炼钢-连铸工艺介绍[业界研究]
- 格式:ppt
- 大小:1.87 MB
- 文档页数:50
炼钢连铸工艺流程介绍引言炼钢连铸是钢铁生产中的关键工艺之一,它通过高温熔炼钢料并在连续铸造过程中将其形成连续铸坯。
炼钢连铸工艺具有高效、节能、环保等优点,是现代钢铁工业的重要环节。
工艺流程概述炼钢连铸工艺流程可以分为炼钢、连铸两个主要环节。
炼钢环节炼钢环节包括原料准备、高炉冶炼、转炉冶炼等步骤。
原料准备炼钢的原料包括铁矿石、石灰石、焦炭等。
在原料准备环节,先对原料进行破碎、筛分等处理,以便于在后续步骤中充分混合。
高炉冶炼高炉冶炼是一种常用的炼钢方式,它通过将铁矿石、焦炭和石灰石等原料放入高炉中,并喷入空气使之燃烧,产生高温,从而使铁矿石还原成铁。
在高炉过程中,还会生成一些副产品,如炉渣。
转炉冶炼转炉冶炼是另一种常用的炼钢方式,它通过将熔融的铁水和生铁放入转炉中,通过喷吹氧气使其氧化,从而去除不需要的杂质。
转炉冶炼通常配合高炉冶炼使用,以提高炼钢效率。
连铸环节连铸环节将炼钢环节中获得的熔融钢水以连续流动的方式注入到铸造结晶器中,以形成连续铸坯。
结晶器结晶器是连铸的核心设备,它由冷却器壳体和冷却装置组成。
结晶器的作用是通过冷却装置将熔融钢料迅速冷却并形成铸坯。
冷却装置冷却装置包括水冷却、喷水冷却、喷雾冷却等方式,其目的是将熔融钢水迅速冷却,使其凝固成连续铸坯。
液态钢水的连续注入熔融钢水在结晶器内连续注入,经过冷却装置的处理后,逐渐凝固成为连续铸坯。
坯料切割和堆垛连续铸坯经过切割设备切割成合适长度的坯料,然后进行堆垛,以便于后续的加工和运输。
工艺优势及应用炼钢连铸工艺具有以下优势:1.高效:炼钢连铸工艺相比传统工艺更高效,能够实现连续生产,大大提高了生产效率。
2.节能:炼钢连铸工艺中的连铸环节省去了热轧等后续工序,节约了能源。
3.环保:炼钢连铸工艺减少了废气、废水等排放,有利于环境保护和可持续发展。
炼钢连铸工艺广泛应用于钢铁工业,特别是大型钢铁企业。
它不仅可以生产优质的钢材,还能够提供高效、可靠的生产线。

炼钢厂连铸工艺流程1.钢水准备:从炼钢炉中输出得到熔化的钢水,然后通过脱氧、温度调节和脱气等工艺处理,得到适合连铸工艺的钢水。
2.连铸结晶器:将处理后的钢水通过倾转、倾倒和挤压等技术,直接浇注到连铸机结晶器中。
结晶器内部有一组多孔结晶器衬套,通过冷却水的循环,将钢水快速冷却并结晶。
3.凝固:钢水在结晶器中快速冷却,开始凝固成为连续铸坯。
凝固过程中,还会通过控制结晶器内的冷却水温度和流量,来调节钢坯的凝固速度和结晶器壁的温度。
4.伸展:连续铸坯凝固后,通过拉伸机构将钢坯从结晶器中拉出,使其变长,同时也能控制钢坯的截面形状。
这个过程中,还会进行坯底冷却,以控制坯底凝固的厚度。
5.切割:钢坯经过拉伸后,通过切割机构将其切断成合适的长度,以供后续工序使用。
6.冷却:切割成合适长度的连续铸坯通过冷却水箱,进行冷却。
冷却的目的是使钢坯的内部和外部温度均匀降低,以便后续的轧制工艺。
7.钢坯调整:冷却后的连续铸坯,根据需要可能需要进行尺寸调整。
这个过程中通常使用钢坯矫直机、切割坯边机等设备,对钢坯进行校直和修边,使其符合轧制工艺要求。
8.轧制:经过调整后的钢坯将被送入炼钢厂的轧机进行轧制。
根据需要,钢坯可能还会经过多道次的轧制和调整。
9.检测:轧制后的产品将进入质检环节,通过各种非破坏性和破坏性检测手段,对产品进行检测,以确保其质量符合要求。
10.成品:经过检测合格后,轧制后的产品成品将根据需求进行打包、标记和存储,以便销售和运输。
综上所述,炼钢厂连铸工艺流程是将熔化的钢水通过连续铸造技术直接浇注到连铸机结晶器中,经过凝固、伸展、切割、冷却、调整、轧制、检测等一系列工艺处理,最终得到质检合格的连续铸坯。
这种工艺流程具有工艺连续、设备高效、产品质量稳定等优点,已被广泛应用于炼钢厂的生产中。
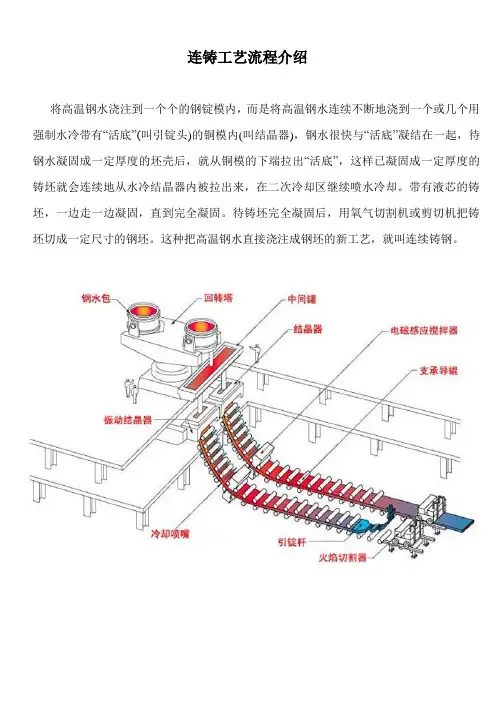
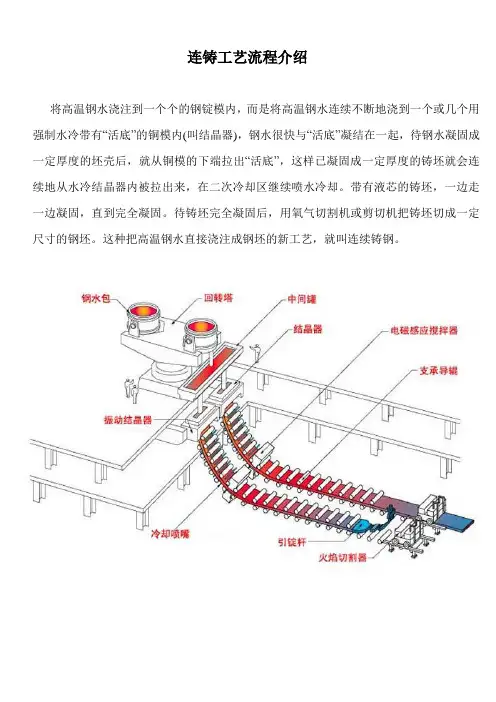
连铸工艺流程介绍将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯的铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。
这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
炼钢连铸工艺流程炼钢连铸是现代钢铁生产中的重要工艺之一,它将炼钢和铸造工艺紧密结合,实现了高效、节能、环保的生产方式。
下面我们将介绍炼钢连铸的工艺流程。
首先,炼钢连铸的工艺流程可以分为炼钢和连铸两个阶段。
在炼钢阶段,主要是将生铁经过脱碳、脱硫、合金化等工艺处理,使其成为合格的钢水。
而在连铸阶段,则是将炼制好的钢水浇铸成坯料,为后续的热轧、冷轧提供原料。
其次,炼钢连铸的工艺流程中,炼钢阶段的关键步骤包括熔炼、调温、脱氧、脱硫、合金化等。
在熔炼过程中,通过高温熔炼生铁,使其成为流动的钢水。
随后,需要对钢水进行调温,以确保其达到适合连铸的温度。
在脱氧和脱硫工艺中,通过加入适量的脱氧剂和脱硫剂,去除钢水中的氧化物和硫化物,提高钢水的纯净度。
最后,在合金化过程中,根据需要向钢水中加入合金元素,以调整钢水的化学成分,满足不同用途的要求。
然后,连铸阶段的工艺流程主要包括结晶器凝固、连铸坯料切割、冷却、定尺等步骤。
在结晶器凝固过程中,将炼制好的钢水通过连铸机浇注到结晶器中,经过凝固形成坯料。
随后,需要对坯料进行切割,根据客户需求定尺,然后进行冷却。
最终,得到成品坯料,可以直接进行热轧或冷轧加工。
最后,炼钢连铸工艺流程的优势在于能够实现高效生产、节能减排。
通过炼钢连铸工艺,可以减少中间环节,节约能源和原材料,降低生产成本。
同时,由于整个生产过程是封闭的,能够有效控制废气、废水的排放,实现环境友好型生产。
因此,炼钢连铸工艺在钢铁行业中得到了广泛应用。
总之,炼钢连铸工艺流程是钢铁生产中的重要环节,通过炼钢和连铸的有机结合,实现了高效、节能、环保的生产方式。
随着科技的不断进步,相信炼钢连铸工艺会在未来发展中发挥更加重要的作用。
连铸工艺流程介绍(2010-09-11 15:38:59)分类:我的大学标签:和静中间包结晶器钢水铸坯【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
{连铸工艺详解连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5min、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
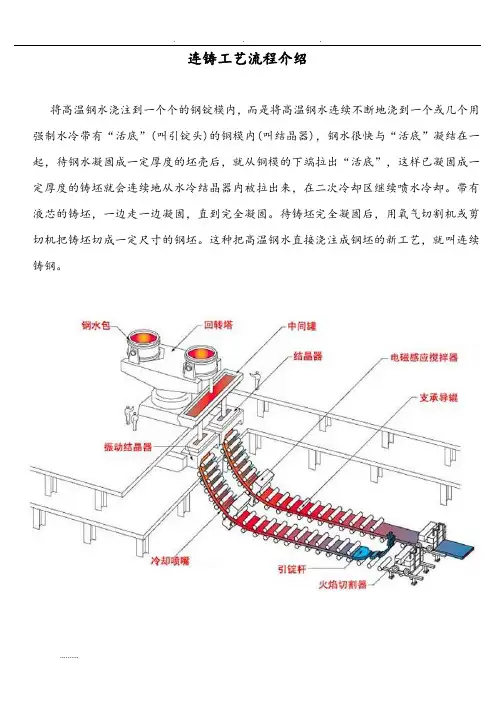
连铸工艺流程介绍将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯的铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。
这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
炼钢厂连铸工艺流程
《炼钢厂连铸工艺流程》
炼钢厂连铸工艺是现代炼钢工业中的重要环节,它是将炼钢炉中熔化的钢液通过连续铸造成坯料或板材的工艺过程。
下面将介绍炼钢厂连铸工艺的流程。
首先,炼钢厂连铸工艺流程开始于钢液的浇入。
炼钢炉中的钢液被加热至适宜温度后,通过喷嘴或水口将钢液浇入到连铸模具中。
模具是一个由水冷却的铜板制成的管道,其内部形状和尺寸将决定最终坯料或板材的形状和尺寸。
接着,钢液在模具中逐渐冷却凝固成坯料或板材。
冷却过程中,模具的水冷却系统将快速冷却钢液,使其凝固成坯料或板材。
在这个过程中,需要根据钢液的成分和温度来控制模具的冷却速度,以确保坯料或板材的质量。
最后,坯料或板材被切割至所需要的长度。
炼钢厂通常会根据客户的需求将坯料或板材切割至所需要的长度,以便进一步的加工或生产。
总的来说,炼钢厂连铸工艺流程是一个高效、精密的工艺过程,它使得炼钢厂能够生产高质量的钢材坯料和板材,为各种工业领域提供了重要的原材料支持。
炼钢连铸工艺流程炼钢连铸工艺流程是指通过一系列的工艺步骤,将炼钢炉中熔炼好的钢水,连续铸造成连续铸坯。
这一过程从原料准备到铸坯取出都需要经历多个环节,下面就详细介绍一下炼钢连铸的工艺流程。
首先是原料准备工作。
原料主要包括生铁、废钢、铁合金等,在准备阶段需要按照一定的比例进行混合,以得到所需的合金成分。
此外,还需要对原料进行预处理,如去除杂质、碳化等,以保证铸坯质量。
然后是炼钢的过程。
炼钢主要有转炉法、电炉法和氧气顶吹法等几种常见方法。
其中,转炉法是最常用的一种方法。
在转炉中,将预处理好的原料倒入炼钢炉,同时注入炉底的火焰加热。
通过高温燃烧,促使中间的铁水加速氧化,达到净化的效果,最终得到所需的成分和质量的钢水。
接下来是连铸工艺。
连铸主要是将炼钢炉中的钢水连续铸造成连续铸坯,主要分为铸坯准备、连铸控制和坯冷却三个步骤。
首先是铸坯准备。
钢水从炼钢炉流向连铸机,通过一系列的处理设备,实现钢水净化和均匀分布。
包括真空处理、脱氧、除杂、调温等工艺步骤。
其中,真空处理是为了去除钢水中的杂质和气体,保证铸坯质量。
脱氧是为了控制钢水中氧含量,防止炉渣和氧化物污染坯料。
除杂和调温是为了进一步提高钢水质量和坯料温度。
然后是连铸控制。
在连铸机中,通过多个连铸模具,将钢水连续铸造成坯料。
在这一过程中,需要对连铸机进行严格的控制,包括浇注速度、结晶器冷却、引钢速度等。
通过控制这些参数,可以控制铸坯的形态、尺寸和质量。
最后是坯冷却。
在连铸机铸造出坯料后,需要经过一段时间的冷却才能取出。
坯料通过运输系统进入冷却台,并通过喷淋冷却,使其快速降温。
冷却完成后,使用自动机械将坯料取出并送往后续的加工环节。
总之,炼钢连铸工艺流程是从原料准备到铸坯取出的全过程,通过各个环节的准备和控制,可以实现优质的连铸坯料的生产。
这一工艺流程在现代钢铁生产中得到广泛应用,为提高钢材质量、降低生产成本提供了有效的解决方案。
连铸工艺流程介绍将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯的铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。
这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
炼钢厂2#连铸机工序简介
利用天车将钢包吊起放置在连铸钢包回转台准备浇铸作业.
连铸封好引锭,设备及辅助设施满足浇注条件,将中间包车开到浇注位,连铸浇铸首先打开钢包滑动水口,钢流正常后套上浸入式水口,待中间罐面升至开浇位时,大包测温,开启中间包塞棒,钢流流入结晶器,待正常时套上浸入式水口,液面超过浸入式水口下端后即开始加入保护渣,结晶器开始振动,拉矫机开始拉坯操作,启动结晶器电磁搅拌。
铸坯拉出结晶器后在足辊区就开始冷却,直到铸坯导向段的前
段。
铸坯喷水冷却可防止发生漏钢事故,保证在切割前达到全凝状态,铸坯头部到达末端电磁搅拌位置时启动末端电磁搅拌。
全凝的高温铸坯由引锭杆牵引穿过拉矫机时被连续矫直,引锭装置抬起将铸坯坯头与引锭头脱脱离,引锭杆由存放装置快速提升后存放在辊道上方.被矫直的高温铸坯由中间辊道支承引导送入火焰切割区,首先切下坯头,然后按定尺切割铸坯。
定尺铸坯由输出辊道输入升降辊道后,碰到固定挡板挡发出信号,将铸坯停在升降辊道上。
天车将铸坯吊下辊道堆垛缓冷或入坑缓冷,精整工段对铸坯进行检查精整,精整后的铸坯由天车吊往轧钢部。
铸坯热送时,天车直接将高温铸坯由升降辊道吊运至轧钢部.。
连铸工艺简介连铸,这可是钢铁生产中的一项关键工艺,就像是一场精彩的“钢铁大变身”。
我还记得有一次去钢厂参观,那是一个阳光明媚的日子。
一走进钢厂,就能听到各种机器的轰鸣声,仿佛是在演奏一场工业的交响曲。
当我来到连铸车间时,眼前的景象让我大为震撼。
连铸工艺简单来说,就是把液态的钢水变成固态的钢坯。
这可不是一个简单的过程,就好像是要把一锅滚烫的粥瞬间变成一块块整齐的冰块。
首先,钢水得从炼钢炉里出来,这时候的钢水就像个调皮的孩子,温度高得吓人,还不停地翻滚着。
然后,钢水会被倒入一个叫做中间包的容器里。
这个中间包就像是一个中转站,把钢水暂时存起来,并且让钢水更平稳、更均匀地流出去。
从中间包出来的钢水,会通过一个叫做结晶器的装置。
结晶器就像是一个魔法盒子,钢水一进去,立马就开始凝固,形成一层薄薄的外壳。
这层外壳可重要了,它就像是给里面还没凝固的钢水穿上了一层防护服,保证钢水能够按照我们想要的形状凝固。
接着,带着外壳的钢水会继续往下走,进入到二次冷却区。
这里有很多喷水的装置,会给钢水喷水降温。
这时候的钢水就像是在洗冷水澡,被水一激,凝固得更快更结实了。
在整个连铸过程中,对温度、速度的控制那是相当严格的。
温度太高了,钢水凝固不好;温度太低了,又容易出现裂纹。
速度快了不行,慢了也不行,得恰到好处。
这就像是做饭的时候掌握火候,多一分少一分都不行。
而且,为了保证铸出来的钢坯质量好,还得时刻监测钢水的成分和纯净度。
要是里面有杂质,就像我们吃饭吃到沙子一样,会影响整个钢坯的品质。
连铸出来的钢坯,表面光滑,形状规整,就像是刚刚从生产线上下来的“钢铁士兵”,排列整齐,等待着被送去加工成各种钢材制品。
想象一下,这些钢坯最后会变成高楼大厦里的钢梁、汽车上的零部件、家里的厨具等等。
连铸工艺就像是钢铁世界的源头,为我们的生活提供了各种各样坚固耐用的钢铁产品。
总之,连铸工艺虽然看似复杂,但其实每一个步骤都有它的道理和妙处。
它就像是一场精心编排的舞蹈,每个环节都紧密配合,最终为我们呈现出优质的钢铁成果。
炼钢厂连铸工艺流程炼钢厂连铸工艺流程是指将熔化的钢水连续浇铸成铸坯的一种工艺流程。
下面将详细描述该工艺流程。
炼钢厂连铸工艺流程主要分为六个步骤:准备工作,浇注钢水,连铸结晶器冷却,切割铸坯,运送铸坯和铸坯冷却。
第一步是准备工作。
在这一步骤中,工作人员需要清理连铸结晶器和连铸机的设备,检查设备是否正常运行,并准备好所需的工具和材料,包括保护剂、冷却水、剖射剂、切割机等。
第二步是浇注钢水。
在这一步骤中,将预先加热的钢水从钢包中倒入到连铸结晶器中。
在此过程中,需要控制浇注速度和角度,确保钢水均匀地流入结晶器中。
第三步是连铸结晶器冷却。
一旦钢水进入到结晶器中,结晶器的冷却系统开始工作。
冷却水通过结晶器内的水管流动,将钢水冷却成固态,并形成一根连续的铸坯。
第四步是切割铸坯。
当铸坯长度达到一定要求时,需要使用切割机将连铸坯切割成指定长度的铸坯。
切割机通过旋转切割刀,将连铸坯切割成相同的长度,以便后续处理。
第五步是运送铸坯。
切割后的铸坯将通过机械设备或人工搬运到下一个工序的设备上。
在运送过程中,需要注意避免铸坯受到外力或震动,并确保铸坯的表面光滑。
第六步是铸坯冷却。
切割后的铸坯将放置在冷却区域,通过自然冷却将温度降低到适合后续处理的温度。
冷却时间的长短和冷却方式根据不同的钢种和工艺要求而有所不同。
以上就是炼钢厂连铸工艺流程的详细描述。
通过这个工艺流程,炼钢厂能够将熔化的钢水高效地连续浇铸成铸坯,为后续的热轧、冷轧等工序提供优质的原材料。
同时,对于保证钢水质量和铸坯质量,以及提高生产效率和产品质量都起到了重要的作用。
连铸工艺流程介绍---- 冶金自动化系列专题【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
【】连铸的目的:将钢水铸造成钢坯。
连铸的工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
【】连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。
【】连铸的主要工艺设备介绍:钢包回转台钢包回转台:设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。
由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。
【】中间包中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。
【】结晶器在连续铸造、真空吸铸、单向结晶等铸造方法中,使铸件成形并迅速凝固结晶的特种金属铸型。
结晶器是连铸机的核心设备之一,直接关系到连铸坯的质量。
【】拉矫机在连铸工艺中,连铸机拉坯辊速度控制是连铸机的三大关键技术之一,拉坯速度控制水平直接影响连铸坯的产量和质量,而拉坯辊电机驱动装置的性能又在其中发挥着重要作用。
【】电磁搅拌器电磁搅拌器(Electromagnetic stirring: EMS)的实质是借助在铸坯液相穴中感生的电磁力,强化钢水的运动。
具体地说,搅拌器激发的交变磁场渗透到铸坯的钢水内,就在其中感应起电流,该感应电流与当地磁场相互作用产生电磁力,电磁力是体积力,作用在钢水体积元上,从而能推动钢水运动。
连铸工艺流程介绍---- 冶金自动化系列专题【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
【发表建议】连铸的目的:将钢水铸造成钢坯。
连铸的工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
【查看全文】连铸自动化控制工艺流程图连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。
【查看全文】连铸的主要工艺设备介绍:钢包回转台钢包回转台:设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。
由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。
【查看全文】中间包中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。
【查看全文】结晶器在连续铸造、真空吸铸、单向结晶等铸造方法中,使铸件成形并迅速凝固结晶的特种金属铸型。
结晶器是连铸机的核心设备之一,直接关系到连铸坯的质量。
【查看全文】拉矫机在连铸工艺中,连铸机拉坯辊速度控制是连铸机的三大关键技术之一,拉坯速度控制水平直接影响连铸坯的产量和质量,而拉坯辊电机驱动装置的性能又在其中发挥着重要作用。
【查看全文】电磁搅拌器电磁搅拌器(Electromagnetic stirring: EMS)的实质是借助在铸坯液相穴中感生的电磁力,强化钢水的运动。