汽车把手注塑成型模具设计共70页
- 格式:ppt
- 大小:5.73 MB
- 文档页数:70
汽车内饰把手气辅注射成型模具设计杜林芳;苗秋玲【摘要】采用满射型逆吹式气辅成型技术,对汽车内饰把手进行了模具设计.在溢料槽结构设计中,通过增设切断阀和使用热流道针阀式喷嘴,改善了溢料效果,克服了以往逆吹式气辅成型的缺点.浇口采用牛角式潜伏浇口,并通过合理选择顶出位置,保证了产品外观无浇口与顶出痕迹.该模具成型出的产品表面无缩痕,获得了良好的外观品质,较同类产品质量减轻了20%.%An injection mould for a car interior handle was designed by using an inverse blowing gasassisted molding technology in a full injection mode.When designing the groove structure for melt overflow,cut-off valve and hot runner nozzle were introduced into the mould so as to improve the efficiency of melt overflow and also to overcome the defects appearing in the inverse blowing gasassisted molding.With the use of a horn-shape latent gate and the reasonable setting of ejection position,the aspects without any gate and ejector marks were guaranteed for the injection molded parts.This mould has been used for the production of parts,and the products exhibit a good appearance as well as a lightweight feature with a reduction in weight by 20 % compared with the similar products.【期刊名称】《中国塑料》【年(卷),期】2017(031)004【总页数】4页(P102-105)【关键词】逆吹式;气辅成型;溢料槽;切断阀;缩痕【作者】杜林芳;苗秋玲【作者单位】河南机电职业学院机械工程学院,河南郑州451191;河南机电职业学院机械工程学院,河南郑州451191【正文语种】中文【中图分类】TQ323气体辅助注射成型技术(GAIM)[1]利用高压惰性气体注射到熔融塑料中形成中空截面的工艺特点,有效改善了壁厚不均匀塑件的表面品质,为产品的设计和成型提供了更大的自由度。
第*期郑荣芬, 等: 汽车内把手塑料模具设计1(浙江恒田科技有限公司,浙江温州 325016)摘要:本文通过对塑件的壁厚分析、斜率分析、分型线分型面、浇口位置确定了模具设计方案;并借助NX软件详细的绘制温控系统、成型零件、斜抽芯、顶出系统等模具设计结构。
为能准确的设计模具浇注系统与冷却系统,采用Moldflow软件模拟仿真分析注塑成型过程中熔体的充模流动。
采用NX及Moldflow技术辅助模具设计,发现并解决设计、加工及注塑成型过程中可能出现的问题,缩短了产品的开发周期,保证了产品质量。
关键词:汽车内把手;塑料模具;分型线;Moldflow中图分类号: 文献标识码:第*期郑荣芬, 等: 汽车内把手塑料模具设计1现代汽车制造有大量的塑料件作为重要零部件,所以汽车塑料件的模具设计与注射成型技术至关重要[1]。
汽车塑料件一般具有较为复杂的结构,汽车内门把手座塑料件外表面多为曲面,不仅需要高表面质量,还需要良好耐用性[2]。
根据不同设计者提出塑料制品侧壁有凹槽 ( 或凸台) 、孔、倒扣、特征的模具设计,通过常规的模具结构设计,如斜导柱驱动滑块抽芯、油缸驱动滑块抽芯、推杆板推动斜顶、哈弗结构等即可实现脱模[3-5]。
且随着汽车行业的快速发展,模具行业的设计与制造也快速发展,现在塑料模具可以利用 Moldflow 数值模拟仿真分析注塑成型过程中熔体的充模流动,分析充填、流动情况,确定模具浇注系统与冷却系统设计的正确性[6]。
本文以某汽车内门把手塑件为例,利用NX软件和Moldflow软件等对模具设计方案进行了设计分析与验证。
1产品工艺性分析图1为某品牌汽车内把手塑件的产品2D图,产品的外形尺寸规格:136.6357.3645.99(单位mm),模具设计需要拆镶针。
塑件材质为PC+ABS,材料缩水率本模具取5‰。
外观要求Ra0.05,电镀处理前分型线段差小于0.01mm,电镀处理后分型线肉眼不可见。
把手主体、Ø4、Ø6.3的孔需要满足拉力疲劳测试及塑件的其他测试要求。

汽车门外把手注塑模设计作者:施敏芳来源:《中国科技博览》2015年第32期[摘要]根据门外把手的塑料结构特点,介绍了模具的结构和设计。
本模具采用了内抽芯斜抽加滑块机构使模具布局合理,而且解决了难出模的问题,合理的选择浇口的位置,经大批量的生产验证,此模具结构满足成型工艺要求,生产效率高,脱模动作可靠,产品质量好。
[关键词]门外把手注塑模滑块抽芯中图分类号:U463.83+4 文献标识码:A 文章编号:1009-914X(2015)32-0017-02引言汽车门外把手是直接装在门板外面,外观相对要求较高,因此对模具结构的要求也同步提高。
针对把手结构相对复杂,抽芯机构的选择也十分有限,浇口的位置选择也会影响制品的表面质量,因此在模具设计中考虑到以上诸多因素的影响,设计出合理的注塑模具才能生产出合格的产品。
1 零件的工艺分析图1是门外把手的零件,其尺寸为206*64.8*43.4,材料为PC+ABS,外观作电镀及喷漆要求,关于中间部分壁厚设计,因中空的产品需要做气辅才能实现,但是同步给电镀增加难度,若是用两种不同材料制作,但是注塑成本增加,因此本产品直接内部为实心,采用传统工艺制作。
产品的表面要求无流痕,气痕,缩痕,两端的尺寸都为装配尺寸,尺寸精度要求较高,模具结构设计时要考虑抽芯顺利及塑料件的表面质量,如何设计内抽芯的结构与滑块抽芯及如此厚的产品不缩痕是关键。
2 模具结构设计2.1 分型面和型腔数的确定根据把手外观的形状,尺寸精度要求,及批量性大,本把手采用一出2穴来保证模具进浇不单边,及能保证产量要求。
根据配套及批量要求,型腔,型芯材料采用S136,模架选用标准的龙记模架。
分型面为曲面分型,相对平面分型来说,对模具分型接线提高要求,把手外形一般要求手感摸起来光顺,无明显的刮手飞边。
因产品比较细又长,外观要求较高。
2.2 浇注系统的确定浇注系统的设计,要求熔体平稳有序地填充型腔,并在充填和凝固过程中把注射压力充分传递到各个部分,以获得组织紧密的塑件,因流道设计直接影响产品的外观,物性,尺寸精度和成型周期。
拖把把手注塑模具设计摘要塑料制品已经渗透到我门的日常生活中。
毫不夸张的说我们就是在塑料的世界里面生活。
为什么我们要用塑料制品呢?那还要归功于塑料制品的稳定性强,密度还很小,电绝缘性又很高。
塑料制我们一般叫做注塑模具,伴随着塑胶模具工业在国内的高速发展,人们对产品的要求也就越来越严格,现在普通的一些操作已经满足不了人们日渐上涨的要求。
所以就有了电脑辅助工程(CAE)技术的出现,通过这种技术人们可以在进行制作前,通过这个电脑工程进行一个逐步的分析,可以排除一些潜在的问题,这样就可以提前去解决这些问题,以免后期造成一些不必要的损失。
这个技术不仅仅对于塑胶行业是一个全新的改革,还能帮助减少一些不必要的损失。
塑胶制品虽然没有充满我们的生活,但是我们的生活好像也离不开它,像一些塑料瓶,一些中性笔等,又因为塑胶制品的工序又比较简单,所以这次的毕业设计我才选择了拖把把手,选择这个一方面可以让我了解很多的关于塑胶制品的知识,还可以让我复习了大学所学到的一些知识。
在论文中,我会用一些专业的知识来阐述制作的过程,以及一些需要注意的事项。
通过我的论述,大家会对这个注塑行业更加的了解,已经对操作的步骤有一个详细的认识。
关键词:塑料模具; 注射成型; 模具设计;一、绪论1.1 使用注射模成形产品的好处有(1)注射工艺一般都由电脑的编程来完成,省去了我们进行人工操作,还可打打的提高了生产的效率,从一天几十个个到一天几百个。
(2)注射成形只需要一次就可以做成模具。
(3)他不仅仅可以做一些较为简单的东西,还可以做一些复杂的模具。
(4)操作失败后的模具可以重复利用,大大的节省了材料。
1.2 注射成型的基本操作原理注塑成型也就是注射成型,这个是我们现在使用较为普遍的一种,它可以用来生产一些复杂的模具。
它还有一些明显的好处,比如制作周期短、应用范围广阔、精度高、生产质量高、操作简单易懂等优点。
一般我们常见的是注射机,我们按照外形可以区分为为卧式、立式和直角式注塑机。
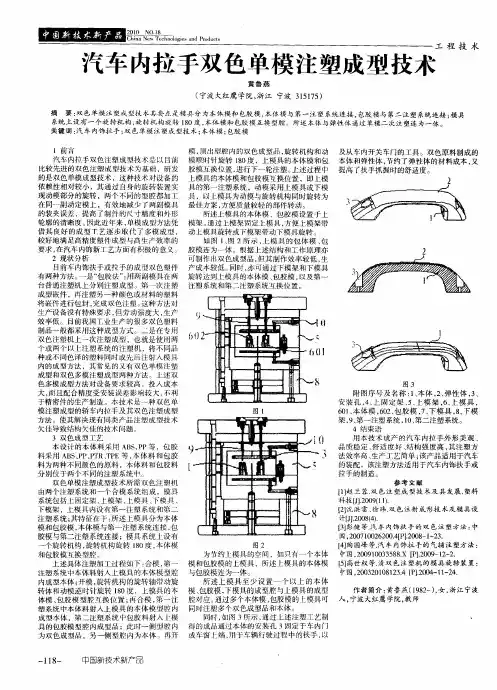
轿车后背门拉手注射模设计研究引言当今主流轿车的后背门拉手组件是由拉手基座和拉手组成,拉手基座通过螺钉及卡扣与后行李箱盖车门钣金连接,是车身主要结构件及受力件,部分拉手基座上还设计有倒车摄像头接入口。
后背门拉手是指开关汽车后行李箱时,操作者的手所接触部分,一般通过卡扣装配在拉手基座上,该零件要求有一定的强度、耐磨性及较好的柔韧性。
为保证开关汽车后行李箱门时手能准确可靠地握住拉手,后背门拉手设计为薄壁深桶结构,外侧表面设计皮纹。
1轿车后背门拉手形体分析轿车后背门拉手材料为PP+EPDM-T20,收缩率为1.012%,对注射模型腔和型芯的尺寸进行设计时需考虑注射材料的收缩率[1]。
塑件转角处均为圆角的斜端面长方形桶状,壁厚为1.5mm,分型面PL如图1中A-A剖视图所示。
塑件斜端面下方沿周存在型槽要素,该塑件型槽结构不会影响塑件的分型和脱模[2]。
但在图1中A-A剖视图可以看到,Ⅰ处存在2处2.7-1.5=1.2mm凸台“障碍体”要素[3],Ⅰ处也存在2处4.12-1.5=2.62mm凸台“障碍体”要素[3]。
塑件宽边上存在这4处凸台“障碍体”会阻碍轿车后背门拉手的脱模,故需要采用内抽芯机构解决塑件的脱模问题[4,5]。
塑件2个窄边处各存在2处加强筋,因加强筋一直延伸到塑件斜端面下方的沿周型槽,不阻碍脱模,只需在动模型腔相应位置设计成型加强筋的型槽即可。
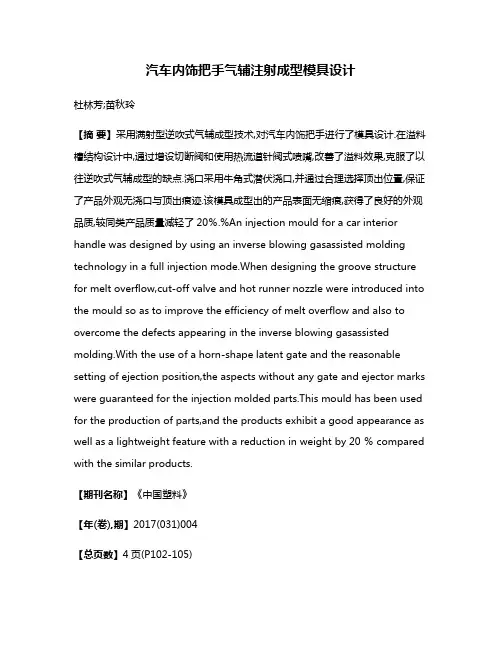
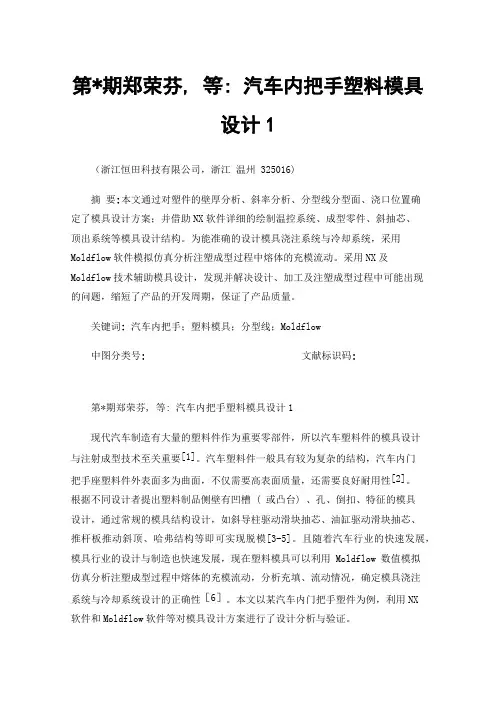
2拉手分型和脱模结构注射分型如图2(a)所示,塑料熔体通过流道和浇口进入型芯镶件3和型腔板镶件7之间的型腔中成型轿车后背门拉手。
动模与定模打开,动定模以分型面PL分型,如图2(b)所示。
如果塑件5在推杆8的作用下被顶出10mm,根据塑件5脱模与抽芯距离的关系,长短斜推杆抽芯移动距离计算为:bc=ab×tgα,其中ab=10mm,α=9.5°,bc的距离即为长短斜推杆平移抽芯的距离,将数据代入公式得:bc=1.67mm。
上式计算表明,塑件两侧的2个短斜推杆4和2个长斜推杆6在型腔板镶件7斜槽中,在推杆8的作用下,4个长短斜推杆随着滑块9向塑件5中心平行移动距离为1.67mm,实现与塑件5的脱模。
注塑模课程设计姓名:专业:材料成型及控制工程学号:指导老师:2011年1月3日一、塑件成型工艺性分析1、塑件结构分析车门拉手如图所示,是一种常见的塑料工件,广泛用于汽车制造行业,材料为工程塑料ABS,根据工件形状分析,浇注系统应短粗,料口截面稍大,熔料流程不宜长,壁厚中等。
模具设计为上下开模,推杆顶出。
2、塑件原材料分析ABS,全程丙烯腈-丁二烯—苯乙烯共聚物.它将PS,SAN,BS的各种性能有机结合起来,兼具韧、硬、刚相均衡的优良性能。
其一般不透明,外观呈浅象牙色、无毒、无味。
燃烧火焰呈黄色,有黑烟,燃烧后会软化变焦。
其冲击强度高,电性能良好。
热变形温度较低,属无定形材料,吸湿性强流动性中等,宜取高料温、模温.ABS对成型工艺条件的要求:料筒温度(℃):150—170(后段)165—180(中段)180-200(前段)喷嘴温度:170℃—180℃,模具温度:40℃—60℃压力:注射压力:可大到110Mpa,保压压力:可大到100Mpa注射速度:为避免材料分解,一般采用较高的注射速度。
成型时间(S):注射时间0-5 ;保压时间20-90冷却时间20—120;成型周期50—2203、塑件的尺寸精度根据塑料的收缩,注射成型条件,塑件形状,模具结构等要求,按SJ1372—1978标准,塑件工件尺寸为自由尺寸,故选用MT5精度等级查取公差,±1。
0,±0。
46。
4、表面质量塑件对外观要求不高,表面质量一般。
但要成型情况良好,不应有明显和较长的熔接痕。
二、注射成型机的选择与型腔数的确定1、由proe辅助可计算得塑件体积和投影面积:塑件实体的体积为V1=50614,材料密度ρ=1.05g×10-3/塑件质量=1。
05×50614/1000=53。
14g。
单侧投影面积=3537本模具采用的是直接浇口浇注系统,凝料较小,按塑件质量的0.6倍选取,故凝料=53。
14×0.6=31。

汽车左右弯管注塑模设计毕业论文目录摘要 (1)前言 (1)1零件图纸 (2)2塑件的工艺性分析 (3)2.1 塑料的分析 (3)2.2 塑件的分析 (3)3注塑机的选择 (4)3.1 塑件的体积、质量 (4)3.2 选择注塑机 (4)3.3 注塑成形工艺参数 (4)4模具结构设计 (5)4.1分型面得选择 (5)4.2型腔布局 (5)4.3模具总体结构类型 (6)4.4 成形零件的设计 (6)4.5选择标准模架 (8)4.6 浇注系统 (10)4.7 侧抽芯机构 (10)4.8 推出机构 (11)4.9 冷却系统 (11)4.10排气系统 (13)5注塑机的校核 (13)毕业小结 (14)答谢词 (14)参考文献 (14)1、零件图纸图1-1图1-2零件描述:汽车左/右弯管二维图如图1-1所示,三维图如图1-2所示。
1.1 塑件材料为ABS,收缩率为0.5%。
1.2 大批量生产,塑件表面不得有飞边毛刺、无银丝、无波浪、熔接痕最小、无缩痕、无气泡、无划伤和白斑等外观缺陷。
1.3 未注圆角为R21.4 表面粗糙度达到Ra1.61.5 未有尺寸按MT6级精度计算2、.塑件的工艺性2.1塑料品种:ABS颜色:白色基本特性:1、ABS是丙烯腈、丁二烯和苯乙烯的三元共聚物,A代表丙烯腈,B代表丁二烯,S代表苯乙烯。
ABS树脂是目前产量最大、应用最广泛的聚合物,它将PS、SAN、BS的各种性能有机地统一起来,兼具韧、硬、刚相均衡的优良力学性能。
ABS工程塑料一般是不透明的,外观呈浅象牙色、无毒、无味,兼有韧、硬、刚的特性,燃烧缓慢,火焰呈黄色,有黑烟,燃烧后塑料软化、烧焦,发出特殊的肉桂气味,但无熔融滴落现象。
2、ABS工程塑料具有优良的综合性能,有极好的冲击强度、尺寸稳定性好、电性能、耐磨性、抗化学药品性、染色性,成型加工和机械加工较好。
3、ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。
汽车拉手柄注塑模具设计孙肖霞;张俊【摘要】On the basis of analyzing the plastic molding process of car door handle,the mold structure was designed by UG NX.The parting surface and gate position were bined mold cavity and core structure were designed.The threedimensional cyclic water runner system was arranged to improve the cooling condition.It was certified that the mold design was reasonable,and the mold manufacturing was convenient and the door handle can satisfy the requirements of production.%在分析汽车车门拉手柄制品成型工艺的基础上,应用UG NX软件设计了模具的基本结构.重点优化了分型面和浇口开设位置,设计了镶拼式的型腔及型芯结构,布置了立体循环式水路以改善冷却条件.经生产验证,该模具结构的设计合理,模具加工方便,塑料件成型质量满足使用要求.【期刊名称】《现代塑料加工应用》【年(卷),期】2018(030)002【总页数】3页(P45-47)【关键词】拉手柄;注塑模;UG NX软件;模具结构【作者】孙肖霞;张俊【作者单位】宿迁学院机电工程学院,江苏宿迁,223800;宿迁学院机电工程学院,江苏宿迁,223800【正文语种】中文车门拉手柄作为汽车产品的典型外观件,其零件要求表面整洁光滑,分型线飞边小于0.03 mm,表面无气痕、无缩痕、无冷料痕[1]。