端子模设计规范
- 格式:xls
- 大小:54.00 KB
- 文档页数:24

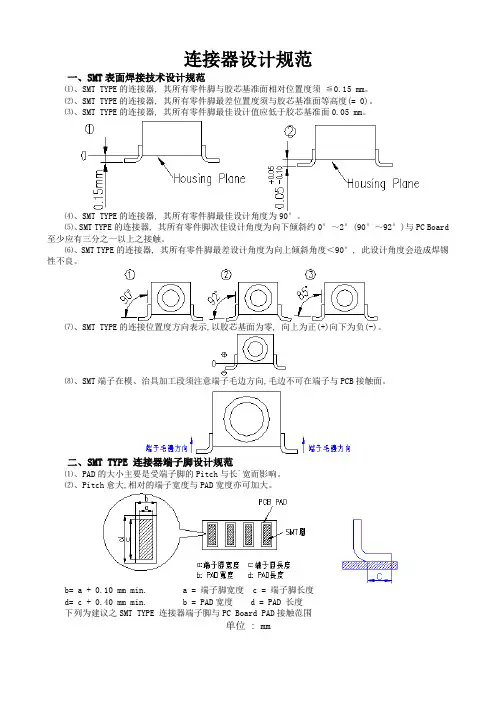
连接器设计规范一、SMT表面焊接技术设计规范⑴、SMT TYPE的连接器, 其所有零件脚与胶芯基准面相对位置度须≦0.15 mm。
⑵、SMT TYPE的连接器, 其所有零件脚最差位置度须与胶芯基准面等高度(= 0)。
⑶、SMT TYPE的连接器, 其所有零件脚最佳设计值应低于胶芯基准面0.05 mm。
⑷、SMT TYPE的连接器, 其所有零件脚最佳设计角度为90°。
⑸、SMT TYPE的连接器, 其所有零件脚次佳设计角度为向下倾斜约0°~2°(90°~92°)与PC Board 至少应有三分之一以上之接触。
⑹、SMT TYPE的连接器, 其所有零件脚最差设计角度为向上倾斜角度<90°, 此设计角度会造成焊锡性不良。
⑺、SMT TYPE的连接位置度方向表示,以胶芯基面为零, 向上为正(+)向下为负(-)。
⑻、SMT端子在模、治具加工段须注意端子毛边方向,毛边不可在端子与PCB接触面。
二、SMT TYPE 连接器端子脚设计规范⑴、PAD的大小主要是受端子脚的Pitch与长`宽而影响。
⑵、Pitch愈大,相对的端子宽度与PAD宽度亦可加大。
b= a + 0.10 mm min. a = 端子脚宽度 c = 端子脚长度d= c + 0.40 mm min. b = PAD宽度 d = PAD 长度下列为建议之SMT TYPE 连接器端子脚与PC Board PAD接触范围单位 : mmPitch 0.50 mm 0.80 mm 1.0 mm 1.27 mm 2.0 mm 2.54 mma 0.20 0.25 0.40 0.40 0.60 0.60b 0.30 0.50 0.60 0.80 1.0 1.20c c c c c c cd c + 0.40 c + 0.40 c + 0.40 c + 0.40c +0.40c + 0.40e 0.20 0.30 0.40 0.47 1.0 1.34a=端子脚宽度;长度;e=PAD与PAD间之距离三、平整度设计建议规范(1)、SMT TYPE的连接器, 其所有零件脚的相对高低位置视为平整度,一般要求为0.10mmMax.(2)、平整度表示方式有下图所列几种方式;对SMT产品标准标示:①、端子间平整度②、端子与胶芯基准面位置度。
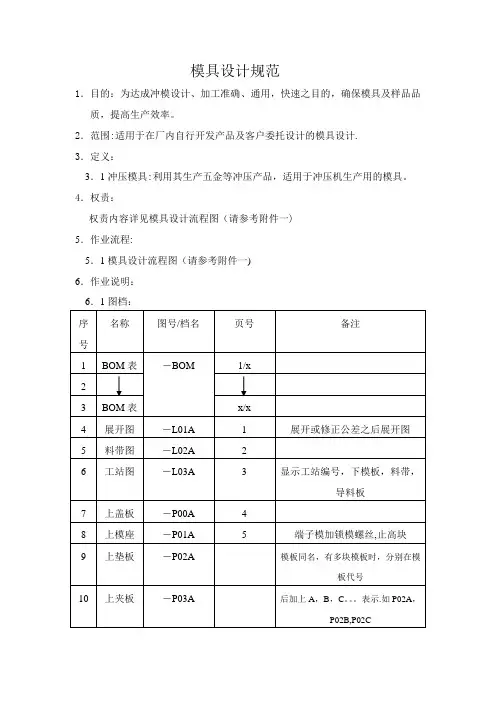
模具设计规范1.目的:为达成冲模设计、加工准确、通用,快速之目的,确保模具及样品品质,提高生产效率。
2.范围:适用于在厂内自行开发产品及客户委托设计的模具设计.3.定义:3.1冲压模具:利用其生产五金等冲压产品,适用于冲压机生产用的模具。
4.权责:权责内容详见模具设计流程图(请参考附件一)5.作业流程:5.1模具设计流程图(请参考附件一)6.作业说明:档名前加模具编号,如XXXXX—L01A,共用模用B表示,则在第一套完整图号后加互换产品之展开图,料带图..。
互换之零件等,编号为XXXXXB-L01A。
.XXXXXB-03等;复制模用N表示,若有多套,分别用N1,N2,N3.。
标件图为最后一张即第y张。
<图号>,<档名>统一。
建议:整套模具只能有一个总图,总图用XXXXX-ALL命名,所有图档都在总图里完成,确认无误后存出,尽量保持总图为最新版本。
注:除客户要求外,模具模号一般以产品料号为准.6.2.注:模板素材尺寸公差为+0。
3~+0。
5注:一般五金配件以伍全公司目录为标准.*1。
下模入子刀口到边距离>/=4。
0;建议下模入子比脱板入子单边大1。
0导料板>0。
5,脱板入子不用避位。
*2。
端子类刀口用两段式(8+17),上8.0用WC,下用SKD11,冲子用WC,刀口直线位1。
5斜1。
0度落屑对于特别小的冲子,刀口可直线位0.0斜0。
2度落屑.*3。
脱板入子挂肩均统一为4。
0。
*4。
入子大小不得小余4*5(过小不便于加垫片或敲出)。
*5。
零件之间滑动要求时,一定要放单边间隙,一般为0。
01。
*6. 敲击孔模座统一钻Φ5。
0,垫板钻Φ3。
5,特殊情况允许钻或割Φ2。
1。
*7.对于铁壳或铜壳,刀口做整体式,冲子刀口材料用SKD11/SKH9/ASP23HRC62,脱板刀口入子,及夹板入子浮升块用SKD11;成形冲子入子均用SKD11/SKH9/ASP23。
6.4.作图规范6.4.1.颜色:除虚线.中心线等特殊线为便在打印时以区别其粗细外,其余线均以随图层决定颜色,标注线之文字与指引线用绿颜色.当正式出图时,除标注.虚线.中心线等特殊线外,其余全部随图层色,图档设变时,将设变部位用其它颜色区分开来.6.4.2.图层:6.4.3.标注模板之销孔,导柱孔,入子框口,以3位小数标示磨床加工之尺寸,以3位小数标表铣床加工,落料孔,脱背板过孔,挂台,让位,其它非重要尺寸,以1位小数标示。
wordQ/ZX xxxxxxxxxxxxxxxx某某企业标准(工艺技术标准)Q/ZX - 2001连接器、线缆选型与其组件设计规X2001- - 发布 2001- - 实施xxxxxxxxxxxxxxx某某发布Q/SZX 2001 - 01目次前言1 X围12 引用标准13 定义14 连接器的选型24.1 连接器的分类24.2 欧式连接器选型224.2.2 欧式连接器选型74.3 2MM连接器选型74.3.1 2MM连接器特性74.3.2 2MM连接器选型144.4 RF连接器选型144.5 D-SUB连接器的选型154.6 扁平电缆连接器的选型164.7 IC插座的选型174.8 圆形连接器选型174.9 各种接线端子、电源连接器选型185 电缆选型185.1 电线选型185.2 通信电缆的选型185.3 RF电缆的选型186 电缆组件的设计197 验证19Q/SZX 2001 - 01前言本标准主要依据电连接器、电缆与RF电缆组件有关标准。
本标准由xxxxxxxxxxxxxxx某某CDMA事业部工艺结构部提出并归口。
本标准起草部门:CDMA工艺结构部工艺室。
本标准主要起草人:xxxxx。
本标准于2001年12 月首次发布。
xxxxxxxxxxxxxxxxxxxxx 某某企业标准 (工艺技术标准)1 X 围本标准适用于CDMA 通讯设备所用连接器、线缆选型与其组件设计。
2 引用标准如下标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨、使用如下标准最新版本的可能性。
GB/T 17738.1-1999 射频同轴电缆组件 第一部份:总规X 一般要求和试验方法 G 142A —94 机柜用外壳定位小型矩形电连接器总规XIEC 1076-4-101:1995 CONNECTOR WITH ASSESSED QUALITY ,FOR USE IN d.c.LOW-FREQUENCY ANALOGUE AND IN DIGITAL HIGH SPEED DATA APPLICATIONS PART 4 Printed Board ConnectorsIEC 60603-1:1991 印制板用频率低于3MHz 的连接器 第一局部:总规X — 一般要求和编制有质量评定要求的详细规X 的导如此IEC 61169-1:1992-08 射频连接器总规X — 一般要求和试验方法 3 定义本标准采用如下定义: 电缆组件具有规定性能作为单个元件来使用的线缆和连接器的组合件。

连接器产品设计规范一、SMT表面焊接技术设计建议规范⑴、SMT TYPE的连接器, 其所有零件脚与胶芯基准面相对位置度须≦0.15 mm。
⑵、SMT TYPE的连接器, 其所有零件脚最差位置度须与胶芯基准面等高度(= 0)。
⑶、SMT TYPE的连接器, 其所有零件脚最佳设计值应低于胶芯基准面0.05 mm。
⑷、SMT TYPE的连接器, 其所有零件脚最佳设计角度为90°。
⑸、SMT TYPE的连接器, 其所有零件脚次佳设计角度为向下倾斜约0°~2°(90°~92°)与PC Board 至少应有三分之一以上之接触。
⑹、SMT TYPE的连接器, 其所有零件脚最差设计角度为向上倾斜角度<90°, 此设计角度会造成焊锡性不良。
⑺、SMT TYPE的连接位置度方向表示,以胶芯基面为零, 向上为正(+)向下为负(-)。
⑻、SMT端子在模、治具加工段须注意端子毛边方向,毛边不可在端子与PCB接触面。
二、SMT TYPE 连接器端子脚与PC板垫接触范围建议规范⑴、PAD的大小主要是受端子脚的Pitch与长`宽而影响。
⑵、Pitch愈大,相对的端子宽度与PAD宽度亦可加大。
b= a + 0.10 mm min. a = 端子脚宽度 c = 端子脚长度d= c + 0.40 mm min. b = PAD宽度 d = PAD 长度下列为建议之SMT TYPE 连接器端子脚与PC Board PAD接触范围单位 : mmPitch 0.50 mm 0.80 mm 1.0 mm 1.27 mm 2.0 mm 2.54 mma 0.20 0.25 0.40 0.40 0.60 0.60b 0.30 0.50 0.60 0.80 1.0 1.20c c c c c c cd c + 0.40 c + 0.40 c + 0.40 c + 0.40c +0.40c + 0.40e 0.20 0.30 0.40 0.47 1.0 1.34a=端子脚宽度;b=PAD宽度;c=端子脚长度(端子脚长度依各类产品而定);d = PAD 长度;e=PAD与PAD间之距离三、平整度设计建议规范(1)、SMT TYPE的连接器, 其所有零件脚的相对高低位置视为平整度,一般要求为0.10mmMax.(2)、平整度表示方式有下图所列几种方式;对SMT产品标准标示:①、端子间平整度②、端子与胶芯基准面位置度。
1.目的使模块设计处于受控状态,确保产品满足客户的使用需求及生产工艺要求,减少设计错误。
2.职责模块设计、开发工作由设计部负责。
3.模块设计过程3.1.模块总装图确定<1>. 客户提供总装图时,根据客户总装图要求,结合实际生产工艺水平,对总装图进行审核。
无问题则对总装图确认,作为整个模块的设计基准。
有问题的则需同客户沟通,直至将图纸确定为止。
<2>. 客户只提供样品草图等设计要求时,应根据客户的要求,结合模块生产的工艺要求,设计模块总装图,并送客户审批。
审批后的总装图作为模块设计的基准。
<3>. 总装图设计要求a.总装图必须满足客户的各项要求。
b.总装图必须准确表达清楚各零件的装配位置,装配关系。
c.总装图必须标注清楚模块的外形尺寸,配合尺寸及公差。
d.总装图必须标明模块的驱动接口,逻辑分布表。
e.总装图必须标明模块的驱动电压、显示方式、温度范围。
3.2.零部件的设计要求<1>. 零部件的图纸必须将以下内容表达清楚。
a.视图要清晰、明确,能准确完整地表达出该零件的形状、构造。
b.标注尺寸要符合规范,尽量避免有交叉线,公差要求合理、明确。
c.工艺参数、技术要求明确标明必须要检验的项目。
d.图号、版本号等标识要清楚<2>. 模块产品由多个部件组装而成,相互间的工装配合关系要求十分严密。
因此,设计各零件时要以模块总装图为基准,综合考虑各零件的工装尺寸,使整个设计有机统一。
a.扣板同LCD的工装配合要注意:除特殊要求外,LCD的外形尺寸比扣板的内框尺寸每边小6-8mil.LCD 装入扣板内后,LCD的视窗同扣板的视窗要对中。
扣板的视窗面积比LCD视窗面积要求每边小6mil以上。
确保LCD显示图形在扣板视窗之内。
b.扣板同PCB的工装配合要求要注意:PCB板上设计的扣板脚装配孔要与扣板脚一一对应。
除客户特殊要求外,PCB与扣板必须有定位孔和定位销。
一、目的规范产品设计,更有利于整个制造过程,减少制程中不良的发生率,降低制造工艺难度。
二、范围本标准适用于本公司各部门PCB设计。
一、外尺寸根据公司现有设备,在设计时,应考虑基板的设计尺寸(如有客户指定超出此尺寸的PCB,需考虑该板的外发制造)根据公司设备情况.模板时应避免将PCB窄边作为制造用板边.或在窄边布置工艺板边.注:②.自动插件部品脚距离制造板边<5 mm(图中②)③.手动插件、自动插件部品表面任意部分距离制造板边尺寸<2.00mm;(图中③)⑤.<1.00mm空电路线距离制造板边尺寸<3.00mm(图中⑤)⑥.定位孔中心距离制造板边>7.00mm或定位孔边缘距离制造板边距离>8.50(图中⑥)④.手动插件的背面焊盘距离制造板边<1.00mm;(图中④)PCB设计参考标准1、公司当前设备可制造最大PCB外尺寸为330.00*250.00mm;但最小整板不得低于64.00mm.2、当有以下情况之一,需要增加工艺板边:①.SMD贴装部品焊盘距离制造板边尺寸<5.00mm;(图中①)外形尺寸无工艺板边布板时需要特别注意禁止布置SMD元件区域,不得安放任何SMD元件.释义:工艺板边——工艺边其实就是为了辅助生产插件走板、焊接过波峰在PCB板两边或者四边增加的部分,主要为了辅助生产,不属于PCB板的一部分,生产完成需去除。
制造板边——是指在完全没有工艺板边的情况下PCB四周的边缘部分,常常被视作板边在制造过程中使用。
二、定位标示释义:定位孔——用于制造过程中安装夹具或机械定位的通孔。
定位开孔与安装孔可通用.螺丝孔——产品组装时用于固定或安装产品的通孔。
因受力较大。
在设计时需要做加强其机械应力.1.定位孔的设计根据制造工艺来定,公司现行使用定位孔的工艺段分别为:自动插件印刷ICT FCT高压测试公司现行AI采用弹簧爪片对PCB进行定位作业,故对PCB定位孔有一定的技术要求.①.爪片的可定位尺寸在3.00-6.00mm.最佳生产状态为3.00mm(中心距离板边5.00mm)②.定位孔大小定∅4.00mm,允许误差为+0.05③.所有定位孔或螺丝孔周围5*5mm范围内,禁止布置SMD元件.以避免基板加工或螺丝紧定时产生外力导致部品损坏.(定位孔设计在工艺板边时,则无需考虑此问题)2、MARK点的设置.焊盘外径D一般不小于(d+1.5)mm,其中d为孔径,对于一些密度比较大的元件的焊盘最小直径可取(d+1.2)①MARK点为1*1mm露铜圆形,可以选用镀锡,在周围再围绕∮3.00mm圆环,以增强与隔绝外围线路。
DTU终端结构设计规范DTU终端结构设计规范二○一○年十二月青岛设计原则1)统一配网自动化终端的结构形式、外形尺寸和标识标准。
2)统一配网自动化终端的功能配置、端子排定义。
3)统一配网自动化终端的安装、接线方式。
4)安装、维护方便、配置灵活、扩展方便。
总体要求1、说明1)原则上采用座地式机柜。
2)配网自动化终端基本配置如下:(一)、环网柜三遥户外DTU终端安装于户外,与环网柜并立,DTU柜内的端子排、接线和指示灯、压板等附件按三遥六单元配置。
遥测、遥控各按六单元配置,遥信按30路单点遥信配置(不包括电源、蓄电池维护遥信)。
(二)、配电室三遥户内DTU终端安装于配电室内,DTU柜内的端子排、接线和指示灯、压板等附件按三遥六单元配置。
遥测、遥控各按六单元配置,遥信按30路单点遥信配置(不包括电源、蓄电池维护遥信)。
(三)、开闭所三遥户内DTU终端安装于环网柜内,DTU柜内的端子排、接线和指示灯、压板等附件按三遥十六单元配置。
遥测、遥控各按十六单元配置,遥信按80路单点遥信配置(不包括电源、蓄电池维护遥信)。
(四)、环网柜内部安装DTU终端安装于环网柜内,DTU柜内的端子排、接线和指示灯、压板等附件按三遥六单元配置。
遥测、遥控各按六单元配置,遥信按30路单点遥信配置(不包括电源、蓄电池维护遥信)。
2、终端机柜要求1)环网柜、配电室三遥户内DTU终端户内机柜均采用前开钢化玻璃门、内带可开启式前面板形式,机柜门采用有防盗功能的挂锁结构,锁具选用优质金具,具有防尘、防雨设计,挂锁使用公用钥匙。
开闭所机柜采用通用机柜(2260X800X600)。
户外柜不采用钢化玻璃门2)配网自动化终端机柜内功能区域界限明显,使用维护简单方便。
除开闭所机柜接线在机柜后(后开门),其余终端安装接线及操作均在箱体前面(前接线),;箱体内部结构布置从上到下依次为通信设备、主控单元、电源空开、电源模块、二次接线端子排及蓄电池,箱体前面板结构布置从上到下依次为扩展通信设备、机箱电源空开、控制按钮、指示灯、压板,详见附图《DTU柜箱体外形及端子分布图》。

PERFORMANCE SPECIFICATION FOR CABLE-TO-TERMINAL ELECTRICAL CRIMP端子压接的性能规范1. SCOPE范围IMPORTANT NOTICE: In any intended vehicle application, if the products covered by this specification are, or may be, subjected to conditions beyond those described in this document, They must pass special tests simulating the actual conditions to be encountered before they can be considered acceptable for actual vehicle application. Products certified by their supplier as having passed specific applicable portions of this specification are not to be used in applications where conditions may exceed those for which the product has been satisfactorily tested.The Authorized Person is the final authority as to what tests are to be performed on his or her parts and for what purpose these tests are required. He or she is also the final authority for resolving any questions related to testing to this specification and to authorizing any deviations to the equipment or procedures contained in this specification. Any such deviation must be documented and included in the final test report.重要提示:在任何汽车应用中,对于本规范没有涉及到的情况,产品必须通过相应的特殊试验,该试验的试验条件应该模仿汽车在实际使用中的条件。
连接器标准和规范连接器标准和规范一.工业连接器的标准1. 美国材料与试验学会(ASTM)The American Society for Testing and Material(缩写为ASTM)是一个全美性的学术协会,其目的是进行材料的研究和标准化。
负责公布标准,试验方法,推荐性用法,定义及其它有关材料。
其制定的有关连接器的标准,符号和编号均按照ASTM体系。
“B”表示有色金属委员会,后面的数字为标准号,紧接着的数字则表示该标准被首次通过的年份,括号内的日期是指最近修订版的年份, “*”则表示该标准是已被批准的美国国家标准。
ASTM连接器标准表*-1标准描述 FOXCONN适用范围*B63-49(1970) 金属导体电阻及接触材料的电阻率的测试方法 ALL*B182-49(1970) 电接触材料的寿命试验 ALL*B193-72A 导电材料电阻率的测试方法 ALL*B277-72 电接触材料硬度的测试方法 ALL*B326-72 微型接触件电阻特性测试方法 ALL *B340-61(1972) 电接触件制成品的保证试验方法 ALL*B477-72 可锻贵金属电接触材料一般要求规范 REF B522-70 电接触用的Au-Ag-Pd合金规范 ALL B539-70 电连接(静态接触)的接触电阻的测量方法 ALL B540-70 电接触件用的Pd合金规范 ALLB541-73 电接触件用的Au合金规范 ALL B542-71 电接触件及其使用的有关术语的定义 ALL B563-72 电接触件用Pd-Ag-Cu合金规范 REFB576-73 电接触材料大电流电弧腐蚀试验设计的实用参考方法 Audio Jack ,Power JackB583-73 金属基片上镀金层的多孔性试验方法 ALL B596-73 Au-Cu合金电接触材料规范 ALL2. 美国电子工业协会(EIA)Electronic Industries Association(缩写为EIA)接触件方面的标准工作被列在EIA和JEDEC(美国电子器件工程联合委员会)标准以及工程技术出版物的目录中。
文件级别版本生效日期文件编号页次三阶文件A/0 30/04/2005 BL-EM008 1/17版本/版次拟稿/修订日期修订页次拟稿/修订内容制/修订部门制/修订人A/0 16/03/2005 全部最初发行开发部刘峰合议部署(可选)开发部 生产部 品质部 营销部 计划部 文控中心 综合部制订审查核准文件级别版本生效日期文件编号页次三阶文件A/0 30/04/2005 BL-EM008 2/17目录1.0 目的2.0 范围5.0 定义4.0 权责5.0 程序6.0 使用记录7.0 参考文件8.0 附记事项文件级别版本生效日期文件编号页次三阶文件A/0 30/04/2005 BL-EM008 3/17FPC设计规范1.0 目的:规范FPC的设计2.0 范围:LCM开发部的FPC设计3.0 定义:无4.0 权责:无5.0 内容5.1 FPC材料介绍5.1.1 何谓FPC ?FPC是英文Flexible Printed Circuit的简称。
是一种铜质线路印制在PI聚酰亚胺(Polyimide)或PE聚脂(Polyester)薄膜基材上,具有可自由弯曲和可挠性,纤薄轻巧、精密度高,可以有多层线路,并于板上贴芯片或SMT 芯片。
台湾称其为“软性印刷电路板”,简称为“软板”,其它名称如“可挠性线路板”,“软膜”,“柔板”等;装配方式:插接、焊接、ACF热压。
FPC与PCB(Printed Circuit Board)最大不同点在于FPC“柔软,可挠折,可屈挠”。
5.1.2 FPC 材料组成及规格(材料厚度)a) 基材(Base film):12.5、25、50、75、125um(PI\PE)基材指铜箔基板所用以支撑之底材,亦指保护胶片之材料。
基材依用途可分为下列两种:基材使用用途结合物质铜箔基板利用接着剂与铜箔结合提供支撑作用保护胶片与接着剂结合用以绝缘保护线路用基材依材质可分为下列两种:接着剂类别外观特性成本制造厂商Acrylic 白雾抗撕拉强度大稍贵美国杜邦长捷士Epoxy 透明透光性佳结合对位容易一般Toray,日本杜邦TeclamShin Etsu,律胜,台虹文件级别版本生效日期文件编号页次三阶文件A/0 30/04/2005 BL-EM008 4/17b) 铜箔Copper Foil:为铜原材,非压合完成之材料。
PERFORMANCE SPECIFICATION FOR CABLE-TO-TERMINAL ELECTRICAL CRIMP端子压接的性能规范1. SCOPE范围IMPORTANT NOTICE: In any intended vehicle application, if the products covered by this specification are, or may be, subjected to conditions beyond those described in this document, They must pass special tests simulating the actual conditions to be encountered before they can be considered acceptable for actual vehicle application. Products certified by their supplier as having passed specific applicable portions of this specification are not to be used in applications where conditions may exceed those for which the product has been satisfactorily tested.The Authorized Person is the final authority as to what tests are to be performed on his or her parts and for what purpose these tests are required. He or she is also the final authority for resolving any questions related to testing to this specification and to authorizing any deviations to the equipment or procedures contained in this specification. Any such deviation must be documented and included in the final test report.重要提示:在任何汽车应用中,对于本规范没有涉及到的情况,产品必须通过相应的特殊试验,该试验的试验条件应该模仿汽车在实际使用中的条件。