(立岗)岗位工作标准、停车场管理员岗位形象标准、着装及仪容、仪表同保安形象标准。
1. 同保安员形象标准。
2. 站立时,面向停车场出入口方向,抬头挺胸,姿势端正,身体笔直、挺拔,双手背后两腿跨立或双手自然垂放两腿并立,偶尔巡视一圈,以齐步走的形式,两臂自然摆动。
停车场管理员岗位礼仪标准礼貌用语1. 同保安员礼仪标准。
2. 询问语:对不起,请您出示证件。
3. 请求语:对不起占用您一点时间,请您填写一下登记表格 / 对不起能否请您换一下车位 ??4. 提示语:请带好您的随身物品,不要将贵重物品留在车内,请您保存好停车票据(停车卡)。
行为礼仪1. 同保安员礼仪标准。
2. 保持微笑,通常行注目礼,如遇领导或贵宾,行举手礼。
3. 引导车辆进出,指挥倒车时,手势要标准有力。
4. 车主停车下车时,站在车旁使用问候语,并提示“ 请带好您的随身物品,不要将贵重物品留在车内”。
5. 与车主或访客对话时,可视情况微弯下身,微笑着注视对方的眼睛。
6. 如有领导或贵宾车辆,应从其进入停车场到停下,从关上车门到驶离停车场,行举手礼并保持目送的方向。
7. 如有问题需向车主说明或调整改动停车位置,需先行举手礼,并对请车主协助的需要表示歉意和谢意。
停车场管理员岗位工作标准(立岗)1.使用停车管理系统凭卡进出停车场,如遇业主忘记带卡或外来车辆临时进入,需请车主做好登记,凭临时卡进入,然后手动开启护栏,按规定收取费用。
2. 车辆按地面画线及箭头停到指定区域,如业主或司机不清楚或停车位拥挤,车管员主动上前提供引导服务,使用“您好,先生/女士!需要帮忙吗?”“您好,先生/女士,请您停到这/那边车位,谢谢!”“ 先生/女士,请您先下车,然后我来为您引导。


岗位技能培训心得体会本次为公司举办的2018年发电设备点检定修技能培训,经过两天的培训学习,我想我们每一位学员都有不同的但很大的收获。
对于我个人,我认为这次培训班举办的非常有意义,非常有必要,因为它不仅让我充实了更多的理论知识,更让我开阔了视野,解放了思想,打动了内心。
每时每刻、每一堂课,都让我有所感动和收获,许多不可言语表达的收获。
加之与各班组的同事们聚集一堂,相互交流借鉴工作经验、思路方法,较全面的提高了自己的理论水平和工作能力。
难得有这么好的学习机会,通过这次培训我学到很多书本上很难学到的东西,认真学习老师傅们的经验,少走弯路,学习设备的结构及工作原理。
现将参加培训我所学习知识小结如下:点检定修制是以点检为核心,全员、全过程对设备进行动态管理的一种设备管理体制,点检是组织体制建设的过程和标准化建设的过程,就是强调设备管理工作的定量化、规范化、标准化,通过八定即定点、定标准、定人、定周期、定方法、定量、定作业流程、定点检要求,明确工具、方法和标准,落实标准化和量化方法。
将设备管理由传统的以修为主转变为以管为主,落实设备管理责任制,实现点检员对设备的自主管理和终生管理。
以此有效防止设备过维修、欠维修,从而减少设备维护检修费用,保证设备状态可控、在控,降低故障发生率,使设备健康水平提高,设备故障率下降,设备整体可靠性逐步提高。
虽然我们已建立了设备的定期检查、设备主人制度,取得了很好的效果,但在以后的工作中,我们将逐步将设备的点检定修工作展开。
标准化是指人们制定并有效实施标准的一种有组织的活动过程。
标准化工作和质量管理有着极其密切的关系,标准化是质量管理的基础,质量管理是贯彻执行标准的保证。
检修文件包正是通过对检修工序的细化、量化,实现了检修作业标准化、程序化、规范化,控制了检修行为的随意性,提升了检修质量控制水平和检修工作效率,达到了检修全过程、全方位、规范化、高效化管理的目的。
在现代A、B、C、D等级检修及重大检修工作中要求覆盖率达到100%,认真编写和规范使用文件包,在工作中起到了职责清楚、责任到位,按程序作业,便于资料整理、归档等显著的作用。