金属熔焊原理 第四章 熔合区和焊接热影响区
- 格式:ppt
- 大小:3.48 MB
- 文档页数:24
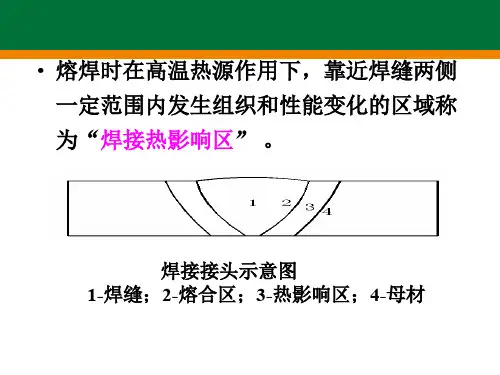
焊接热影响区名词解释
焊接热影响区是指在焊接过程中,热输入会引起金属的显微组织和性能发生变化的区域。
焊接热影响区一般可分为三个不同的区域:
•熔化区:焊接电弧或激光束直接作用的区域,金属在此区域会被熔化。
•热影响区(HAZ):相对于熔化区来说,没有被完全熔化的区域,但温度升高,在此区域内会发生组织和性能的变化。
•熔合区(FZ):熔化的金属与母材之间的交界区域,其组织由母材与熔化金属相互混合形成。
焊接热影响区的形成主要受到焊接过程中的热输入和冷却速率的影响。
焊接热影响区名词解释
焊接热影响区是指焊缝两侧处于固态的母材受到焊接热循环作用后,发生组织和性能变化的区域。
该区域受到高温和高压的作用,会使母材的晶粒粗化,组织和性能发生变化,从而导致整个焊接接头的薄弱地带。
焊接热影响区的宽度和深度会根据母材的材质、焊接工艺和冷却速度等因素而有所不同。
焊接热影响区的组织和性能变化会影响焊接接头的力学性能、塑性和韧性等性能。
如果焊接热影响区的性能不符合要求,可能会出现裂纹等质量问题。
因此,在焊接过程中,需要控制焊接热影响区的宽窄和深度,以保证焊接接头的质量和性能。
焊接热影响区的研究和探讨是焊接领域的重要课题之一。
随着焊接技术的不断发展,人们对焊接热影响区的研究也越来越深入,包括焊接热影响区的组织演变、性能变化、影响因素等方面的问题。
通过对焊接热影响区的研究和探讨,可以更好地掌握焊接技术,提高焊接接头的质量和性能,为工业发展做出贡献。
熔焊原理及金属材料焊接什么是焊接:焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一种方法。
宏观上焊接的两个特点:1.需要外界能量。
2.焊接结合的不可拆卸性。
微观上的特点:焊接件之间达成原子间的结合。
即就是原来分开的工件,经过焊接后在为微观上形成一个整体。
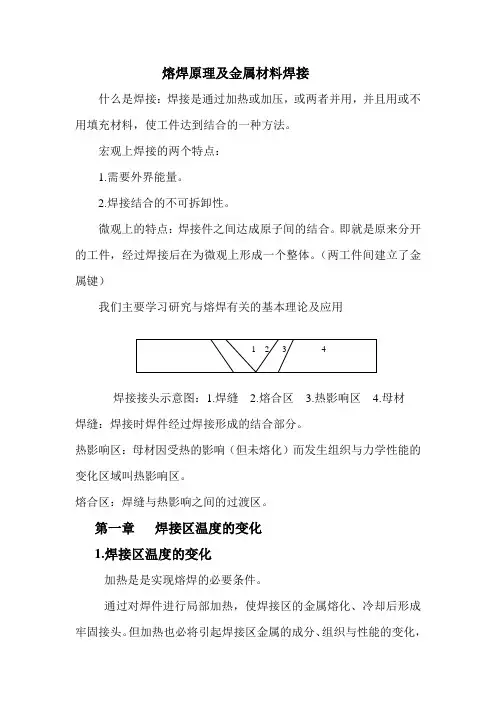
(两工件间建立了金属键)我们主要学习研究与熔焊有关的基本理论及应用焊接接头示意图:1.焊缝 2.熔合区 3.热影响区 4.母材焊缝:焊接时焊件经过焊接形成的结合部分。
热影响区:母材因受热的影响(但未熔化)而发生组织与力学性能的变化区域叫热影响区。
熔合区:焊缝与热影响之间的过渡区。
第一章焊接区温度的变化1.焊接区温度的变化加热是是实现熔焊的必要条件。
通过对焊件进行局部加热,使焊接区的金属熔化、冷却后形成牢固接头。
但加热也必将引起焊接区金属的成分、组织与性能的变化,其结果必将决定焊接的质量。
上述变化的程度则主要取决于温度变化的情况,。
因此能主动控制焊接质量,首先就应掌握焊接区温度变化的规律,即掌握温度与空间位置和温度与时间的关系。
焊接热源:电弧热、化学热、电阻热、摩擦热、等离子热、电子束、激光束、高频感应热等。
热源的性能不仅影响焊接质量,而且对焊接生产率有着决定性的作用。
理想的焊接热源应该是具有加热面积小、功率密度大、加热温度高等的特点。
2.焊接温度场热量的传导共有对流、对流和辐射三中基本方式。
在熔焊过程中三种方式都存在,热源的热量传递主要通过对流与辐射,母材与焊丝获得热量后在内部的传递则以传导为主。
影响焊接温度场的因素:热源的性质、焊接参数、被焊金属的热物理性能、被焊金属的几何尺寸。
3.焊接热循环:在焊接热源的的作用下,焊件上某一点的温度随时间的变化。
叫做焊接热循环。
焊接热循环讨论的对象是焊件上某一点的温度与时间的关系。
这一关系决定了改点的加热速度、保温时间和冷却速度,对接头的组织与性能都有明显的影响。
影响焊接热循环的基本因素:1.焊接线能量与预热温度2.焊接方法3.焊接尺寸4.接头形式5.焊道长度调整焊接热循环的方法:1.根据被焊金属的成分选择适用的焊接方法2.合理选用焊接参数3.采用预热、保温或缓冷等措施降低冷却速度。

焊接各区域分析熔焊热源的高温集中熔化焊缝区金属,并向工件金属传导热量,必然引起焊缝及附近区域金属的组织和性为熔化焊缝区各点温度变化示意能发生变化。
由于各点与焊缝中心距离不同,所受的最高加热温度不同,相当于对焊接接头区域进行了一次不同规范的热处理,因此焊接接头的各部位会出现不同的组织变化和性能变化。
整个焊接接头由焊缝区、熔合区、热影响区构成。
1、焊缝区焊缝区是在焊接接头横截面上测量的焊缝金属的区域,焊缝区(熔焊时,是焊缝表面和熔合线所包围的区域。
焊缝区在冷却过程中以熔合线上局部半熔化的晶粒为核心向内生长,生长方向为散热最快方向,最终成长为柱状晶粒。
晶粒前沿伸展到焊缝中心,呈柱状铸态组织,此种结晶方式称为联生结晶。
联生结晶过程使化学成分和杂质易在焊缝中心区产生偏析,引起焊缝金属力学性能下降,因此焊接时要以适当摆动和渗合金等方式加以改善。
2、熔合区熔合区是焊接接头中焊缝金属向热影响区过渡的区域。
该区很窄,两侧分别为经过完全熔化的焊缝区和完全不熔化的热影响区。
熔合区的加热温度在合金的固液相线之间。
熔合区具有明显的化学不均匀性,从而引起组织不均匀,其组织特征为少量铸态组织和粗大的过热组织,因而塑性差,强度低,脆性大,易产生焊接裂纹和脆性断裂,是焊接接头最薄弱的环节之一。
3、热影响区热影响区是焊缝两侧因焊接热作用没有熔化但发生金相组织变化和力学性能变化的区域。
根据热影响区内各点受热情况的不同,热影响区可分为过热区、正火区和部分相变区。
1)、过热区过热区是指热影响区内具有过热组织或晶粒显著粗大的区域。
其加热温度为AC3以上100-200℃至固相线之间。
该区内奥氏体晶粒急剧长大,形成过热组织,因此塑性和韧性差,也是焊接接头的一个薄弱环节。
对易淬火硬化材料,该区的脆性会更大。
2)、正火区正火区是指热影响区内相当于受到正火热处理的区域。
加热温度为AC3至AC3+(100-200)℃之间。
此温度区间与正火温度区间相同,金属完全发生重结晶,冷却后为均匀而细小的正火组织,力学性能明显改善,该区是焊接接头中组织和性能最好的区域。