过程流程图检查清单
- 格式:docx
- 大小:17.08 KB
- 文档页数:1

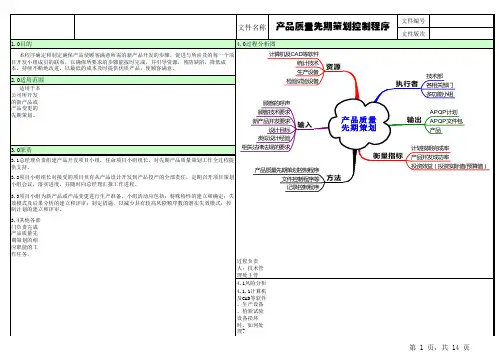
APQP表格填写要求:
1. APQP表格使用过程中,不允许私自修改表格格式,不允许自行增加或删减表格内容,严格按照表格要求进行编审批签字;
2. 表格中所有蓝色字为“提示”,不允许打印,表格使用时应删除;
3. 除“新产品立项评审”、“新设计零部件工艺路线评审”、“新设计零部件、材料供方评审”、“顾客工程规范及其更改评审”使用专属表格外,其它评审均使用《评审报告》。
其它评审包括:
设计输入
设计输出
阶段评审
设计方案评审
项目开发任务书评审
特殊特性评审
FMEA评审
试验项目评审
样件评审
设计验证评审
工艺验证评审
产品验证评审
产品包装规范
监视和测量装置开发计划评审
新产品设备设施需求计划评审
工装开发计划及评审
橙色图框:代表需要有评审过程;绿色图框:代表表格在企业标准化内管理;蓝色图框:代表表格在质量体系内管理。
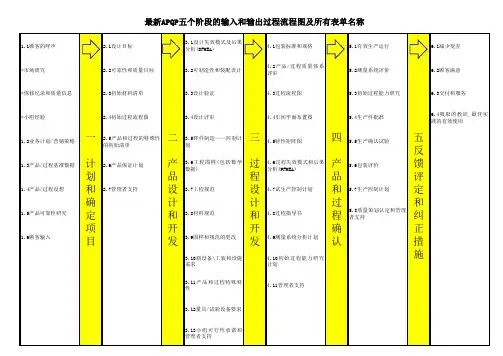
一、项目计划和确认阶段
目小组艺中识别的特殊特性应一致。
五、反馈、评定和纠正措施阶段。
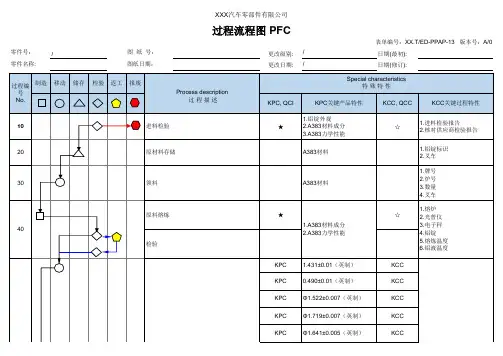
更改级别:/日期(最初):更改日期:/日期(修订):图纸日期:零件号:零件名称:图 纸 号:/过程流程图 PFC表单编号:XX.T/ED-PPAP-13 版本号:A/0XXX 汽车零部件有限公司更改级别:/日期(最初):更改日期:/日期(修订):图纸日期:零件号:零件名称:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):图纸日期:零件号:零件名称:图 纸 号:/KPC2X11.72±0.02(英制)KCCKPC1.25±0.02(英制)KCCKPC 2.38±0.02(英制)KCC KPC 1.56±0.02(英制)KCC KPC 2.44±0.02(英制)KCC KPC 8XΦ0.118±0.01(英制)KCC KPC KCC KPC2X45°±0.5°KCCKCC1.三轴加工中心2.刀具3.夹具4.切削液浓度检验机加工检验KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;自攻螺套1.符合XXXX 总装图纸要求;2.符合《XX 产品总装配件清单及相关要求》3.作业后确保孔口无翻边,孔内不得有铝屑、污物等;4.无漏装、无错装、无倾斜;1.螺套规格2.工具型号3.自攻螺套作业指导书110100更改级别:/日期(最初):更改日期:/日期(修订):图纸日期:零件号:零件名称:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):图纸日期:零件号:零件名称:图 纸 号:/。

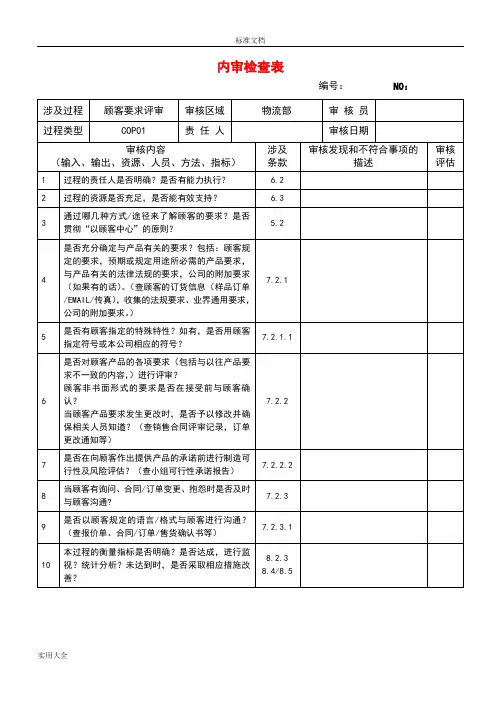
内审检查表
编号:NO:
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表。
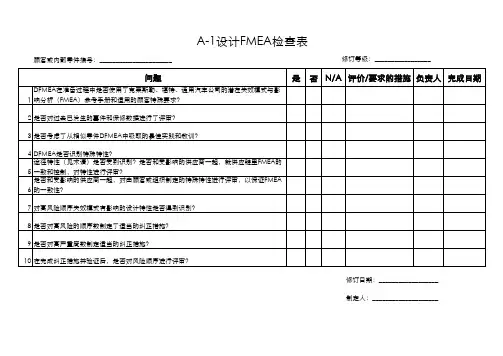
顾客或内部零件编号:______________________是否N/A 评价/要求的措施负责人完成日期1DFMEA在准备过程中是否使用了克莱斯勒、福特、通用汽车公司的潜在失效模式与影响分析(FMEA)参考手册和适用的顾客特殊要求?2是否对过去已发生的事件和保修数据进行了评审?3是否考虑了从相似零件DFMEA中吸取的最佳实践和教训?4DFMEA是否识别特殊特性?5途径特性(见术语)是否受到识别?是否和受影响的供应商一起,就供应链里FMEA的一致和控制,对特性进行评审?6是否和受影响的供应商一起,对由顾客或组织制定的特殊特性进行评审,以保证FMEA 的一致性?7对高风险顺序失效模式有影响的设计特性是否得到识别?8是否对高风险的顺序数制定了适当的纠正措施?9是否对高严重度数制定适当的纠正措施?10在完成纠正措施并验证后,是否对风险顺序进行评审?问题修订等级:_________________修订日期:__________________制定人:____________________A-1设计FMEA检查表顾客或内部零件编号:_________________________是否N/A 评价/要求的措施负责人完成日期1设计是否要求:a 新材料?b 特殊工具?c 新技术或过程?2是否考虑了装配制造变差的分析?3是否考虑了实验设计?4目前对样本是否已有计划?5是否已经完成了DFMEA?6是否已经完成了DFMEA(可制造性和装配设计)?7是否考虑了有关服务和维护的问题?8是否考虑了设计验证计划?9如果是的话,它是否是由一个跨职能小组完成?10是否所有规定的试验、方法、设备和接受准则都被清晰定义和了解?11是否选择了特殊特性?A-2设计信息检查表修订等级:____________________A.一般情况问题12是否完成了材料清单?13特殊特性是否正确地文件化?B.工程图14是否标明了参考尺寸,从而被检查全尺寸时间降低到最小?15为了设计功能量具,是否明确了足够的控制点和基准平衡?16公差是否与可接受的制造标准一致?17现存和可得到的检查技术是否能测量所有的设计要求?18是否用顾客指定的工程变更管理过程来管理工程变更?C.工程性能规格19特殊特性是否被识别?20试验参数是否足够应对要求的使用条件,即:生产确认和最终使用?21以最小和最大规格制造的零件是否按照要求来试验?22所有产品试验是否都在厂内进行?23如果不是,则是否是由授权供应商执行?24规定的过程中性能试验抽样大小和/或频次,是否和制造容量一致?25要求时,是否获得顾客批准?例如:要求的试验和文件记录。
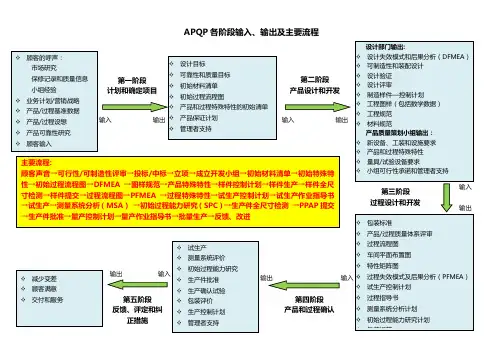
APQP Checking List 检查清单Issue date: 7/25/1997Kick-off Follow-up 启动会议追踪a. Set up a cross functional team (selecting team leader) 成立横向协调小组(选出小组负责人)b. Assign responsibility (define roles and responsibilities) 分配职责(确定角色和职责)c. Define customer requirements/expectation 明确客户要求/期望d. Product quality timing plan (based on SGM's milestone) 产品质量进度计划(依据SGM的关键的产品阶段要求)Phase 1.0 Plan and Define Program 第一阶段计划与确定项目1.1 Design Goals (APQP 1.7 on P.10) 设计目标a. Financial goals 财务目标b. Engineering goals 工程目标c. Assembly plant (for system supplier) * 装配厂(针对提供系统产品的供应商)d. Product assumptions(KPCs, reliability information, etc.) 产品设想(关键产品特性, 可靠性等)e. Process assumptions (datum points, mating surface design, identification ofKPC/KCC, process, etc.) * 过程设想f. DFMEA initiated 着手进行设计FMEA1.2 Reliability and Quality goals (APQP 1.8 P.10) 可靠性与质量目标a. Serviceability 维修性 f. Mileage goals 里程目标b. No safety failure 没有安全缺陷g. PPM * 百万分不合格率c. Competitor product reliability 竞争产品的可靠性d. Frequency of repair 修理频次1.3 Preliminary Bill of Material (APQP1.9 on P.10)初步材料清单a. Preliminary BOM developed based on product/process assumptions * 依据产品/过程设想而提出的初步材料清单b. An early subcontractor list * 初步分供方清单c. Initiate control method on incoming material * 着手对入库产品制定控制方法1.4 Preliminary Process Flow Chart (APQP1.10 on P.10) 初步过程流程图a. Process flow chart * 过程流程图b. Initiate control method of fixture/gages * 着手对夹具/量具制定控制方法1.5 Preliminary Listing of Special Product And Process Characteristics (APQP1.11 on P.10)草拟产品与过程特性a. KPC developed * 找出关键产品特性b. KCC developed * 找出关键控制特性1.6 Product Assurance Plan (APQP1.12 on P.11) 产品保证计划a. Outlining of program requirements 描述项目要求b. Reliability, durability and apportionment/allocation goals and/or requirements可靠性, 耐久性和分配目标和/或要求的确定c. Assessment the program (referred to APQP 1.12 on P. 91) 评估项目d. Developing FMEA 开发FMEAe. Developing preliminary engineering standards requirements 开发初步工程标准要求1.7 Management Support (APQP1.13 on P11) 管理层支持a. Management commitment * 管理层承诺b. Management participant * 管理层参入*: Manufacturing only 仅适用于只有制造能力的供应商Phase 2.0 Product Design And Development 产品设计与开发2.1 DFMEA (APQP on P. 14) 设计FMEAa. Develop DFMEA using FMEA manual (based on design goals, engineering drawings, etc.).参考FMEA手册开发FMEA(基于设计目标,工程图纸等)b. Review Design FMEA checklist (APQP Appendix A-1)审核设计FMEA检查表(APQP附录A-1)2.2 Design for manufacturability and assembly (APQP on P. 14) 可制造性与装配设计a. Design, concept, function, and sensitivity to manufacturing variation设计, 概念, 功能和制造变差的敏感性b. Manufacturing and/or assembly process 制造和/或装配过程c. Dimensional tolerances f. Process adjustments尺寸公差过程调整d. Performance requirements g. Material handling性能要求材料搬运e. Number of components h. Production/process, government regulations, and service 部件数量生产/过程, 政府条规和服务2.3 Design verification (APQP on P. 15) 设计验证a. Design review 设计评审b. Performing alternate (inverse) calculations 进行替代(反向)计算c. Undertaking tests and demonstrations 进行测试和示范d. Review of design stage documents before release在文件发布前,评价设计阶段的文件2.4 Design review (APQP on P. 15) 设计评审a. Design/functional requirements considerations h. DFMEA设计/功能要求设计FMEAb. Formal reliability and confidence goals 正式的可靠性和置信度目标i. Test failuresc. Component/subsystem/system duty cycles 部件/子系统/系统工作循环破坏性试验d. Review of the design for manufacturability and assembly effort 可制造性和装配设计的评审e. Design of experiments and assembly build variation results (Appendix B)实验设计和装配造成的变差结果f. Computer simulation and bench test results 计算机模拟和台架试验结果g. Design verification progress 设计验证进展2.5 Prototype build - Control plan * (APQP on P. 15) 样件制造-控制计划a. Prepared control plan for prototype. 样件的控制计划b. KPC/KCC on control plan. 控制计划中的KPC/KCCc. Review Control Plan Checklist (Appendix A-8)控制计划检查表d. Product or service meets spec.& report data as required产品或服务满足所要求的规范和报告数据e. Use data and experience to establish preliminary process parameters and packaging req's使用数据和经验建立初始过程参数和包装要求f. Communicate any concerns, deviation, and/or cost impact to the customer将关注问题,变差和/或费用影响传达给客户2.6 Engineering drawings * (Including Math Data) (APQP on P. 16) 工程图样(包括数学数据)a. Governmental and regulatory and safety characteristic on control plan控制计划中的政府,法规和安全特性要求b. Information for a dimensional layout of the individual parts 每个部件的尺寸布置图c. Identify control or datum surfaces/locators 标识控制或基准表面的定位d. Dimensions evaluation尺寸评价e. Math data compatible with the customer's system 数学数据与客户的系统相兼容2.7 Engineering specifications * (APQP on P. 16) 工程规范a. Check functional, durability and appearance requiements 检查功能,耐久性和外观要求2.8 Material specifications * (APQP on P. 16) 材料规范a. Check material specifications 检查材料的规范2.9 Drawing and specification changes * (APQP on P. 16)图纸和技术条件更改a. Method of drawings change. 图纸更改方法2.10 New equipment, tooling and facilities requirements * (APQP on P. 17)新设备,工具和设施要求a. Complete the New equipment, tooling and test equipment checklist (Appendix A-3)完成新设备, 工具和测试设备的检查表2.11 Special product and process characteristics *(APQP on P. 17) 特殊产品和过程特性a. Define KCC/KPC and safety characteristics (Appendix C) 确定KPP/KCC和安全特性2.12 Gages/testing equipment requirements *(APQP on P. 17)量具/试验设备要求a. Identify gages/testing equipment requirements and add to the timing chart.标明计量/测试设备要求并将其补充到进度表中2.13 Team feasibility commitment and management support (APQP on P. 17)小组可行性承诺机管理者支持a. Assess the feasibility of the proposed design (Appendix A-2, Appendix E)评价所提出的设计的可行性(附录A-2, E)Phase 3.0 Process Design And Devolopment 过程设计与开发3.1 Packaging standards (APQP on P. 20) 包装标准a. Customer packaging standards understood (specifications, etc)了解客户的包装标准(规格等)b. Supplier's packaging capability (procedures, design, etc.)供方的包装能力(程序, 设计等)3.2 Product/Process quality system review (APQP on P. 20) 产品/过程质量体系评审a. Complete Product/process quality checklist (Appendix A-4) 完成产品/过程质量检查表(A-4)b. Review quality system manual 评审质量手册c. Improvement made based on PSA results 针对PSA结果而进行的改进3.3 Process flow chart (APQP on P. 20) 过程流程图a. Process flow chart checklist (Appendix A-6)过程流程图检查表(附录A-6)3.4 Floor plan layout (APQP on P. 20) 场地平面布置图a. Floor plan including inspeciton points, control chart location, applicability of visual aids, interim repair stations, and storage areas, etc.场地平面图应包括检查点, 控制图位置, 可用的直观工具,中间维修站和储存区b. Complete floor plan layout chart checklist (Appendix A-5)完成场地平面布置图检查表(附录A-5)3.5 Characteristics matrix (APQP P. 20) 特征矩阵表a. Characteristics matrix特征矩阵3.6 Process FMEA (APQP on P. 21) 过程FMEAa. PFMEA checklist (Appendix A-8)过程FMEA检查表(附录A-8)3.7 Pre-launch control plan (APQP on P. 21) 试生产控制计划a. Pre-launch control plan checklist (Appendix A-8)试生产控制计划检查表(附录A-8)b. Check frequent inspeciton, in-process and final check points, SPC, increased audits, etc.检查是否存在不符合处: 频繁的检查, 过多的过程和终检点, 统计评价, 增加审核等3.8 Process instructions APQP on P. 21) 过程指导书a. Operator instructions including setup parameters, such as machine speeds, cycle times, etc.操作指导书包括机器参数设置, 如机器转速, 周期时间等b. Information from FMEAs, control plans, drawings, process flow chart, floor plan layout,charatericstics matrix, packaging standard, process parameters, handling, operators, etc.信息源于FMEA, 控制计划, 工程图纸, 过程流程图, 场地布置图, 特征矩阵, 包装标准, 过程参数,搬运要求和操作员等3.9 Measurement systems analysis plan (APQP on P. 22) 测量系统分析计划a. Plan for MSA including gage linearity, accuracy, repeatability, reproducibility, and correlation 计划包括量具的线性度, 准确性, 可重复性,可再现性和相关性.3.10 Preliminary process capability study plan (APQP on P. 22) 初始工序能力分析计划a. Preliminary process capability study plan初始工序能力分析计划3.11 Packaging specifications (APQP on P. 22) 包装规格a. Check customer packaging standards or generic packaging requirements met检查是否满足包装标准或一般标准要求等b. Packaging design capability包装设计能力3.12 Managment support (APQP on P. 22) 管理层支持a. Upper management support to assist in resolution of any open issues.上级管理层的支持以协助解决未决的问题Phase 4.0 Product And Process Validation 产品和过程确认4.1 Production Trial Run (APQP on P. 25) 生产试运行a. Preliminary process capability study f. Production part approval初始过程能力分析生产件批准b. Measurement system evaluation g. Packaging evaluation测量系统评价包装评价c. Final feasibiltiy h. First time capability (DTC)最终可行性试生产能力d. Production validation testing i. Quality planning sign-off生产确认试验质量策划认定e. Process review过程评价4.2 Measurement systems evaluation (APQP on P. 26)测量系统分析a. Conduct GR&R 进行测量系统分析4.3 Preliminary process capability study (APQP on P. 26)初始过程能力分析a. Cpk study on characteristics identified in the control plan对控制计划中识别的特性进行初始过程能力研究4.4 Production part approval (APQP on P. 26) 生产件批准a. Products made from production tools and processes meet engineering requirements 由正式生产工装和过程制造出来的产品是否符合技术要求4.5 Production validation testing (APQP on P. 26)生产确认试验a. Testing results 测试结果b. Standard used 采用的标准c. Run @ rate 按预定能力生产4.6 Packaging evaluation (APQP on P. 27) 包装评价a. Evaluation of the packaging method (including packaging for shipment)评价包装的方法(包括在运输中的包装)4.7 Production control plan (APQP on P. 27) 生产控制计划a. Updated production control plan 更新生产控制计划4.8 Quality planning sign-off and management support (APQP on P. 27)质量策划认定和管理者支持a. Review control plan 评价控制计划b. Review process instructions 评价过程指导书c. Verify GR/R and proper usage (refer to Appendix D on P. 89)对量具的重复性和再现性和正确的用法进行验证d. Schedule a management review. (refer to Appendix F on P.93) 制定管理评审计划e. Complete product quality planning summary and sign-off (Appendix F)完成产品质量策划总结和认定报告(附录F)Phase 5.0 Feedback, Assessment And Corrective Action5.1 Reduced variation (APQPQ on P. 29)a. Developing proposals for costs, timing and anticipanted improvement for customer reviewb. Preparing value analysis, reduction of variation, etc5.2 Customer satisfaction (APQP on P. 30)a. Supplier participation in usage of the productb. Supplier and customer involvement for achieving customer satisfaction5.3 Delivery and service (APQP on P. 30)a. Supplier/customer partnership in solving problems and continual improvementb. Commitment on continuous improvement on reducing process, inventory and quality costs。
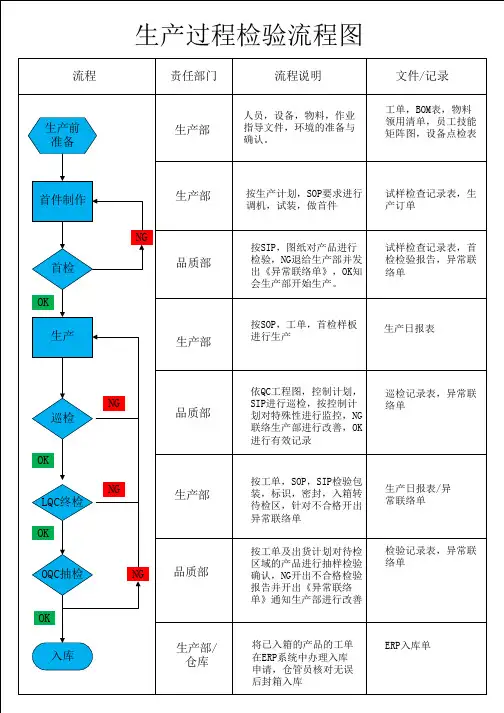
过程流程图[出货检验流程](1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止对大批大量生产的产品而言,“首件”并不限于一件,而是要检验一定数量的样品。
特别是以工装为主导影响因素(如冲压)的工序,首件检验更为重要,模具的定位精度必须反复校正。
为了使工装定位准确,一般采用定位精度公差预控法,即反复调整工装,使定位尺寸控制在1/2公差范围的预控线内。
这种预控符合正态分布的原理,美国开展无缺陷运动也是采用了这种方法。
在步步高工作期间,他们对IPQC的首件检查非常重视,毕竟国内从事AV家电生产的企业,工艺自动化程度低,主要依赖员工的操作控制。
因此,新品生产和转拉时的首件检查,能够避免物料、工艺等方面的许多质量问题,做到预防与控制结合。
(2)巡回检验巡回检验就是检验工人按一定的时间间隔和路线,依次到工作地或生产现场,用抽查的形式,检查刚加工出来的产品是否符合图纸、工艺或检验指导书中所规定的要求。
在大批大量生产时,巡回检验一般与使用工序控制图相结合,是对生产过程发生异常状态实行报警,防止成批出现废品的重要措施。
当巡回检验发现工序有问题时,应进行两项工作:一是寻找工序不正常的原因,并采取有效的纠正措施,以恢复其正常状态;二是对上次巡检后到本次巡检前所生产的产品,全部进行重检和筛选,以防不合格品流入下道工序(或用户)巡回检验是按生产过程的时间顺序进行的,因此有利于判断工序生产状态随时间过程而发生的变化,这对保证整批加工产品的质量是极为有利的。