公差的概念和形位公差定义及测量方法
- 格式:ppt
- 大小:2.76 MB
- 文档页数:5
公差测量是制造业中的重要环节之一,通过对零件尺寸偏差的测量和控制,可以保障产品的质量和性能。
本文将从公差测量的概念、分类、方法、工具、注意事项等方面进行总结。
一、公差测量的概念公差是指零件在制造过程中存在的尺寸偏差,其大小通常由设计图纸中规定的公差范围来确定。
公差测量是指通过测量零件尺寸偏差来判断其是否符合设计要求的一种检验方法。
二、公差的分类1.形位公差:包括位置公差、圆度公差、平面度公差、垂直度公差、同轴度公差等。
2.尺寸公差:包括公差总距、公差带宽、公差等级等。
3.表面质量公差:包括粗糙度公差、毛刺公差、凸起度公差等。
三、公差测量的方法1.测量法:通过测量零件的实际尺寸来计算其尺寸偏差,常用的测量方法包括卡尺测量法、游标卡尺测量法、内径千分尺测量法、外径千分尺测量法等。
2.比较法:通过将待测零件与已知尺寸的基准零件进行比较,来判断其尺寸偏差。
常用的比较方法包括滑动卡尺比较法、针式卡尺比较法、光学比较法等。
3.投影法:通过在零件表面制作出相应的投影线或投影面来测量其形位偏差,常用的投影方法包括测量平面度、垂直度、同轴度等。
四、公差测量的工具1.卡尺:用于测量零件的长度、宽度、高度等尺寸。
2.千分尺:用于测量零件的内径、外径、深度等尺寸。
3.游标卡尺:用于精密测量零件的长度、宽度、高度等尺寸。
4.光学投影仪:用于测量零件的形位公差,尤其适用于曲面零件的测量。
5.三坐标测量机:用于对复杂零件的尺寸和形位的全面测量和检测。
五、公差测量的注意事项1.测量前应认真检查测量工具的状态,确保其准确度和稳定性。
2.在测量时应尽可能避免测量误差,如遮光、消除振动等。
3.对于不同形式和大小的公差应采用不同的测量方法和工具。
4.在进行公差测量时,应严格按照设计图纸中规定的公差范围进行测量和判断。
综上所述,公差测量是制造业中不可忽视的重要环节。
通过采用适当的公差测量方法和工具,可以提高产品的质量和性能,降低生产成本,促进企业的可持续发展。
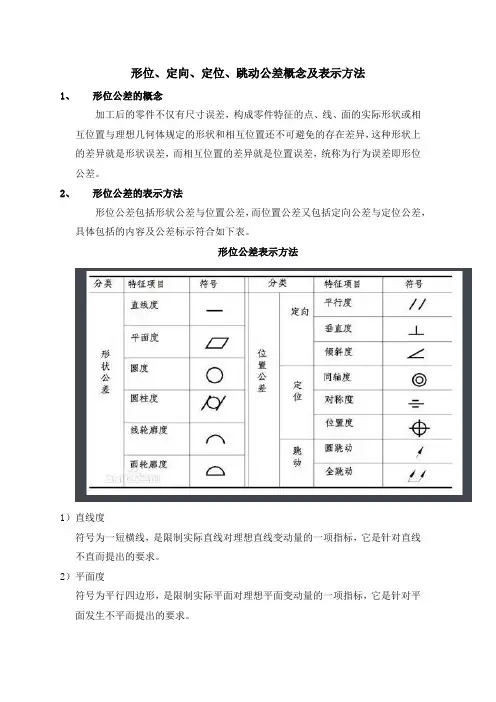
形位、定向、定位、跳动公差概念及表示方法1、形位公差的概念加工后的零件不仅有尺寸误差,构成零件特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免的存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为行为误差即形位公差。
2、形位公差的表示方法形位公差包括形状公差与位置公差,而位置公差又包括定向公差与定位公差,具体包括的内容及公差标示符合如下表。
形位公差表示方法1)直线度符号为一短横线,是限制实际直线对理想直线变动量的一项指标,它是针对直线不直而提出的要求。
2)平面度符号为平行四边形,是限制实际平面对理想平面变动量的一项指标,它是针对平面发生不平而提出的要求。
3)圆度符号为圆,是限制实际圆对理想圆变动量的一项指标,它是对具有圆柱面(包括圆锥面、球面)的零件,在意正截面(与轴线垂直的面)内的圆形轮廓要求。
4)圆柱度符号为两斜线中间夹一圆,是限制实际圆柱面对理想圆柱面变动量的一项指标,它控制了圆柱体横截面和轴截面内各项形状的误差,如圆锥、素线直线度等,圆柱度是圆柱体各项形状误差的综合指标。
5)线轮廓度符号为一上凸的曲线,是限制实际曲线对理想曲线的一项指标,它是对非圆曲线的形状精度要求。
6)面轮廓度符号为上面为一半圆,下面加一横,是限制实际曲面对理想曲面变动量的一项指标。
定向公差1)平行度用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被侧要素对基准等距。
2)垂直度用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求。
即要求被测要素对基准成90°.3)倾斜度用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一角度(0~90°)的程度,即要求被测要素对基准成一定角度(90°除外)。
定位公差1)同轴度用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
公差的名词解释在现代工程领域中,公差是一个非常重要的概念。
无论是制造产品还是设计构件,公差都扮演着关键的角色。
本文将解释公差的定义、作用、常见的公差类型以及公差规范等方面。
通过对公差的深入探讨,我们可以更好地理解并应用公差在工程设计和制造中的意义。
1. 公差的定义和作用公差是指构件或部件尺寸在设计或制造过程中允许存在的差异范围。
它代表了设计要求和制造限制之间的平衡点。
公差的存在是为了确保产品能够在实际应用中正常运行,同时考虑到制造成本、工艺可行性和经济性等因素。
公差能够帮助我们实现产品的互换性和可靠性。
例如,在某电子设备的制造过程中,如果一个构件的尺寸公差过大,那么在装配时可能会导致构件之间的间隙过大或者过小,进而影响到产品的性能和使用寿命。
因此,通过适当控制公差,确保产品零件能够相互替换,提高了生产效率和产品质量。
2. 常见的公差类型公差可以分为尺寸公差、形位公差和表面公差等几种类型。
(1)尺寸公差:尺寸公差是指对构件的线性尺寸进行控制。
例如,如果一个零件的要求尺寸为100mm,公差限制为±0.1mm,那么该零件的实际尺寸应在99.9mm到100.1mm之间。
(2)形位公差:形位公差是对构件的位置和形状进行控制。
例如,一个孔的中心位置应该与另一个构件的中心位置重合,形位公差就是用来控制这种偏差的范围。
(3)表面公差:表面公差是指对构件表面质量的要求。
它可以涉及到表面的平整度、光洁度、粗糙度等方面。
根据所需的制造工艺和特定的应用要求,表面公差的指标会有所不同。
3. 公差的应用和公差规范公差的应用范围很广,涉及到各个领域的制造和设计。
无论是机械、电子、航空航天还是汽车工业,公差都是必不可少的。
为了确保产品质量和相互替换性,各个行业和领域都制定了相应的公差规范。
公差规范是用来定义和测量公差的标准文件,其中包括公差的计算方法、测量工具和测量方法等。
在制造过程中,公差的控制可以通过一系列工艺和技术手段实现。
尺寸公差和形位公差关系的公差原则引言在制造业中,尺寸公差和形位公差是非常重要的概念,它们直接影响产品的质量和合格性。
尺寸公差和形位公差之间存在一定的关系,正确地处理它们的关系可以确保产品的精度和性能达到设计要求。
本文将全面、详细、完整地探讨尺寸公差和形位公差的关系,并介绍相应的公差原则。
尺寸公差和形位公差的定义1.尺寸公差是指允许的尺寸变化范围,用于描述零件尺寸与设计要求之间的偏差。
例如,图纸上标注的长度为10mm,公差为±0.1mm,表示允许长度在9.9mm至10.1mm之间。
2.形位公差是指允许的形状和位置偏差范围,用于描述零件的形状和位置与设计要求之间的偏差。
形位公差在三维空间中描述了零件的尺寸、位置和形状之间的关系。
例如,图纸上标注的圆心位置为(0,0),形位公差为0.2mm,表示允许圆心位置在圆心(0,0)的半径为0.2mm的圆内。
尺寸公差和形位公差的关系尺寸公差和形位公差之间存在一定的关系,它们相互制约和影响,需要综合考虑才能确保产品的精度和合格性。
以下是尺寸公差和形位公差的关系原则:1. 尺寸公差对形位公差的影响当尺寸公差增大时,形位公差的容差范围也会相应增大。
简单来说,尺寸公差越大,形位公差的要求就越宽松,制造难度也就相对较低。
然而,要注意的是,尺寸公差的增大也可能会导致产品的功能性能受到一定影响,因此需要在满足产品功能要求的前提下,合理确定尺寸公差和形位公差的关系。
2. 形位公差对尺寸公差的影响形位公差是描述零件形状和位置偏差的指标,它可以限制零件的尺寸变化范围。
形位公差较小,一般意味着允许的尺寸公差范围也较小;形位公差较大,允许的尺寸公差范围也相应增大。
因此,形位公差的大小直接影响了尺寸公差的限制范围。
3. 综合考虑尺寸公差和形位公差为了确保产品的质量和合格性,需要综合考虑尺寸公差和形位公差的关系。
在设计过程中,可以通过优化尺寸公差和形位公差的组合,来实现既满足产品功能要求,又提高零件的制造可行性和成本控制。
尺寸公差形位公差表面粗糙度
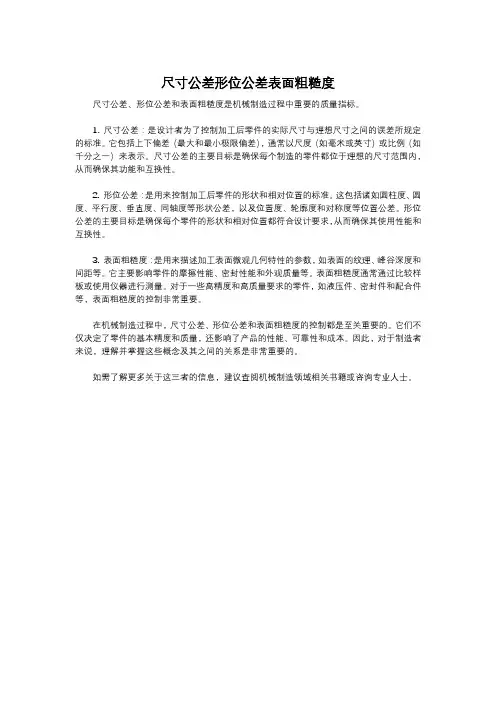
尺寸公差、形位公差和表面粗糙度是机械制造过程中重要的质量指标。
1. 尺寸公差:是设计者为了控制加工后零件的实际尺寸与理想尺寸之间的误差所规定的标准。
它包括上下偏差(最大和最小极限偏差),通常以尺度(如毫米或英寸)或比例(如千分之一)来表示。
尺寸公差的主要目标是确保每个制造的零件都位于理想的尺寸范围内,从而确保其功能和互换性。
2. 形位公差:是用来控制加工后零件的形状和相对位置的标准。
这包括诸如圆柱度、圆度、平行度、垂直度、同轴度等形状公差,以及位置度、轮廓度和对称度等位置公差。
形位公差的主要目标是确保每个零件的形状和相对位置都符合设计要求,从而确保其使用性能和互换性。
3. 表面粗糙度:是用来描述加工表面微观几何特性的参数,如表面的纹理、峰谷深度和间距等。
它主要影响零件的摩擦性能、密封性能和外观质量等。
表面粗糙度通常通过比较样板或使用仪器进行测量。
对于一些高精度和高质量要求的零件,如液压件、密封件和配合件等,表面粗糙度的控制非常重要。
在机械制造过程中,尺寸公差、形位公差和表面粗糙度的控制都是至关重要的。
它们不仅决定了零件的基本精度和质量,还影响了产品的性能、可靠性和成本。
因此,对于制造者来说,理解并掌握这些概念及其之间的关系是非常重要的。
如需了解更多关于这三者的信息,建议查阅机械制造领域相关书籍或咨询专业人士。
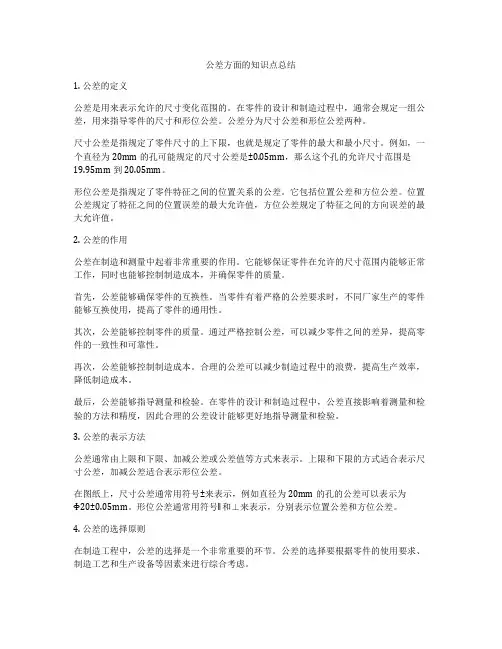
公差方面的知识点总结1. 公差的定义公差是用来表示允许的尺寸变化范围的。
在零件的设计和制造过程中,通常会规定一组公差,用来指导零件的尺寸和形位公差。
公差分为尺寸公差和形位公差两种。
尺寸公差是指规定了零件尺寸的上下限,也就是规定了零件的最大和最小尺寸。
例如,一个直径为20mm的孔可能规定的尺寸公差是±0.05mm,那么这个孔的允许尺寸范围是19.95mm到20.05mm。
形位公差是指规定了零件特征之间的位置关系的公差。
它包括位置公差和方位公差。
位置公差规定了特征之间的位置误差的最大允许值,方位公差规定了特征之间的方向误差的最大允许值。
2. 公差的作用公差在制造和测量中起着非常重要的作用。
它能够保证零件在允许的尺寸范围内能够正常工作,同时也能够控制制造成本,并确保零件的质量。
首先,公差能够确保零件的互换性。
当零件有着严格的公差要求时,不同厂家生产的零件能够互换使用,提高了零件的通用性。
其次,公差能够控制零件的质量。
通过严格控制公差,可以减少零件之间的差异,提高零件的一致性和可靠性。
再次,公差能够控制制造成本。
合理的公差可以减少制造过程中的浪费,提高生产效率,降低制造成本。
最后,公差能够指导测量和检验。
在零件的设计和制造过程中,公差直接影响着测量和检验的方法和精度,因此合理的公差设计能够更好地指导测量和检验。
3. 公差的表示方法公差通常由上限和下限、加减公差或公差值等方式来表示。
上限和下限的方式适合表示尺寸公差,加减公差适合表示形位公差。
在图纸上,尺寸公差通常用符号±来表示,例如直径为20mm的孔的公差可以表示为Φ20±0.05mm。
形位公差通常用符号∥和⊥来表示,分别表示位置公差和方位公差。
4. 公差的选择原则在制造工程中,公差的选择是一个非常重要的环节。
公差的选择要根据零件的使用要求、制造工艺和生产设备等因素来进行综合考虑。
首先,公差的选择要根据零件的使用要求。
不同的零件对公差的要求是不同的,有的零件对尺寸精度要求高,有的零件对形位精度要求高,因此在设计公差时要根据零件的使用要求来进行选择。
形位公差定义及检测方法一、直线度的定义及检测方法定义:直线度是指零件被测的线要素直不直的程度。
检测方法概述:㈠.将平尺(小零件可用刀口尺)与被测面直接接触并靠紧。
此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
一般公用检测器具-塞尺。
(图片)按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
㈡.将被测件放在平台上,并靠紧方箱或直角尺(或者将被测件放置在等高V型铁上)。
用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(简图):按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
㈢将被测零部件用千斤顶支起,利用杠杆表将被测素线的两端点调整到与平台平行,在被测素线的全长范围内测量,同时记录,读数,最大值与最小值之差即为该素线的直线度误差,按同样方法测量若干条素线,取其中最大的误差值作为该被测件的直线度误差。
㈣综合量规:综合量规的直径等于被测零件的实效尺寸,综合量规必须通过被测零件。
二、平面度定义及检验方法平面度是指零件被测表面的要素平不平得程度。
㈠将被测件用千斤顶支撑在平台上,调整被测表面最远的三点A,B,C,(利用杠杆表或高度尺)使其与平台平行,然后用测头在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差。
㈡用刀口尺(小型件)或平尺(较大型件)在整个被测平面上采用“米”字型或栅格型方法进行检测,用塞尺进行检验,取其塞尺最大值为该被测零件得平面度误差。
㈢环类垫圈类零件将被测件的被测面放在平台上,压紧,然后用塞尺检测多处,其塞入的最大值即为该件的平面度误差。
(或者将被测件的被测面用三块等高垫铁在平台上均分支撑,然后用杠杆表在被测面的多处进行检测,取其最大与最小读数的差作为该件的平面度误差。
三、圆度定义及测量方法定义:圆度是指具有圆柱面(包括圆锥面)的零件在同一横剖面内的实际轮廓不圆的程度。
形位公差培训资料形位公差是现代制造中非常重要的技术指标,它描述了零件的几何尺寸与位置之间的允许变差范围。
在工程设计和制造过程中,形位公差常用来控制零件的装配和功能要求,确保零件的互换性和稳定性。
本文将介绍形位公差的基本概念、符号表示法以及在实际应用中的一些常见技巧。
一、形位公差的概念形位公差是通过几何尺寸和位置公差的组合来描述零件与设计要求之间的关系。
形位公差包括平面、直线、圆柱、圆锥等几何元素的尺寸和位置公差。
它可以用来描述零件与装配体之间的配合、位置关系以及运动要求等。
形位公差的基本概念包括公差值、公差带、基准和基准面等。
公差值是指零件允许的尺寸和位置偏差范围,公差带是指公差值在尺寸上所形成的范围。
基准是指用来确定零件形位关系的参考面或者轴线,基准面则是基准的具体表现形式。
二、形位公差的符号表示法形位公差的符号表示法采用了一套统一的国际标准,常用的符号包括直线度、圆度、平面度、圆柱度、圆锥度等。
这些符号既可以用于单个要素的控制,也可以用于组合要素的控制。
以直线度为例,直线度公差符号为"⊥",表示直线或曲线的轴线与基准平面的垂直度。
如果轴线的位置在两个平行平面之间,可以使用"⊥⊥"来表示。
其他符号如圆度为"○",平面度为"□",圆柱度为"∆",圆锥度为"∠"等。
三、形位公差的实际应用技巧在实际应用中,形位公差的控制需要考虑多个因素,包括设计要求、材料特性和加工工艺等。
以下是一些常见的形位公差应用技巧:1.选择合适的基准:基准的选择对于形位公差的控制至关重要。
合理选择基准可以减少装配困难和误差累积。
2.合理分配公差:在零件设计中,需要根据功能要求和工艺可行性合理分配形位公差。
过大或过小的公差都会导致装配困难或者功能不稳定。
3.考虑加工工艺:形位公差的控制还需要考虑加工工艺的限制,避免出现无法实现或成本过高的公差要求。
公差基础必学知识点
1. 公差的定义:公差是在设计、制造和测量过程中,用来控制零件尺
寸和形状的一种方法。
公差是指允许的最大尺寸和最小尺寸之间的差值。
2. 公差的表示方法:公差一般由两个数字表示,分别表示最大尺寸和
最小尺寸的差值。
例如,一个尺寸为10mm的零件,公差为±0.05mm,
则表示允许的尺寸范围为10.05mm和9.95mm。
3. 公差的分类:根据公差的功能和使用范围,公差可以分为尺寸公差
和形位公差两种。
4. 尺寸公差:尺寸公差是用来控制零件尺寸的精度的公差。
尺寸公差
包括基本尺寸、上偏差和下偏差三个部分。
5. 形位公差:形位公差是用来控制零件形状和位置的公差。
形位公差
包括直线度、圆度、平面度、垂直度、同轴度等。
6. 公差的协调原则:为了保证零件的互换性和装配性,公差的设计和
控制需要遵循一定的协调原则。
常见的协调原则包括最大材料条件、
最小材料条件和无条件协调等。
7. 公差的设计方法:公差的设计需要结合零件的功能和装配要求,考
虑材料、加工工艺和测量方法等因素。
常见的公差设计方法包括逐步
退化法、综合参数法和统计法等。
8. 公差的测量方法:为了保证公差的控制和检验,需要使用相应的测
量方法。
常见的公差测量方法包括游标卡尺、千分尺、三坐标测量仪、
测量投影仪等。
以上是公差基础的一些必学知识点,了解这些知识有助于理解和应用公差在设计和制造过程中的重要性。