焊缝及其热影响区的组织和性能
- 格式:ppt
- 大小:6.64 MB
- 文档页数:61

第五章焊接热影响区的组织和性能焊接分为三大类:熔化焊、压力焊和钎焊。
其中熔化焊是最常见最广泛的焊接方法。
而本书讨论的焊接冶金主要是以熔化焊为基础进行讨论的。
所谓熔化焊是采用一种高温热源使两种同质或非同质的材料利用原子间或分子间的分散与聚合而形成一个整体的过程。
这个热源贯穿于焊接过程的始终:一部分热量用于加热焊件和母材,一部分用于热损失(飞溅、周围介质等)。
用于加热母材和焊材的热功率称为有效功率,其实这部分热量:一部分用于熔化金属形成焊缝,另一部分用于热传导而流失于母材形成HAZ (包含熔合线)。
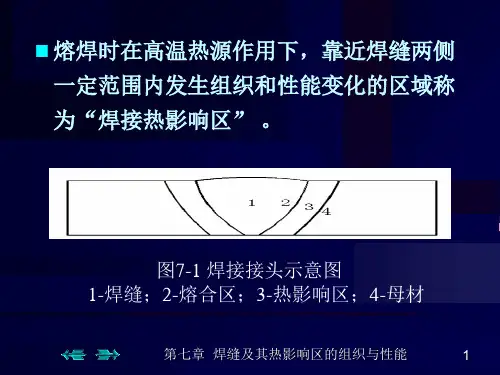
HAZ:熔焊时在集中热源的作用下,焊缝两侧发生组织和性能变化的区域。
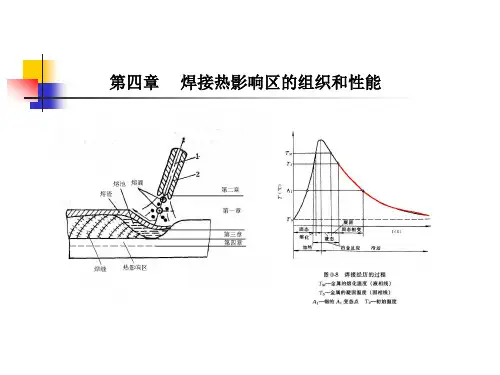
焊接接头:焊缝和和热影响区p161 图4-1焊接热影响区示意图前面讨论焊缝的合金化,焊缝金属的脱S、脱O、脱P、H及晶粒的细化等,均是如何控制焊缝的质量,主要是焊缝区的问题。
由于早些年代里,制造焊接结构所采用的钢种是低碳钢,焊缝是至关重要的环节。
HAZ一般不会出现什么问题,但随着科学技术和生产规模的发展,各种高温、耐压、耐蚀、低温容器、深水潜艇、宇航设备以及核电站锅炉、管道等不断建造,各种高强钢、高合金钢以及某些特种材料(Al合金、钛合金、镍基合金、复合材料和陶瓷等)也得到广泛的应用,这种情况下,焊接的质量不仅仅取决于焊缝,同时取决于HAZ,有时HAZ存在的问题比起焊缝更为复杂。
如:如今大型水电站,尤其高水头电站(包括抽水蓄能电站)的建造要求提供流量大、承压高的输水压力管道,如果采用普通钢材,必须增加管壁的厚度,无疑给压力钢管的制造、运输和安装带来极大的困难。
随之发展起来的适用于压力钢管的焊接结构用高强钢,如700MPa,800Mpa级钢具有很高的屈服强度和抗拉强度,同普通钢相比,可以大大减少压力钢管壁的厚度,克服了普通钢的局限性,(WEL—TEN80 WCF—62(80))它具有良好的低温冲击韧性也为钢管的可靠运行提供了保证,但它焊接时,易出现HAZ软化(投影)或产生裂纹。
焊缝融合区热影响区
焊缝融合区和热影响区是焊接过程中两个重要的区域,它们对焊接接头的性能和质量有着至关重要的影响。
1.融合区:是指焊缝与母材交接的过渡区域,即熔化的金属凝固成铸态组织,而未熔
化的金属因加热温度过高而成为过热粗晶的区域。
在低碳钢焊接接头中,融合区强度、塑形和韧性下降,此处接头断面变化,易引起应力集中。
因此,融合区在很大程度上决定了焊接接头的性能。
2.热影响区:是指焊接过程中,母材因受热的影响(但未熔化)而发生金相组织和力
学性能变化的区域。
热影响区可分为过热区、正火区和部分相变区等。
其中,过热区由于晶粒粗大,塑性、韧性差,易产生裂纹和脆断;正火区受热后重结晶时由于冷却速度相对较快,晶粒可细化,性能较好;部分相变区的晶粒大小不均匀,性能因而也不均匀。
热影响区中熔合线区和过热区的性能总要比母材焊接前为差。
加上焊接热影响区还要承受较大的焊接残余应力,因此热影响区易产生焊接裂纹,有些情况下还易形成与介质有关的应力腐蚀裂纹。
为了改善热影响区的状态,可以采取焊前预热、焊后保温或焊后消除应力退火等措施。
这些措施有助于减少焊接残余应力,改善热影响区的组织和性能,从而提高焊接接头的整体质量。
总的来说,焊缝融合区和热影响区是焊接过程中需要特别关注的区域,它们的性能和质量直接影响到整个焊接接头的性能和质量。
因此,在焊接过程中需要采取适当的措施来控制这两个区域的组织和性能变化,以确保焊接接头的整体质量和使用性能。
焊接热影响区名词解释
焊接热影响区是指焊缝两侧处于固态的母材受到焊接热循环作用后,发生组织和性能变化的区域。
该区域受到高温和高压的作用,会使母材的晶粒粗化,组织和性能发生变化,从而导致整个焊接接头的薄弱地带。
焊接热影响区的宽度和深度会根据母材的材质、焊接工艺和冷却速度等因素而有所不同。
焊接热影响区的组织和性能变化会影响焊接接头的力学性能、塑性和韧性等性能。
如果焊接热影响区的性能不符合要求,可能会出现裂纹等质量问题。
因此,在焊接过程中,需要控制焊接热影响区的宽窄和深度,以保证焊接接头的质量和性能。
焊接热影响区的研究和探讨是焊接领域的重要课题之一。
随着焊接技术的不断发展,人们对焊接热影响区的研究也越来越深入,包括焊接热影响区的组织演变、性能变化、影响因素等方面的问题。
通过对焊接热影响区的研究和探讨,可以更好地掌握焊接技术,提高焊接接头的质量和性能,为工业发展做出贡献。

焊接热影响区的组织和性能焊接热影响区(HAAZ)是在焊接过程中由于热输入而受到热影响的区域。
在焊接过程中,瞬态温度变化导致了材料的相变和微观结构的改变,这些改变在HAZ中发生,并对HAZ的组织和性能产生重要影响。
下面将详细讨论焊接热影响区的组织和性能。
HAZ的组织主要受到瞬态温度变化的影响。
在焊接过程中,焊缝和周围材料会受到高温热源的加热,使材料达到或超过其变形温度。
在这种高温环境下,材料的晶粒会发生生长、形状改变和巨大的奥氏体晶化。
当焊缝冷却时,发生了相反的变化,晶粒迅速长大并恢复到正常的晶粒尺寸。
这种急剧的温度变化导致了晶粒的细化和球化,称为冷却受限效应。
此外,还可能发生再结晶现象,即材料的原始晶粒会被新的细小晶粒所取代。
HAZ的性能主要取决于材料的相组成和晶粒细化程度。
HAZ之所以存在多种不同的相,是因为热输入导致了材料的相变。
例如,在一些金属中,由于快速冷却,奥氏体晶体可能无法完全转变为马氏体,从而在HAZ内形成马氏体残余;在一些合金中,冷却速率过快可能导致奥氏体中的碳无法扩散到马氏体中去,形成残余奥氏体。
这些残余相的存在会对材料的硬度、韧性、强度和耐腐蚀性等性能产生重要影响。
此外,由于冷却速率的不同,HAZ的晶粒细化程度也会发生变化。
晶粒细化可以提高材料的强度和韧性,但过度细化可能导致材料的脆性增加。
在HAZ中,还可能发生残余应力的积累。
由于焊接过程中的瞬态温度变化,材料会经历瞬时的热膨胀和收缩,导致HA在冷却过程中产生残余应力。
这些残余应力可能对材料产生不均匀的应力分布,进而导致裂纹和变形的产生。
因此,在焊接设计和工艺控制中,需要考虑到HAZ中的残余应力情况,以确保焊接件的性能和可靠性。
总结起来,焊接热影响区的组织和性能受到瞬态温度变化的影响。
热输入导致了晶粒的细化和相变,从而影响了材料的硬度、韧性、强度和耐腐蚀性等性能。
此外,残余应力的积累以及晶粒的冷却受限效应也会对HAZ的性能产生重要影响。